FMEA: Failure Mode and Effects Analysis Dijelaskan
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
FMEA, yang bermaksud failure mode and effects analysis, adalah cara pasukan kejuruteraan dan operasi menghentikan masalah sebelum sampai kepada pelanggan. Jika pasukan anda pernah bertanya "apa yang boleh salah, dan betapa teruknya?", FMEA adalah cara berstruktur untuk menjawab soalan itu.
Apakah FMEA?
FMEA adalah kaedah berstruktur untuk mengenal pasti kegagalan potensi dalam produk, proses, atau sistem, menentukan penyebab dan akibatnya, serta mengutamakannya mengikut risiko supaya pasukan dapat bertindak pada item keutamaan tertinggi dahulu.
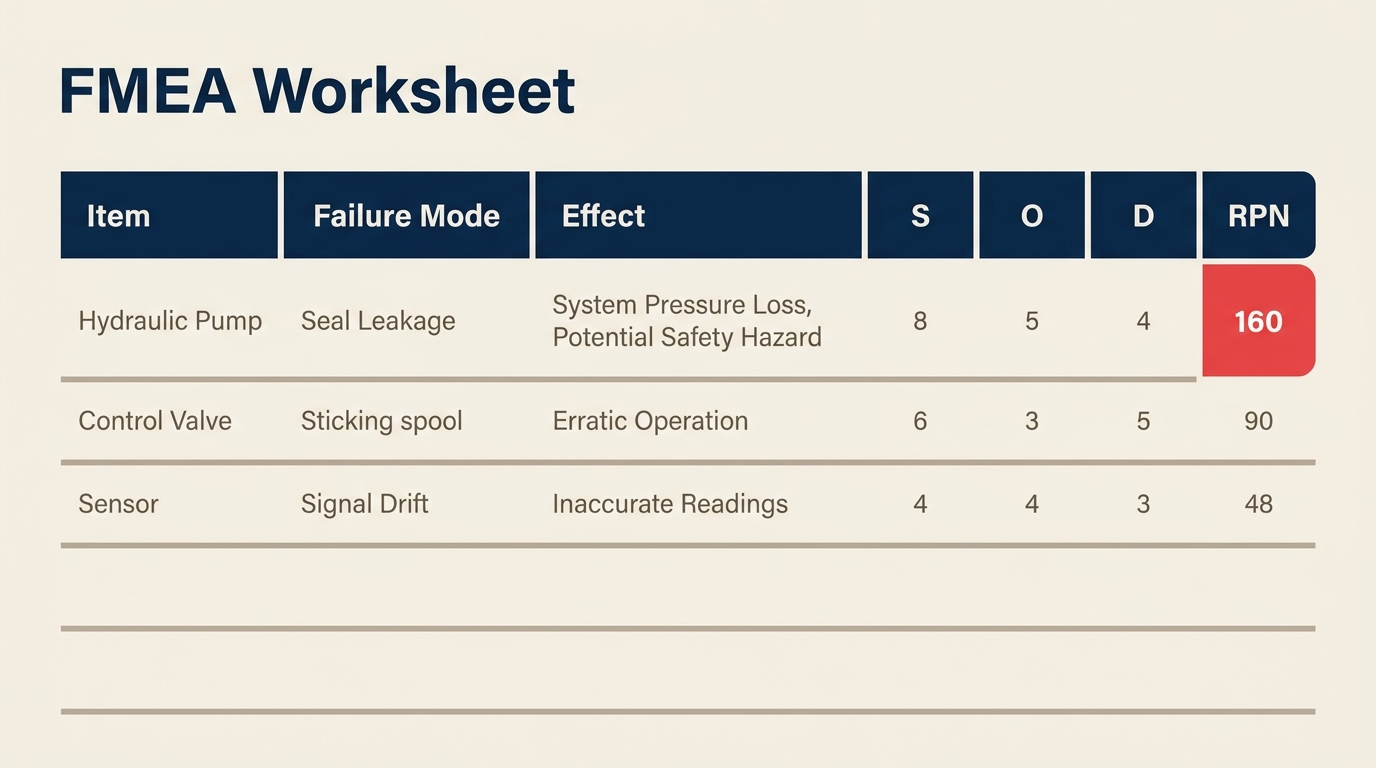
Hasilnya adalah lembaran kerja yang telah diberikan skor. Setiap mod kegagalan mendapat Risk Priority Number (RPN) berdasarkan tiga faktor: betapa teruknya kegagalan itu, seberapa kerap ia berkemungkinan berlaku, dan seberapa baik kawalan semasa dapat mengesannya sebelum menyebabkan kemudaratan. Pasukan kemudian menumpukan usaha penambahbaikan pada mod kegagalan dengan RPN tertinggi.
