Pull System: How Lean Production Flows Work
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
A pull system is a production method where work starts only when a downstream station signals that it needs more. No signal, no production, which sounds simple until you see how much it changes the way an operation runs.
What is a pull system?
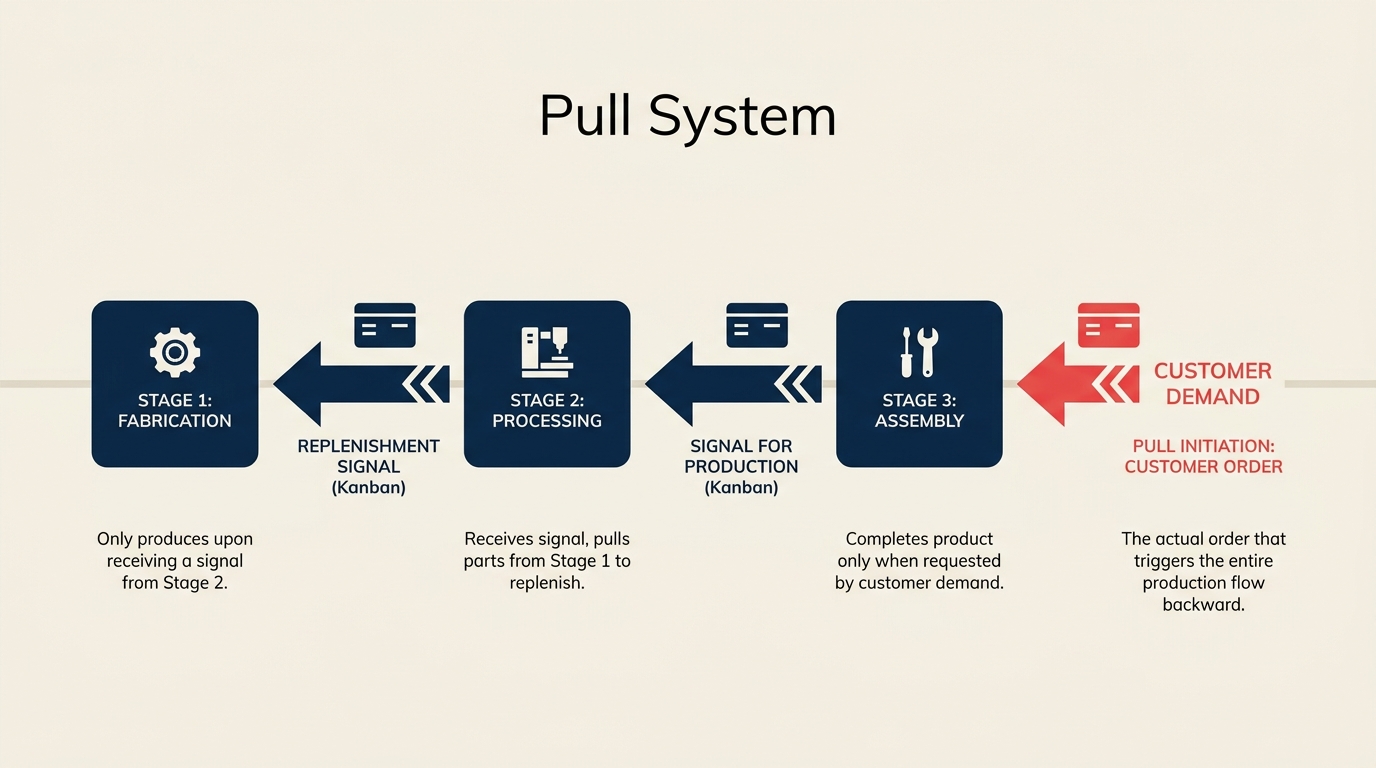
A pull system is a workflow control method where each step in a process produces or moves work only in response to an explicit request from the next step downstream. The trigger is actual consumption, not a forecast. Work "flows" through the system because demand at the end of the chain pulls it through, rather than being pushed forward by a schedule or a planner's estimate.
