Jidoka: Built-In Quality in Lean Manufacturing
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Jidoka is the principle that machines and people should stop working the instant a defect is detected, rather than pass the problem downstream and pay for it later.
What Is Jidoka?
Jidoka (自働化) translates roughly as "automation with a human touch" or "intelligent automation." The core idea is straightforward: whenever an abnormality appears in a production process, work stops immediately, a human investigates, and the root cause is eliminated before production resumes. Defects don't travel; they get fixed where they start.
Toyota's Sakichi Toyoda introduced the concept in the early twentieth century when he invented a loom that automatically halted if a thread broke. That mechanical self-detection later became one of the two foundational pillars of the Toyota Production System (TPS). The other pillar is just-in-time production.
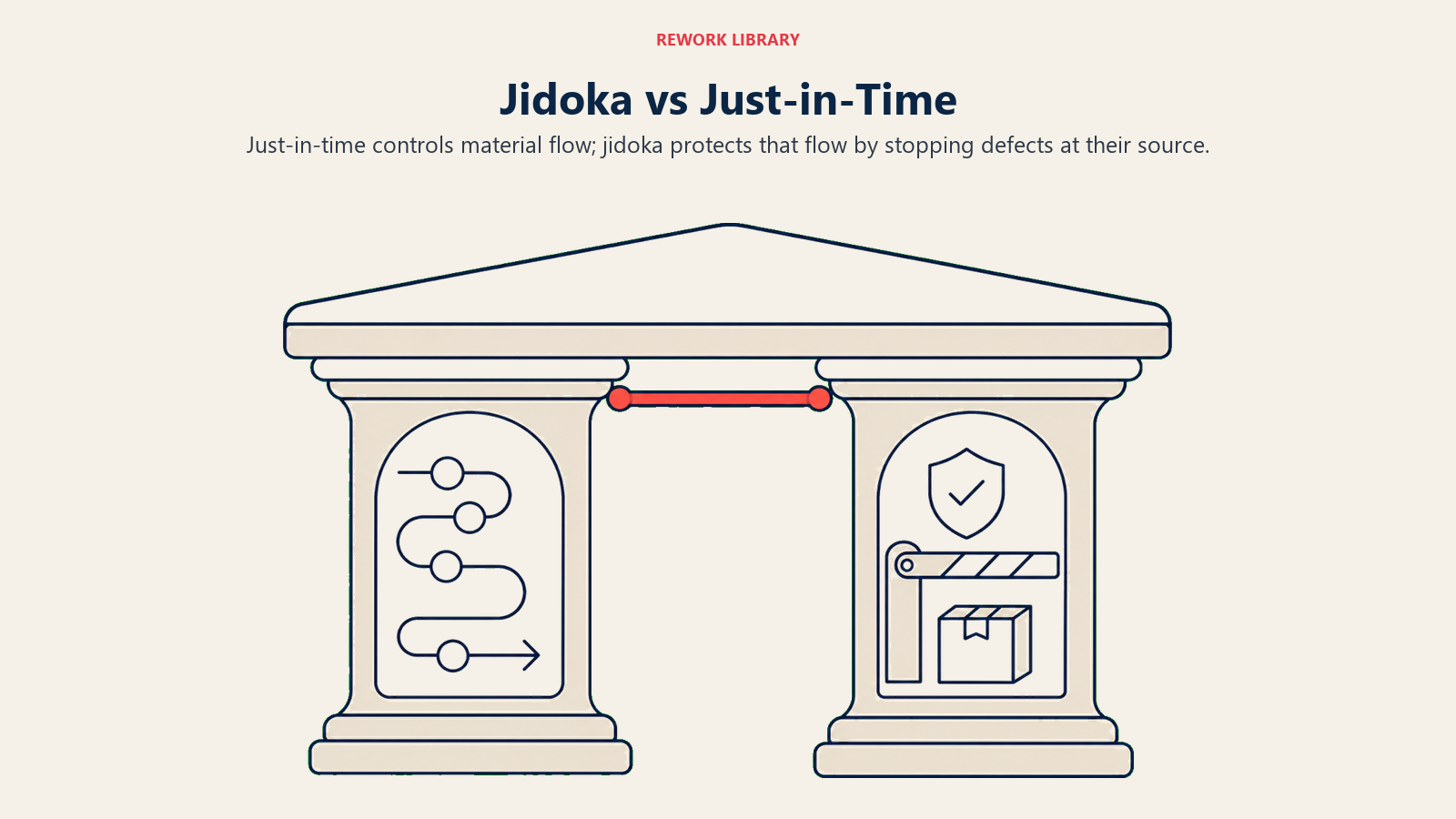
Framing it simply: JIT controls the flow of material. Jidoka controls the quality of that material. You need both pillars standing for the system to hold.