FMEA bukan sekadar mendokumentasikan apa yang boleh salah. Ia memaksa pasukan rentas fungsi untuk memikirkan kegagalan secara sistematik, sebelum pengeluaran bermula atau sebelum perubahan proses dilancarkan.
Fakta Utama
FMEA pertama kali dirumuskan oleh tentera AS dalam MIL-P-1629, diterbitkan pada 1949, pada asalnya dibangunkan untuk menilai kegagalan sistem senjata dan peralatan bagi keselamatan misi dan kejayaan.
NASA mengambil pakai FMEA untuk program Apollo pada 1960-an sebagai sebahagian daripada amalan kejuruteraan kebolehpercayaannya, dan kaedah ini merebak ke industri aeroangkasa dan automotif dari sana.
Automotive Industry Action Group (AIAG) dan VDA menerbitkan buku panduan FMEA bersama pada 2019, kini menjadi standard rujukan global untuk DFMEA dan PFMEA automotif, menggantikan edisi terdahulu daripada kedua-dua organisasi.
Jenis-jenis FMEA
FMEA bukan satu ukuran untuk semua. Skop menentukan jenis mana yang anda perlukan.
| Jenis FMEA | Nama Penuh | Fokus | Bila Digunakan |
|---|---|---|---|
| DFMEA | Design FMEA | Reka bentuk produk dan komponen | Semasa pembangunan produk, sebelum reka bentuk dimuktamadkan |
| PFMEA | Process FMEA | Langkah proses pembuatan atau perkhidmatan | Sebelum melancarkan atau mengubah proses pengeluaran |
| SFMEA | System FMEA | Interaksi antara subsistem | Sistem kompleks di mana kegagalan pada antara muka paling penting |
Design FMEA (DFMEA) melihat sama ada reka bentuk produk itu sendiri boleh gagal. Jika komponen plastik retak di bawah tekanan haba, atau modul perisian ranap di bawah beban tinggi, itu adalah mod kegagalan reka bentuk. DFMEA berlaku pada peringkat awal, semasa pasukan kejuruteraan masih boleh mengubah lukisan atau spesifikasi.
Process FMEA (PFMEA) meneliti apa yang boleh salah dalam proses yang membuat atau menghantar produk. Walaupun reka bentuk yang sempurna akan menghasilkan kecacatan jika langkah pemasangan tidak sempurna. PFMEA adalah jenis yang lebih biasa dalam pembuatan dan operasi perkhidmatan, dan ia yang paling langsung berkaitan dengan projek penambahbaikan Six Sigma.
System FMEA melihat lebih jauh untuk memeriksa cara subsistem berinteraksi. Ia biasa dalam aeroangkasa dan pertahanan apabila titik kegagalan bukan mana-mana komponen tunggal, tetapi antara muka antara mereka.
Untuk kebanyakan pasukan operasi dan kualiti, PFMEA adalah titik permulaan. Anda akan menemui DFMEA apabila bekerja dengan pembangunan produk, dan System FMEA terutamanya dalam industri yang dikawal selia dengan ketat.