The term comes from the Toyota Production System (TPS), where Taiichi Ohno observed American supermarkets in the 1950s. Shelves were restocked only when shoppers took items; the empty shelf space was the signal to replenish. Ohno applied that logic to the factory floor: a downstream workstation consuming parts sends a kanban signal to the upstream workstation to produce exactly what was consumed. Nothing else moves.
The result is a production system governed by real demand rather than projected demand. Inventory accumulates only where signals justify it. Work-in-process (WIP) is capped by the number of signals in circulation.
Key Facts: pull systems in practice
- Toyota's pull-based TPS helped the company cut finished-goods inventory from months of supply to hours in key plants, a core factor in becoming the world's largest automaker by volume (Toyota Annual Report; OICA data, 2008 onward).
- Manufacturers that sustain lean pull practices report 20-40% reductions in process lead time within 18 months, according to a 2023 LNS Research and IndustryWeek benchmark of lean-mature facilities.
- A 2022 McKinsey Global Institute analysis found that manufacturers holding excess inventory tied up 20-30% more working capital than lean-running peers, a direct cost of forecasting-driven push systems.
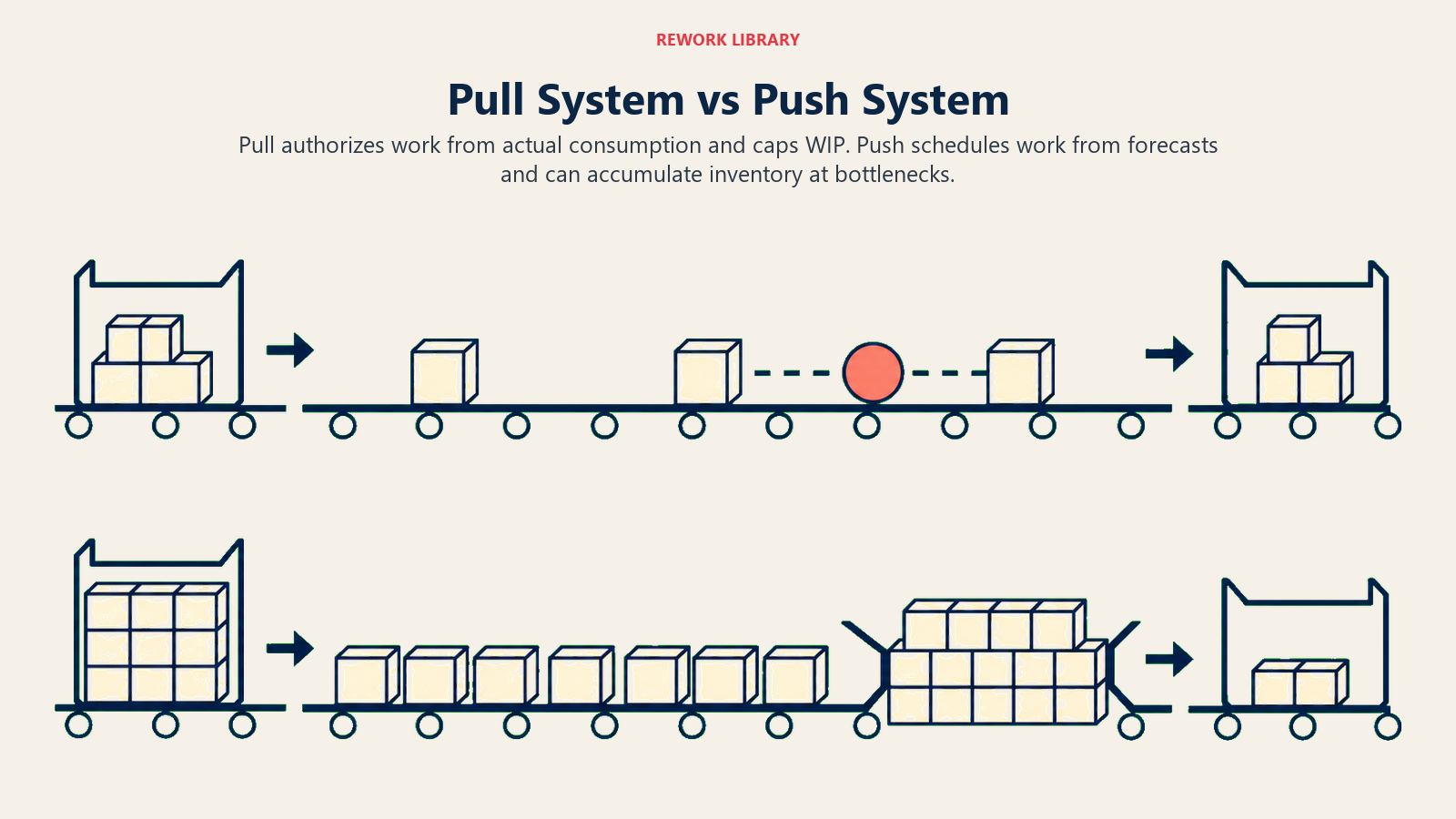
Pull system vs push system