Key Facts
- Toyota's first automatic loom with a built-in stop mechanism debuted in 1924, predating the formalization of TPS by roughly three decades.
- A 2019 study by the American Society for Quality found that the cost of poor quality typically runs 5-30% of annual revenue for manufacturing companies.
- Organizations that implement autonomous defect detection at the source (a core jidoka mechanism) report defect escape rates dropping by 40-60% within the first year, according to Lean Enterprise Institute field research.
Jidoka vs Just-in-Time: The Two Pillars of TPS
Just-in-time (JIT) and jidoka are complementary, not interchangeable. Each addresses a different dimension of production efficiency.
| Dimension | Just-in-Time (JIT) | Jidoka |
|---|---|---|
| Primary goal | Eliminate waste from overproduction and excess inventory | Eliminate waste from defects and rework |
| Core mechanism | Pull system: produce only what's needed, when needed | Stop-and-fix: halt when abnormality detected |
| Failure mode | Supply chain disruption if one node goes down | Production stoppage if false positives are common |
| Human role | Respond to kanban signals; replenish on demand | Investigate root cause; install countermeasures |
| Key tool | Kanban cards, takt time | Andon cord, poka-yoke, abnormality detection |
Running JIT without jidoka is risky. If defects flow freely through a pull system, poor-quality parts reach the next station at precisely the moment they're needed, making stoppages more disruptive than if inventory buffers existed. Jidoka gives JIT its quality backstop.
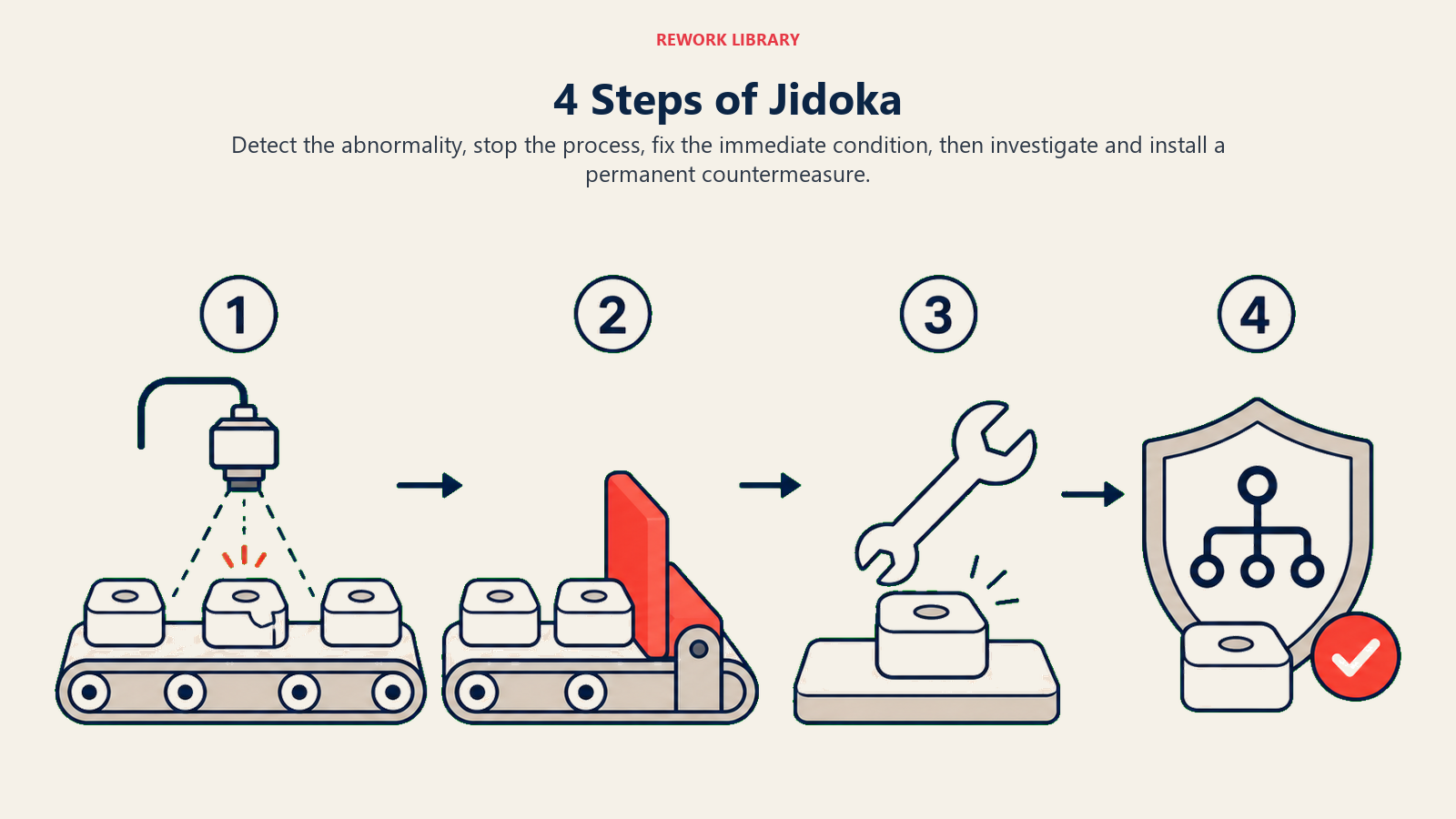
The 4 Steps of Jidoka
Every jidoka response follows the same four-step sequence, whether the detection is mechanical or human.
| Step | Name | What happens |
|---|---|---|
| 1 | Detect | A machine sensor, automated check, or operator notices an abnormality, defect, deviation, unusual sound or reading. |
| 2 | Stop | The machine stops itself, or the operator pulls the andon cord to halt the line. No defective unit moves forward. |