RPN: Keterukan, Kejadian, dan Pengesanan
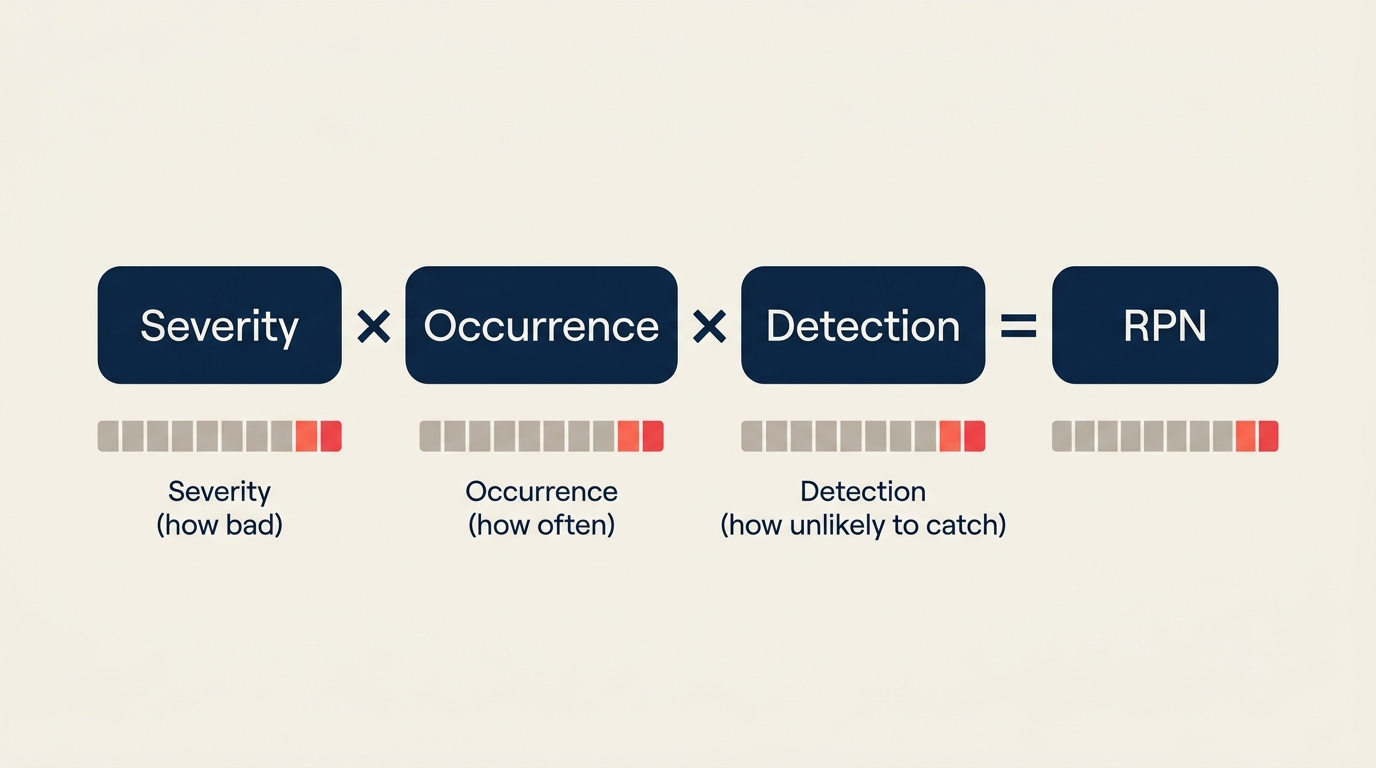
Risk Priority Number (RPN) adalah mekanisme pemarkahan teras FMEA. Ia adalah formula mudah:
RPN = Severity (S) x Occurrence (O) x Detection (D)
Setiap faktor diberi skor pada skala 1-10, jadi RPN berkisar dari 1 (risiko boleh diabaikan) hingga 1000 (risiko maksimum). Inilah maksud setiap dimensi dan cara mencerakinnya:
Keterukan (S): Betapa teruknya akibat jika kegagalan ini berlaku?
