Total Productive Maintenance (TPM): The 8 Pillars Explained
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Total productive maintenance (TPM) is a lean approach that makes equipment reliability everyone's job, pulling operators, engineers, and managers into a shared system designed to eliminate breakdowns, defects, and accidents at the source. It's one of the most copied frameworks in manufacturing history, and its logic now reaches far beyond the factory floor.
What is total productive maintenance?
Total productive maintenance is a company-wide equipment management philosophy built on the idea that the people closest to the machines are also the best positioned to keep them running. Rather than waiting for something to break and calling the maintenance department, TPM trains every operator to perform basic care tasks, detect early warning signs, and flag abnormalities before they become failures.
The word "total" does three jobs. It means total employee participation (everyone owns equipment health, not just technicians), total equipment effectiveness (the goal is zero losses, not just fewer breakdowns), and total lifecycle management (maintenance thinking begins when equipment is being designed, not installed).
TPM was formalized in Japan by Seiichi Nakajima at the Japan Institute of Plant Maintenance (JIPM) in the late 1960s, drawing on earlier preventive maintenance ideas imported from the United States and refined inside Toyota suppliers. The method gained rapid adoption because it attacked a root cause that most maintenance programs ignored: operators who were taught to run machines but never to care for them.
Key terms to know:
- Autonomous maintenance: operator-led daily care tasks (cleaning, inspection, lubrication)
- Planned maintenance: scheduled, data-driven technician work to prevent failures before they occur
- OEE (Overall Equipment Effectiveness): TPM's primary metric, measuring how much of planned production time is truly productive
Key facts
JIPM origin: The Japan Institute of Plant Maintenance (JIPM) awarded the first TPM Prize in 1971; today over 4,000 plants globally hold JIPM certification across more than 40 countries (JIPM, 2023).
World-class OEE target: Industry benchmarks define world-class manufacturing OEE at 85% or above. Most plants starting TPM operate between 40-60% OEE, meaning more than half of available production time is lost before improvements begin (JIPM; Lean Production Institute).
The zero-loss goal: TPM's stated objectives are "zero breakdowns, zero defects, and zero accidents." These are aspirational targets that define the direction of improvement, not a claim that perfection is reached overnight.
TPM and OEE
You can't run TPM without understanding Overall Equipment Effectiveness (OEE), because OEE is the metric that makes all TPM losses visible.
OEE breaks production losses into three categories:
| OEE component | What it measures | TPM pillar that attacks it |
|---|---|---|
| Availability | Downtime from breakdowns and changeovers | Planned maintenance, autonomous maintenance |
| Performance | Speed losses and minor stoppages | Focused improvement, autonomous maintenance |
| Quality | Defects and rework | Quality maintenance, focused improvement |
A plant with 72% OEE is producing at 72% of its theoretical maximum. TPM's job is to close that 28% gap, one loss category at a time. Tracking OEE before and after each pillar's activities is how teams prove the program is working.
For changeover-related availability losses, SMED (Single-Minute Exchange of Dies) is the targeted technique that pairs naturally with TPM to slash setup times.