| 3 | Fix | A team leader or specialist addresses the immediate condition, removing the defective part, clearing a jam, applying a quick containment measure to restore flow. |
| 4 | Investigate and countermeasure | Using root cause analysis (often the five whys), the team identifies why the abnormality occurred and installs a permanent fix or process guard. |
Step 4 is where jidoka creates lasting value. Skipping it, just restarting the line after the immediate fix, is the most common implementation mistake. Without a countermeasure, the same defect recurs.
Jidoka, Andon, and Poka-Yoke
Jidoka is the philosophy. Andon and poka-yoke are its two primary tools.

| Tool | What it does | Relationship to jidoka |
|---|---|---|
| Andon | A visual signaling system (lights, boards, cords) that communicates line status and allows any worker to trigger a stop | The "stop" mechanism in jidoka's step 2. Makes abnormalities visible across the floor instantly. |
| Poka-yoke | Mistake-proofing devices that make incorrect assembly physically impossible or automatically detected | The "detect" mechanism in step 1. Removes reliance on human attention alone. |
| Jidoka | The overarching principle that machines and processes should self-monitor and stop on abnormality | The framework that gives andon and poka-yoke their purpose and connects them to root-cause follow-up. |
A classic andon example: on a Toyota assembly line, any worker who sees a problem pulls a cord. A light or sound signals to the team leader, who has 60 seconds (the takt time interval) to resolve the issue before the line stops entirely. That discipline, time-boxed response, mandatory escalation, is jidoka in practice.
Poka-yoke examples include USB connectors shaped so they only insert one way, or software fields that reject non-numeric input before a form submits. For a broader look at waste elimination principles these tools connect to, see muda, mura, and muri.