The contrast with a push system is the clearest way to understand what makes pull distinctive. In a push system, production is scheduled from the front of the process, based on a demand forecast. Each station makes as much as it can and "pushes" output to the next station, whether or not it's ready to receive it.
| Dimension | Pull system | Push system |
|---|---|---|
| Production trigger | Downstream consumption signal | Upstream schedule or forecast |
| WIP level | Controlled (capped by signals) | Uncontrolled (builds wherever there's a bottleneck) |
| Inventory | Minimal, near-zero at each station | Accumulates at every queue |
| Demand responsiveness | Responds to actual demand | Responds to predicted demand |
| Defect detection | Fast: small batches, visible queues | Slow: defects hide in large WIP piles |
| Complexity to set up | Higher upfront (signal design, buffer sizing) | Lower upfront, higher ongoing firefighting |
| Best fit | Stable, repeating processes with visible flow | Highly variable, one-off, or long-horizon custom work |
Push isn't inherently wrong. In project-based or heavily customized work, forecasting and scheduling are unavoidable. But wherever a process repeats with predictable demand patterns, pull dramatically reduces waste and improves flow.
How a pull system works
The operational heart of a pull system is the signal. Every time a downstream station consumes a unit of work or a part, it sends a signal back to the upstream station authorizing it to replace exactly that unit. The most common signal mechanism is the kanban card.