| Skor | Huraian |
|---|---|
| 1 | Tiada kesan pada produk atau proses |
| 2-3 | Kesan kecil, pelanggan mungkin tidak menyedari |
| 4-6 | Kesan sederhana, pelanggan menyedari dan tidak berpuas hati |
| 7-8 | Kesan tinggi, produk sebahagian tidak boleh beroperasi, pelanggan sangat tidak berpuas hati |
| 9 | Keterukan sangat tinggi, isu keselamatan atau kawal selia dengan amaran |
| 10 | Berbahaya tanpa amaran, kecederaan potensi atau kegagalan fungsi keselamatan |
Kejadian (O): Seberapa kerap kegagalan ini berkemungkinan berlaku?
| Skor | Huraian | Kadar Anggaran |
|---|---|---|
| 1 | Sangat tidak mungkin | Kurang dari 1 dalam 1,500,000 |
| 2-3 | Kebarangkalian rendah | 1 dalam 150,000 hingga 1 dalam 15,000 |
| 4-6 | Kebarangkalian sederhana | 1 dalam 2,000 hingga 1 dalam 400 |
| 7-8 | Kebarangkalian tinggi | 1 dalam 80 hingga 1 dalam 20 |
| 9-10 | Sangat tinggi, hampir pasti | 1 dalam 8 atau lebih kerap |
Pengesanan (D): Seberapa mungkin kawalan semasa mengesan kegagalan sebelum sampai kepada pelanggan?
| Skor | Huraian |
|---|---|
| 1 | Pengesanan hampir pasti; kawalan akan sentiasa mengesan |
| 2-3 | Kebarangkalian pengesanan tinggi |
| 4-6 | Peluang pengesanan sederhana |
| 7-8 | Kebarangkalian pengesanan rendah; kawalan tidak mungkin menangkapnya |
| 9-10 | Tiada kawalan yang diketahui; kegagalan hampir pasti sampai kepada pelanggan |
Perhatikan bahawa Pengesanan adalah berlawanan dengan intuisi: skor 1 adalah baik (pengesanan hampir pasti), manakala skor 10 adalah buruk (tiada kawalan wujud). Pasukan sering mencampuradukkan ini, jadi berbaloi mengesahkan arahnya dengan pasukan anda sebelum mencerakin.
Cara Menjalankan FMEA
FMEA yang dijalankan dengan baik mengikut urutan yang konsisten. Melangkau langkah, terutama semakan pasukan dan penjejakan tindakan, adalah yang mengubah FMEA menjadi latihan kertas kerja dan bukannya alat pengurangan risiko yang sebenar.
Langkah 1: Himpunkan Pasukan yang Sesuai
FMEA berfungsi paling baik sebagai latihan rentas fungsi. Untuk PFMEA, bawa masuk jurutera proses, operator, kakitangan kualiti, dan sesiapa yang menyentuh proses setiap hari. Operator sering mengetahui mod kegagalan yang tidak pernah muncul dalam dokumentasi. Sasarkan 4-7 orang; kumpulan yang lebih besar memperlahankan pemarkahan tanpa meningkatkan ketepatan.
Langkah 2: Takrifkan Skop
Bersetuju tentang proses atau sistem yang diliputi oleh FMEA. Rajah SIPOC berguna di sini untuk memetakan sempadan proses. Tanpa skop yang jelas, pasukan sama ada pergi terlalu luas (FMEA menjadi tidak terurus) atau terlalu sempit (mod kegagalan penting jatuh di luar sempadan dan terlepas).
Langkah 3: Senaraikan Semua Fungsi dan Mod Kegagalan
Untuk setiap langkah proses atau komponen, tanya: "Dengan cara apa langkah ini boleh gagal melaksanakan fungsi yang dimaksudkan?" Satu langkah boleh mempunyai berbilang mod kegagalan. Tulis pada tahap perincian yang betul. "Mesin gagal" terlalu kabur. "Sepana kilas menggunakan kilas yang tidak mencukupi semasa pengetatan bolt" boleh diambil tindakan.