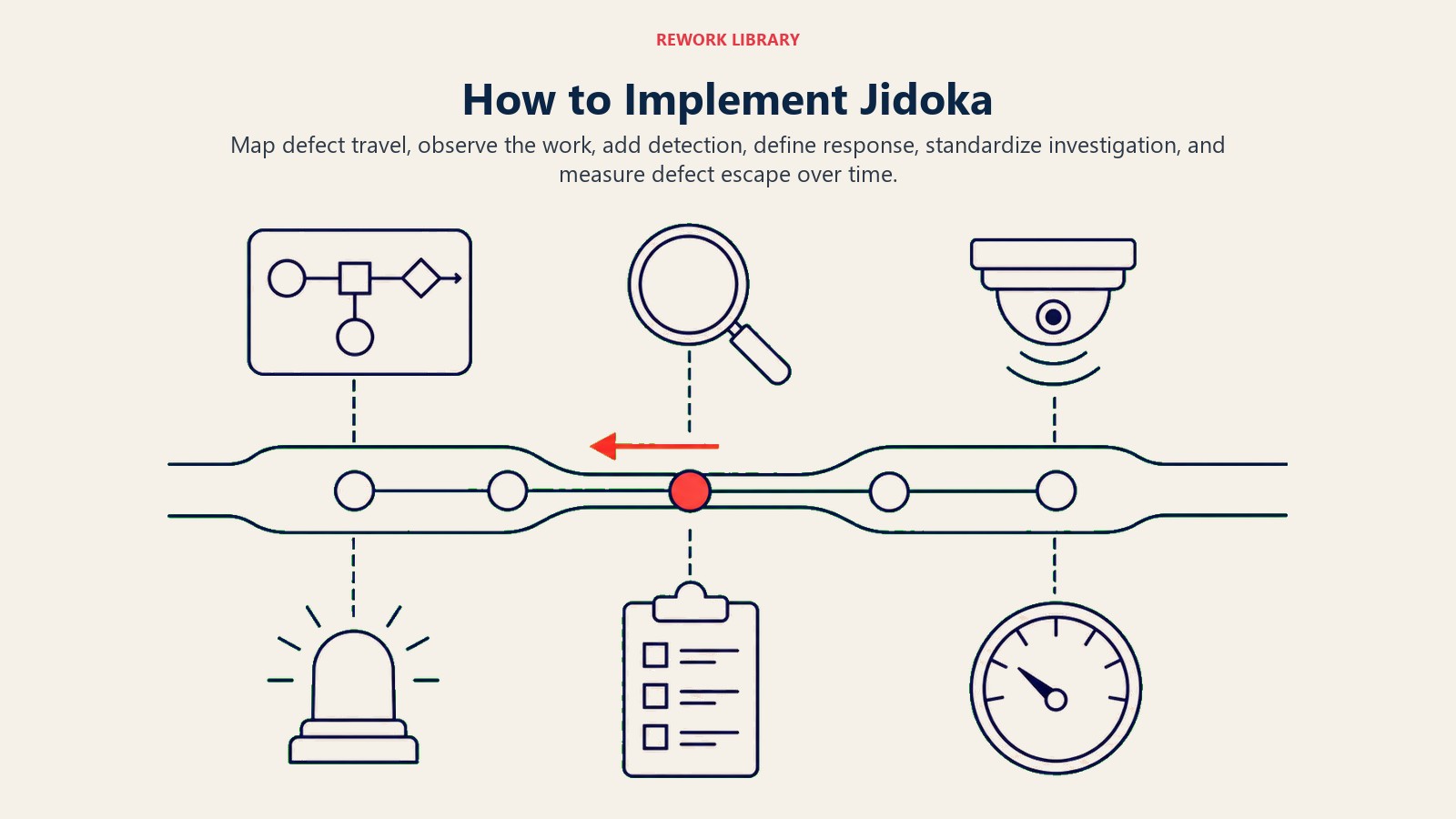
How to Implement Jidoka
Jidoka isn't installed in a week. It's built up through a series of deliberate changes to how people, machines, and processes interact.
Step 1: Map your current defect flow
Before changing anything, understand where defects currently originate, how far they travel before detection, and what they cost. Value stream mapping is useful here. A defect caught at step 2 of a 10-step process costs a fraction of one caught at shipping.