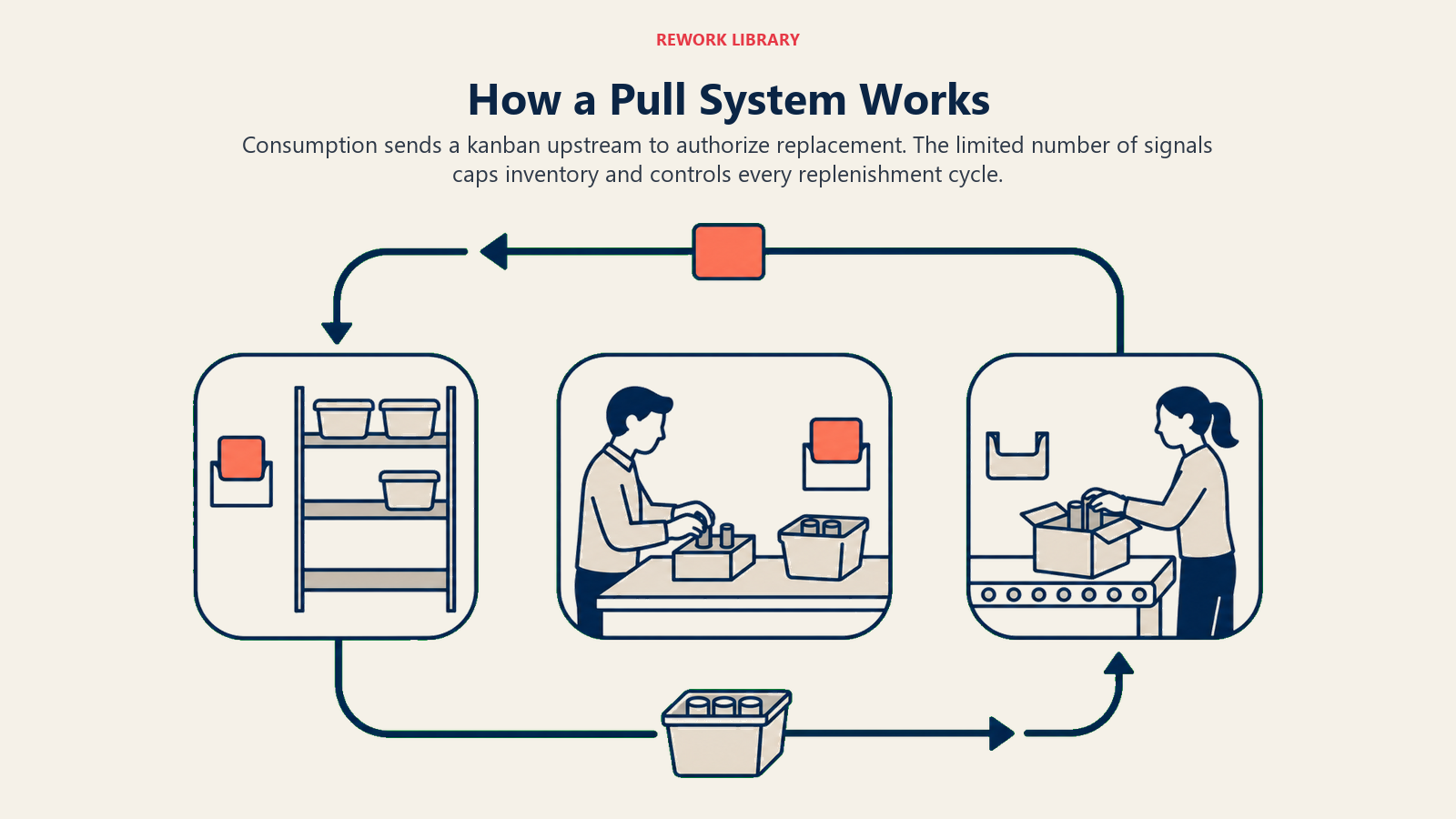
In a physical manufacturing context, a kanban card travels with a container of parts. When the operator at Station B opens the last container from Station A, the card detaches and travels back to Station A. That card is the authorization to produce one more container. Until the card arrives, Station A produces nothing for Station B. This is the supermarket pull model: a small, controlled inventory buffer (the supermarket) sits between stations, and consumption at the supermarket triggers replenishment upstream.
The key mechanics:
- Demand pulls from the right. The customer order or end-process consumption is the only legitimate trigger for production.
- Signals travel upstream. The kanban (card, bin, electronic signal, empty slot) moves counter to the flow of material.
- Authorization limits production. A station can only produce when it holds a kanban authorizing it. This caps WIP by design.
- Buffer sizing is deliberate. The number of kanbans in circulation determines the maximum inventory between any two steps. Fewer kanbans = less buffer = more responsive but more fragile.
In knowledge work, the kanban card becomes a work item on a board. A column's WIP limit acts as the signal: a downstream column that has capacity "pulls" the next item from upstream. The WIP limits enforce the pull discipline.