Langkah 4: Kenal Pasti Kesan dan Punca
Untuk setiap mod kegagalan, tentukan dua perkara: apa yang berlaku di hiliran jika kegagalan ini berlaku (akibatnya), dan apa yang menyebabkan kegagalan pada mulanya. Rajah tulang ikan adalah alat praktikal untuk sumbang saran punca secara sistematik merentasi kategori seperti peralatan, bahan, kaedah, dan kakitangan.
Langkah 5: Skor Keterukan, Kejadian, dan Pengesanan
Gunakan skala 1-10 di atas. Skor sebagai pasukan, bukan sebagai individu. Apabila skor berbeza dengan ketara (satu orang berkata 3, orang lain berkata 8), perselisihan itu mendedahkan andaian yang berbeza tentang proses. Perbualan itu bernilai.
Langkah 6: Kira RPN dan Utamakan
Darabkan S x O x D untuk mendapatkan RPN bagi setiap mod kegagalan. Isih mengikut RPN menurun. Ramai pasukan menetapkan ambang RPN (biasanya 100 atau 125) di atas mana tindakan pembetulan diperlukan, tetapi peringkat RPN sahaja tidak menceritakan keseluruhan kisah. Mod kegagalan dengan S=10 dan RPN=80 layak mendapat perhatian walaupun ia berada di bawah ambang, kerana keterukannya.
Langkah 7: Takrifkan Tindakan Pembetulan
Untuk mod kegagalan berkeutamaan tinggi, tugaskan tindakan pembetulan khusus, pemilik yang bertanggungjawab, dan tarikh siap sasaran. Tindakan seharusnya mengurangkan Kejadian (baiki punca akar) atau meningkatkan Pengesanan (tambah kawalan). Mengurangkan Keterukan sering memerlukan perubahan reka bentuk, yang lebih sukar dalam PFMEA tetapi mungkin dalam DFMEA.
Hubungkan langkah ini dengan kitaran DMAIC atau PDCA anda yang lebih luas. FMEA mengenal pasti masalah; proses penambahbaikan anda melaksanakan pembaikan.