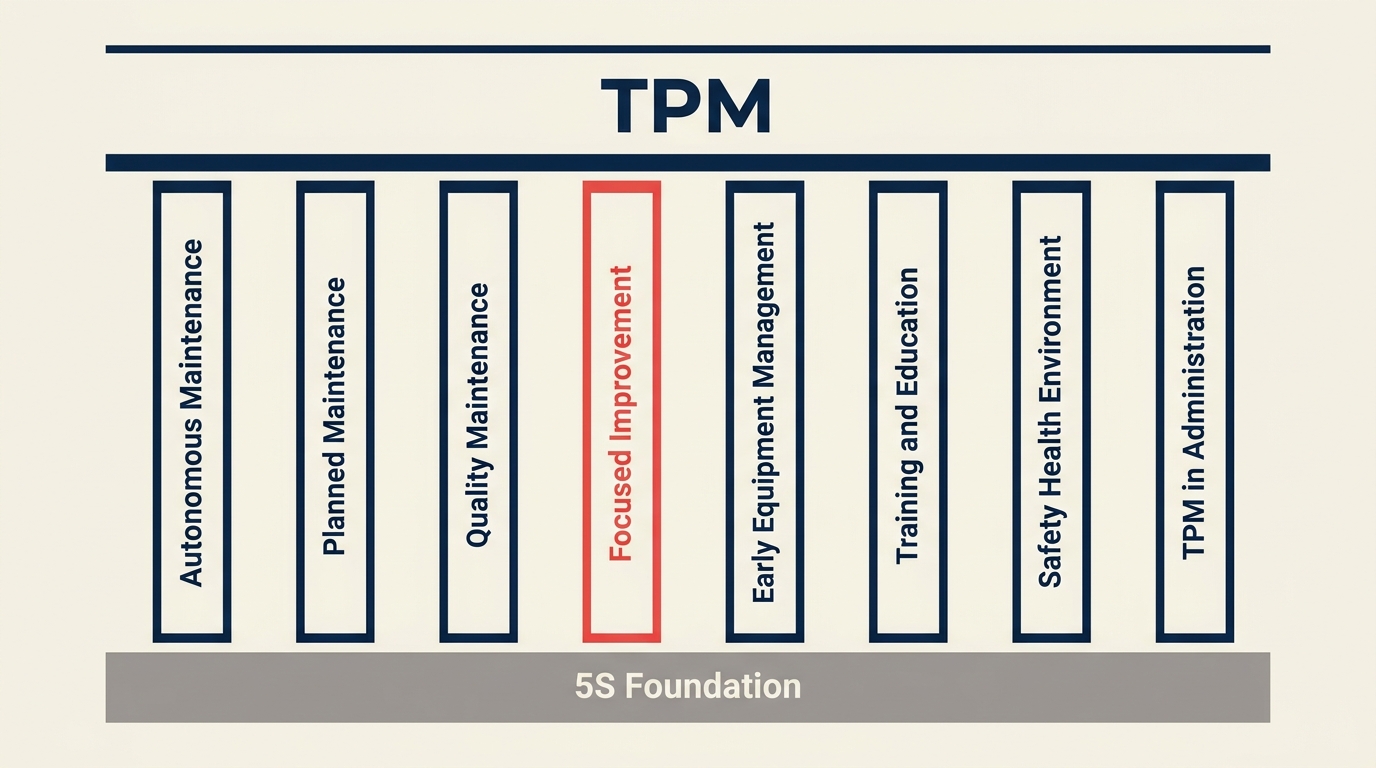
The 8 pillars of TPM
Nakajima's original model organized TPM into eight interconnected pillars. Each one targets a specific type of loss or risk.
| Pillar | Core purpose |
|---|---|
| 1. Autonomous maintenance | Operators perform routine cleaning, inspection, and lubrication to prevent deterioration and catch problems early |
| 2. Planned maintenance | Technicians use failure history and condition monitoring to schedule proactive repairs before breakdowns happen |
| 3. Quality maintenance | Equipment conditions are set and maintained to make defects physically impossible to produce |
| 4. Focused improvement (Kaizen) | Cross-functional teams use structured problem-solving to eliminate the top chronic losses, one project at a time |
| 5. Early equipment management | Maintenance and operating insights are fed back into the design of new equipment, reducing future losses before they exist |
| 6. Training and education | Operators and technicians build the skills needed to execute autonomous and planned maintenance correctly |
| 7. Safety, health, and environment | Conditions and behaviors that cause accidents and environmental incidents are systematically removed |
| 8. TPM in administration | The same zero-loss thinking applied to office processes: order entry, purchasing, scheduling, and planning |
The eighth pillar surprises many people. TPM started on the shop floor but the underlying logic (identify losses, own them at the front line, eliminate them with data) applies equally well to any process. Administrative delays and rework are just as real as machine downtime.