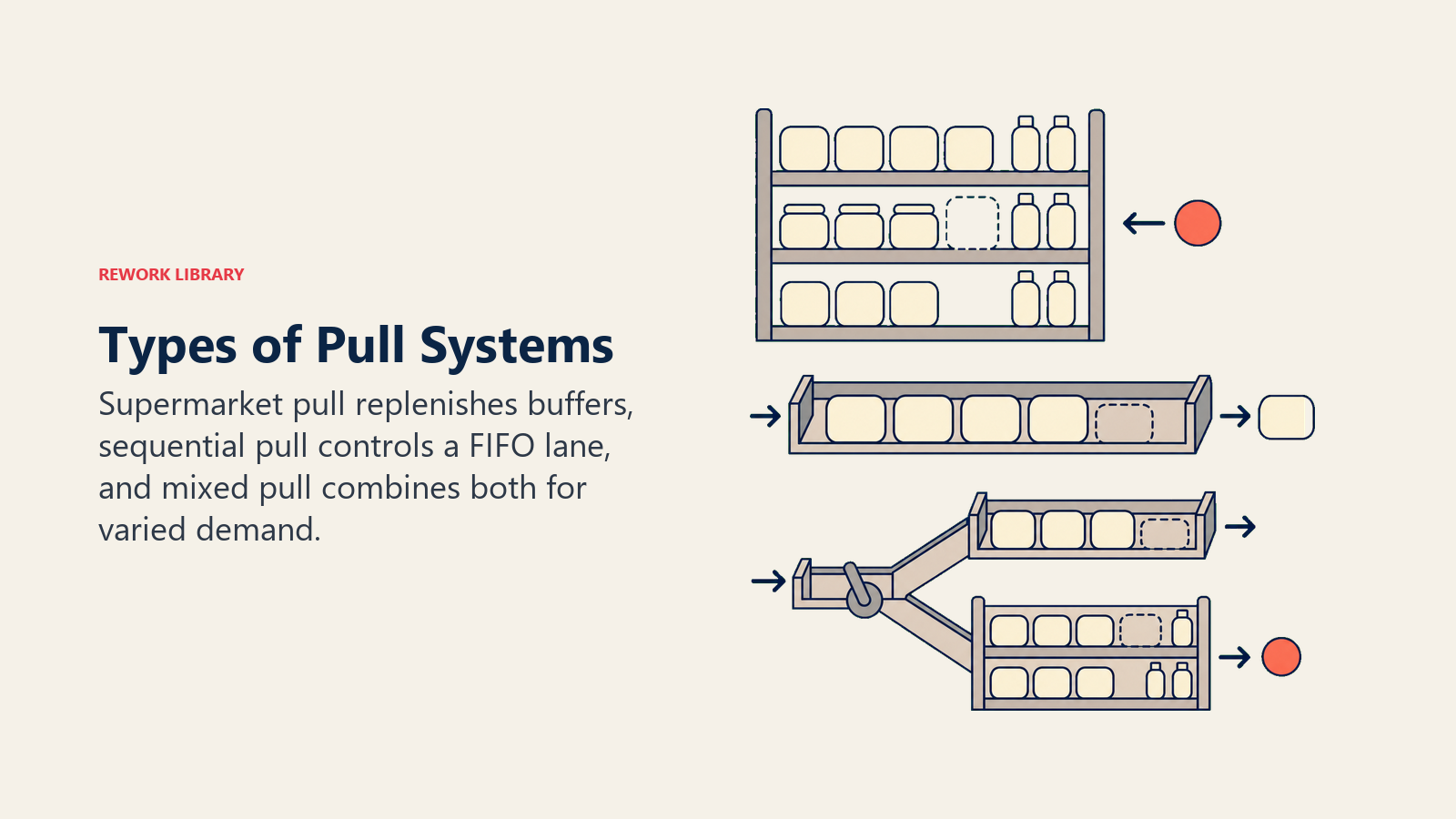
Types of pull systems
Pull systems aren't one-size-fits-all. Three variants cover most scenarios:
| Type | How it works | Best for |
|---|---|---|
| Supermarket pull (replenishment pull) | A controlled buffer stock sits between steps. Downstream consumption triggers upstream replenishment to refill the supermarket. | High-volume, high-mix environments with predictable consumption rates |
| Sequential pull (FIFO lane) | No supermarket buffer. Work flows through a First-In, First-Out lane with a strict capacity cap. When the lane is full, upstream stops. | Low-mix, high-volume processes with short, predictable cycle times |
| Mixed pull (hybrid) | High-volume standard items use supermarket pull; low-volume, unpredictable items use sequential pull or a small scheduling window. | Mixed product portfolios with distinct demand patterns per SKU |
Most real production environments use a mixed approach. Heijunka (production leveling) is often used alongside a supermarket pull to smooth out demand spikes before they ripple upstream.