Step 2: Walk the process with fresh eyes
Conduct a gemba walk at each major production or service step. Look for moments where workers visually inspect for defects without a formal stop mechanism, where machines continue running after producing substandard output, and where quality control is batched at the end rather than embedded throughout.
Step 3: Install detection mechanisms
At each critical step, add a detection layer. This might be a sensor that measures dimensional tolerance, a checklist step that triggers a hold before the next stage, or a poka-yoke device that physically prevents incorrect assembly. Start with the highest-defect steps identified in step 1.
Step 4: Define the stop-and-respond protocol
Establish clear rules: who can stop the line, what signal they use, who responds, and within what time window. Without a written protocol, stoppages cause confusion and pressure to restart before root causes are understood. Post the protocol visibly at each station.
Step 5: Standardize the investigate-and-countermeasure cycle
Every stop generates a short investigation. Use a standard template: what was detected, what immediate action was taken, what root cause was identified (via five whys or fishbone diagram), and what countermeasure was installed. Track the countermeasures. Review them in kaizen cycles.
Step 6: Measure defect escape rate over time
Track how many defects reach downstream stages or the customer versus how many are caught at source. That ratio is your jidoka effectiveness score. Expect it to improve steadily as countermeasures accumulate.
Jidoka Examples
Jidoka's logic applies beyond the factory floor. Any process with a detectable abnormality and a cost to passing it downstream can use it.
| Industry | Detection mechanism | Stop trigger | Countermeasure example |
|---|---|---|---|
| Auto manufacturing | Torque sensors on assembly tools | Tool exceeds torque spec, line halts automatically | Recalibration procedure + updated tool setting standard |
| Software development | CI/CD pipeline automated tests | Build fails, deployment blocked | Failing test fixed before any code merges to main |
| Hospital pharmacy | Barcode scan at dispensing | Wrong medication or dose flagged, pharmacist alerted | Updated ordering protocol, additional verification step |
| Call center | Real-time sentiment analysis flags distressed caller | Supervisor notified, call escalation queue triggered | Script updated, additional agent training on that issue type |
The software CI/CD example is particularly close to jidoka's spirit: automated detection, hard stop, mandatory fix before flow resumes. Teams that ship without green tests are running without jidoka.
Common Mistakes
Stopping without following through on root cause. A line stop that ends with "we restarted and it seems fine" has accomplished nothing. The same defect will recur. The investigate-and-countermeasure step isn't optional.
Blaming operators. Jidoka's philosophy is that defects are system failures, not people failures. If a worker passed a defective part, ask why the system allowed it, not why the person missed it. Blame culture causes workers to hide problems rather than surface them, which is the opposite of what jidoka needs.
Over-stopping without refining detection. False positives erode trust in the stop mechanism. If the line halts constantly for non-defects, workers start ignoring or overriding signals. Invest in detection accuracy as much as detection coverage.
Treating jidoka as a one-time project. Countermeasures decay. Processes change. New defect types emerge. Jidoka is a continuous practice, maintained through regular gemba walks and kaizen cycles, not a system you configure and forget.
Related reading
- Lean Methodology, the broader system jidoka belongs to
- Just-in-Time Production, the other TPS pillar
- Muda, Mura, Muri, the three wastes jidoka targets
- Gemba Walk, how to see defect sources firsthand
- Takt Time, the production rhythm jidoka stop events interrupt
Quality doesn't happen at the end of a process. It's built into every step, every sensor, every protocol that says "stop here, fix it, move on cleaner." That's jidoka, and once you run a process with it, running one without feels like flying blind.

Senior Operations & Growth Strategist
On this page
- What Is Jidoka?
- Jidoka vs Just-in-Time: The Two Pillars of TPS
- The 4 Steps of Jidoka
- Jidoka, Andon, and Poka-Yoke
- How to Implement Jidoka
- Step 1: Map your current defect flow
- Step 2: Walk the process with fresh eyes
- Step 3: Install detection mechanisms
- Step 4: Define the stop-and-respond protocol
- Step 5: Standardize the investigate-and-countermeasure cycle
- Step 6: Measure defect escape rate over time
- Jidoka Examples
- Common Mistakes
- Related reading