The 5S foundation
TPM does not work on a chaotic, dirty, or disorganized shop floor. Before any pillar can function, the workplace needs to be sorted, set in order, shined, standardized, and sustained.
That's the 5S methodology, and it's the foundation that TPM sits on. You can think of 5S as the prerequisite audit: if a team can't maintain basic workplace organization, it can't maintain complex equipment care systems. Most TPM deployments spend 3-6 months on 5S consolidation before launching the autonomous maintenance pillar in earnest.
How to implement TPM
TPM implementation is a multi-year commitment. The steps below follow the JIPM-recommended sequence, which most successful plants use with minor adaptations.
Step 1: Announce and align leadership
The program starts with a formal declaration from senior leadership that TPM is a company priority, not a departmental initiative. Without visible executive commitment, middle managers won't protect the time operators need for daily maintenance activities. This step also includes appointing a TPM coordinator and defining the pilot area.
Step 2: Launch 5S and baseline OEE measurement
Before any pillar work begins, clean and organize the pilot area, then measure current OEE for at least four weeks. The baseline OEE number becomes the program's starting point and its most important accountability tool. Teams that skip this step tend to lose credibility when claiming improvements later.
Step 3: Establish autonomous maintenance (Pillar 1)
Train operators in the seven steps of autonomous maintenance: initial cleaning, eliminate sources of contamination, create cleaning and inspection standards, conduct general inspections, conduct process-specific inspections, standardize the workplace, and perform full autonomous management. This pillar alone typically takes 12-18 months to implement well. Don't rush it.
Step 4: Launch planned maintenance in parallel (Pillar 2)
While operators are developing autonomous care routines, the maintenance team shifts from reactive to proactive work. They build a failure history for each machine, implement time-based and condition-based maintenance schedules, and begin eliminating the chronic failure modes that generate the most downtime. Connecting this step to SMED helps shorten planned maintenance windows by reducing setup and changeover time on shared equipment.
Step 5: Activate focused improvement teams (Pillar 4)
Once OEE data is flowing and Pillar 1 is underway, cross-functional Kaizen teams attack the top loss categories. These are structured improvement projects, typically 3-12 weeks each, with clear before-and-after OEE targets. A good focused improvement project on one chronic failure can recoup the entire cost of TPM training on that one machine.
Step 6: Expand and sustain
After the pilot succeeds, roll the program out to additional equipment and departments. Deploy the remaining pillars (quality maintenance, early equipment management, training, safety, and administration) on a defined schedule. Sustaining results requires integrating TPM activities into daily shift routines, monthly management reviews, and annual planning cycles. PDCA (Plan-Do-Check-Act) provides the review structure that keeps improvement momentum alive.
Example: what TPM looks like in practice
A mid-size food packaging plant runs three filling lines at 61% OEE. Breakdowns account for most of the loss, with the main sealer failing 4-6 times per shift due to product residue buildup in the sealing head.
Before TPM: operators run the machine, call maintenance when it stops, wait 20-40 minutes per incident. The maintenance crew is reactive, firefighting across all three lines.
After 12 months of TPM (Pillars 1 and 2 plus focused improvement): operators clean the sealing head at every break and at shift changeover using a documented 7-minute routine. Maintenance replaced worn sealing elements on a 14-day schedule based on failure history, not breakdown triggers. The focused improvement team redesigned the residue catch tray to reduce contamination by 80%.
Result: sealer-related breakdowns drop from 4-6 per shift to fewer than 1 per week. OEE on that line climbs from 61% to 79%. At a conservative 200-unit-per-hour production rate, that's roughly 7,200 additional good units per shift available for sale or reduced overtime.
This pattern repeats across industries. The mechanism is the same whether the asset is a CNC machine, a hospital imaging scanner, or a warehouse conveyor.
Benefits and limitations
Benefits:
- Higher equipment availability. Proactive care catches deterioration before it causes unplanned stops. Plants with mature TPM programs commonly report 25-50% reductions in unplanned downtime within two years.