Benefits of a pull system
Controlled WIP. Because production requires a signal, WIP is structurally capped. Work can't pile up between stations without a deliberate decision to increase the kanban count. Less WIP means shorter queues, faster cycle times, and easier problem visibility.
Lower inventory costs. Inventory costs money to hold: space, insurance, obsolescence, tied-up capital. Pull keeps inventory at its minimum viable level by only replenishing what's been consumed. This connects directly to just-in-time principles, where the goal is to make exactly what's needed, when it's needed.
Faster defect detection. Small-batch, signal-driven production means defects surface quickly. A problem at Station A that produces five bad parts gets caught before it produces 500. This aligns with jidoka, which builds in the authority to stop and fix problems at the source.
Demand-aligned flow. Production tracks actual customer consumption rather than a planner's forecast. When demand drops, fewer signals circulate, so production slows naturally. No overproduction. No muda from making things nobody asked for.
Cleaner bottleneck identification. When a station can't keep up with signal demand, the queue of unfilled kanbans becomes visible. In a push system, overproduction hides bottlenecks under piles of WIP. In a pull system, the constraint shows up clearly as a backlog of signals waiting to be honored.
Limitations and common mistakes
Pull systems aren't free of tradeoffs. Going in with clear eyes avoids the common failure modes.
High demand variability breaks pull. A supermarket buffer works when consumption is roughly predictable. If demand spikes sharply and unpredictably, kanbans can't replenish fast enough and the downstream station runs out. Pull requires some demand stability to function well.
Supplier responsiveness is non-negotiable. Pull only works when upstream suppliers (internal or external) can respond to replenishment signals reliably and quickly. A supplier with a 12-week lead time can't support a daily kanban cycle. This is why JIT and pull often require deep, collaborative supplier relationships.
Buffer sizing requires calibration. Set kanban counts too low, and the system starves frequently. Set them too high, and you've recreated a push system with extra steps. Getting the buffer sizes right requires real demand data and ongoing adjustment as conditions change.
Not all work is pull-ready. Custom, one-off, or highly variable work (where every order is different) doesn't map naturally to a pull model. Lean methodology acknowledges this: pull is one tool in a broader system, not a universal solution.
Neglecting takt time alignment. Pull signals are meaningless if the production rate doesn't match customer demand. Takt time sets the pace; pull controls the trigger. Without takt alignment, a pull system can still over- or under-produce, just more slowly than a push system would.
How to implement a pull system
Step 1: Map your current state
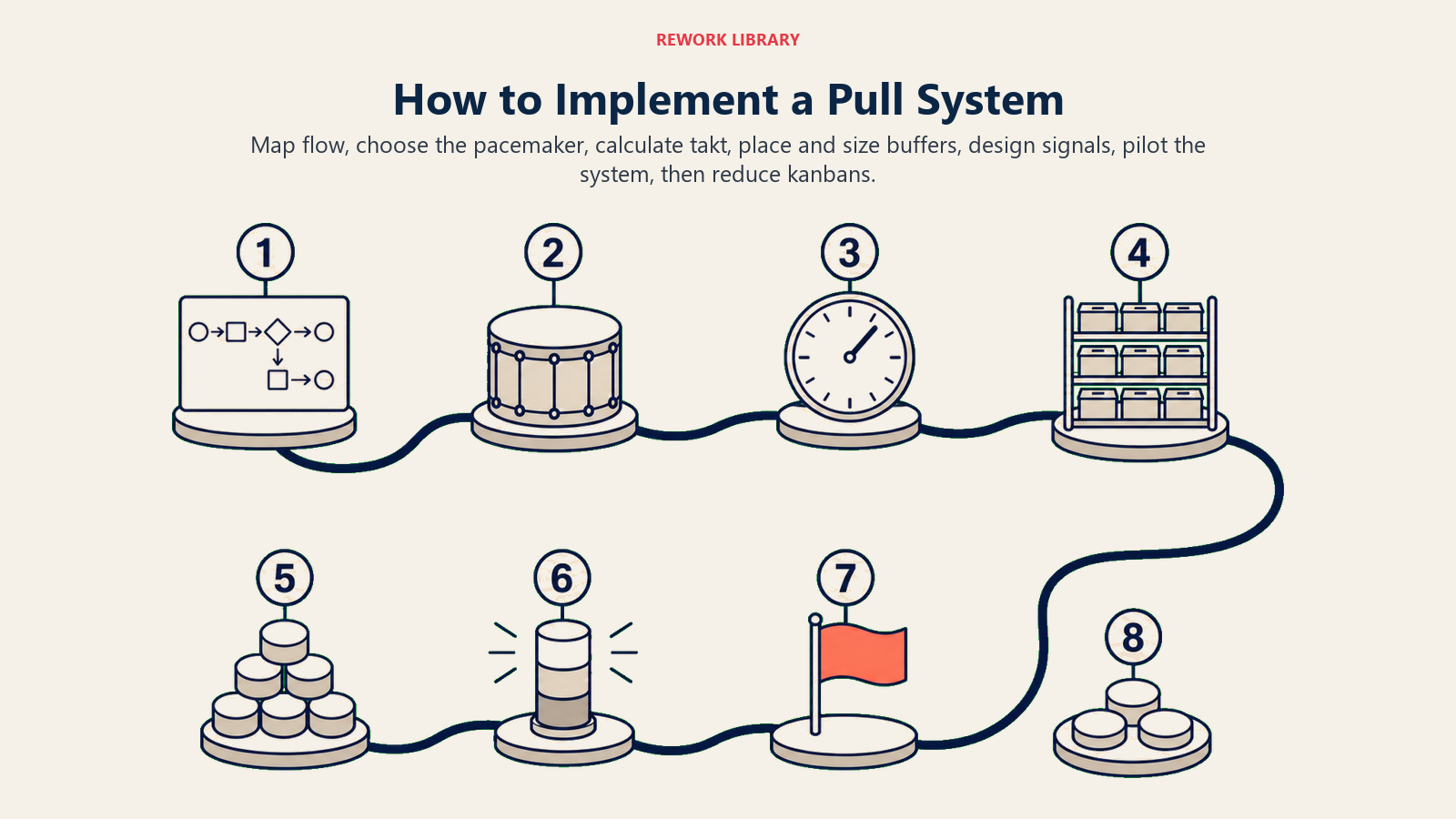
Before changing the trigger mechanism, understand the existing flow. Draw a value stream map showing every step, queue, cycle time, and inventory point. Identify where WIP accumulates, where flow breaks, and where handoffs happen. This is your baseline.
Step 2: Identify the pacemaker process
The pacemaker is the one step in the process that receives the customer demand signal and sets the production rhythm for the whole stream. In most value streams, this is the final assembly or the step closest to the customer. Everything upstream of the pacemaker should run on pull.