- Lower maintenance cost. Preventing a failure is consistently cheaper than repairing it. And when operators handle basic tasks, skilled technicians spend time on work that actually requires their expertise.
- Better quality. Equipment that runs in its designed condition produces parts closer to spec. Pillar 3 (quality maintenance) makes it structurally difficult to produce a defect.
- Safer workplaces. Clean, well-maintained equipment with clear standards reduces accident risk. TPM plants typically see measurable improvements in safety incident rates alongside OEE gains.
- Operator ownership. When people care for the equipment they run, they develop a different relationship with it. Machine problems get flagged earlier, process improvements are suggested from the floor, and engagement metrics tend to improve.
Limitations:
- Long timeline. A full eight-pillar deployment across an entire facility takes 3-5 years. Organizations that expect 90-day results get disappointed and often abandon the program before the compounding benefits arrive.
- Training investment. Autonomous maintenance only works if operators actually know how to perform it correctly. Underfunding the training and education pillar is the single most common cause of TPM failure.
- Culture change is hard. Moving from "operators run, maintenance fixes" to shared ownership requires real behavioral change at every level. Supervisors who undermine operator maintenance time quietly kill the program.
- Not a standalone solution. TPM focuses on equipment. It doesn't directly address product design, supplier quality, or demand variability. Combining it with Lean methodology and Six Sigma gives a more complete operational improvement system.
Frequently Asked Questions about Total Productive Maintenance
What is total productive maintenance in simple terms?
Total productive maintenance is a system where everyone in a plant, including operators, technicians, engineers, and managers, takes shared responsibility for keeping equipment in perfect condition. The goal is to eliminate unplanned breakdowns, quality defects, and accidents by building maintenance activities into the daily routine rather than treating them as emergency events.
What is the difference between TPM and OEE?
TPM is the management program. OEE is the measurement tool. OEE (Overall Equipment Effectiveness) tells you what percentage of planned production time is actually producing good parts at full speed. TPM uses OEE as its primary scorecard: each pillar targets specific OEE losses, and progress is proven when OEE numbers rise. You can measure OEE without running TPM, but you can't run TPM effectively without measuring OEE.
What is autonomous maintenance?
Autonomous maintenance is TPM's first and most foundational pillar. It transfers basic care tasks, specifically cleaning, inspection, and lubrication, from the maintenance department to machine operators. Operators are trained to detect abnormalities, restore equipment to its baseline condition, and follow a daily care routine. The result is earlier detection of problems, reduced maintenance workload on technicians, and operators who genuinely understand the equipment they run.
How long does TPM take to implement?
Expect 3-5 years for a full deployment across a facility. A focused pilot on one production line or one equipment group can show measurable OEE gains within 6-12 months. The speed depends heavily on leadership commitment, training budget, and whether 5S discipline already exists as a foundation.
Is TPM only for manufacturing?
No. TPM's origins are in automotive manufacturing, but the underlying logic applies anywhere equipment or process reliability creates value. Hospitals apply it to medical devices and lab equipment. Logistics companies use it for fleet and conveyor systems. The administrative pillar extends the approach to office processes. Any setting where unplanned failures create waste is a candidate for TPM thinking. Total productive maintenance doesn't promise a quick fix. It promises a permanent capability: an organization that keeps its own equipment reliable, improves systematically, and catches problems before customers do. For any operation where equipment is a constraint, that capability is worth building.

Senior Operations & Growth Strategist
On this page
- What is total productive maintenance?
- Key facts
- TPM and OEE
- The 8 pillars of TPM
- The 5S foundation
- How to implement TPM
- Step 1: Announce and align leadership
- Step 2: Launch 5S and baseline OEE measurement
- Step 3: Establish autonomous maintenance (Pillar 1)
- Step 4: Launch planned maintenance in parallel (Pillar 2)
- Step 5: Activate focused improvement teams (Pillar 4)
- Step 6: Expand and sustain
- Example: what TPM looks like in practice
- Benefits and limitations