Step 3: Calculate takt time
Divide available production time by customer demand rate to get your takt time. This is the pace at which the system must produce one unit to meet demand. All buffer sizing and kanban calculations will reference this number.
Step 4: Design the supermarket locations
Decide where controlled inventory buffers make sense. Typically, supermarkets sit between steps with different production rhythms, between internal and external processes, or wherever demand variability is highest. Not every step needs a supermarket; sequential FIFO lanes work between steps with matched cycle times.
Step 5: Size the kanbans
For each supermarket, calculate the number of kanban cards (or container slots) needed. A basic formula:
Number of kanbans = (Average daily demand x Replenishment lead time x Safety factor) / Container size
Start conservative: a slightly larger buffer is easier to shrink than a system that's constantly starving. Plan to reduce kanban counts over time as process stability improves.
Step 6: Design the signal mechanism
Choose the physical or digital form of the kanban signal. Options range from physical cards and colored bins to electronic signals in an ERP or a project management board with WIP limits. The mechanism should be visible, simple, and hard to accidentally bypass.
Step 7: Train and pilot
Pull systems require everyone in the flow to understand the rule: do not produce without a signal. That's a discipline shift, not just a process change. Pilot on one product family or one process segment first. Measure cycle time, WIP levels, and signal adherence before expanding.
Step 8: Reduce kanbans over time
The goal is continuous improvement. As process reliability increases, reduce the number of kanbans in circulation. Fewer kanbans expose problems faster and force the system to get better. This is the improvement mechanism, the same logic that drives kaizen events in lean factories.
Pull system examples
Automotive manufacturing: Toyota
Toyota's assembly lines are the canonical pull example. A finished vehicle being built at final assembly triggers a kanban for the seat assembly cell. That cell pulls painted frames from the paint shop. The paint shop pulls from the press shop. Each step produces only what the next step consumed. Inventory between steps is measured in hours, not days. When a defect appears, the signal chain stops, the problem is fixed, and only then does production resume.
Consumer goods: retail replenishment
A supermarket chain using pull logic only replenishes shelf stock when the POS system detects a sale. The sale triggers a replenishment order to the distribution center. The distribution center's pick signals a production or purchase order to the supplier. This is a pull system spanning multiple organizations, with electronic kanbans replacing physical cards.
Knowledge work: software development
A software team using Kanban applies pull discipline to feature development. Work items move from "ready to develop" to "in development" only when a developer has capacity, and the WIP limit on the column is the pull signal. The column can't exceed its limit, so upstream steps can't push work onto an overloaded team. Cycle time drops, and incomplete work made visible in each column shows exactly where the bottleneck sits.
Professional services: consulting workflow
A consulting firm tracking client deliverables on a Kanban board uses WIP limits on each stage: research, drafting, review, approval. A project moves from drafting to review only when the review column has open capacity. This prevents reviewers from being buried in simultaneous drafts while researchers are idle. Pull creates balance without a manager manually scheduling every handoff.
A pull system's power isn't in the kanban cards or the board columns. It's in the discipline of not producing without a signal, and the visibility that discipline creates. Start with one product family, calibrate the buffer sizes, and reduce kanbans incrementally. Each reduction surfaces the next constraint. That's the improvement loop lean methodology is built on.

Senior Operations & Growth Strategist
On this page
- What is a pull system?
- Pull system vs push system
- How a pull system works
- Types of pull systems
- Benefits of a pull system
- Limitations and common mistakes
- How to implement a pull system
- Step 1: Map your current state
- Step 2: Identify the pacemaker process
- Step 3: Calculate takt time
- Step 4: Design the supermarket locations
- Step 5: Size the kanbans
- Step 6: Design the signal mechanism
- Step 7: Train and pilot
- Step 8: Reduce kanbans over time
- Pull system examples
- Automotive manufacturing: Toyota
- Consumer goods: retail replenishment
- Knowledge work: software development
- Professional services: consulting workflow