Langkah 8: Kira Semula RPN Selepas Tindakan
Setelah tindakan pembetulan dilaksanakan, beri skor semula Kejadian dan Pengesanan (Keterukan jarang berubah tanpa perubahan reka bentuk). RPN baharu mendokumentasikan pengurangan risiko yang dicapai dan mengesahkan sama ada tindakan itu berfungsi. Langkah penutup ini adalah yang membezakan FMEA yang hidup daripada dokumen sekali sahaja.
Contoh FMEA
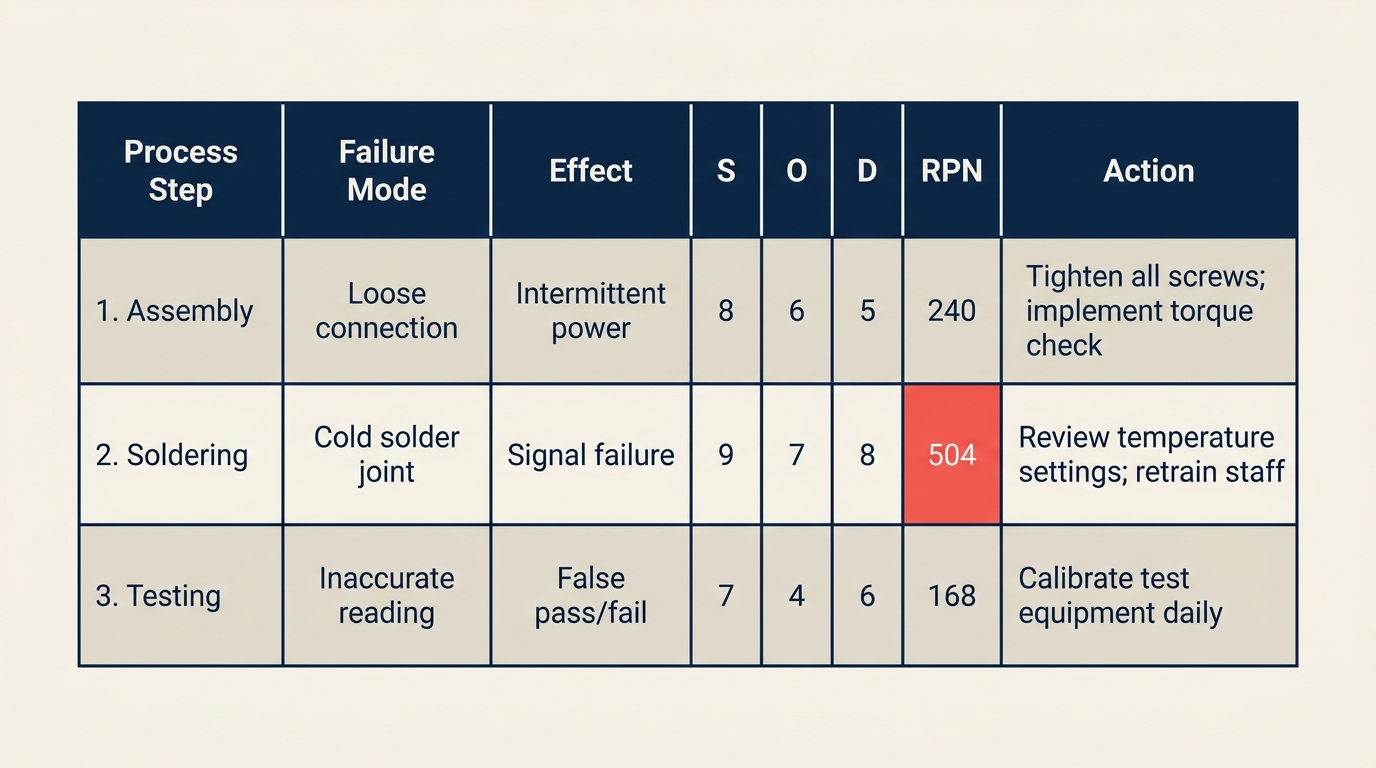
Di bawah adalah contoh PFMEA yang dikerjakan untuk barisan pembungkusan tablet di kemudahan farmaseutikal.
| Langkah Proses / Fungsi | Mod Kegagalan | Kesan | S | Punca Potensi | O | Kawalan Semasa | D | RPN | Tindakan Disyorkan |
|---|---|---|---|---|---|---|---|---|---|
| Isikan tablet ke dalam blister | Pengisian kurang (tablet hilang) | Pesakit menerima dos yang tidak lengkap | 9 | Sistem visi salah ditentukur | 3 | Pemeriksaan kamera setiap 2 jam | 5 | 135 | Tingkatkan kekerapan pemeriksaan kepada setiap 30 min; tambah penggera masa sebenar |
| Meterai foil blister | Meterai lemah | Peresapan lembapan, jangka hayat berkurangan | 7 | Suhu plat haba di bawah spesifikasi | 4 | Semakan suhu manual pada permulaan syif | 7 | 196 | Pasang pemantauan suhu berterusan dengan pematian automatik |
| Cetak nombor lot | Cetakan tidak jelas | Kegagalan kebolehkesanan, risiko penarikan semula | 8 | Kartij dakwat rendah | 5 | Semakan visual oleh operator | 6 | 240 | Tambah sensor tahap dakwat dengan penggera sebelum ambang |
| Pembungkusan akhir ke dalam karton | Produk salah dalam karton | Kekacauan, risiko keselamatan pesakit | 9 | Tiada langkah pengesahan produk | 2 | Audit label setiap 100 unit | 5 | 90 | Tambah pengesahan imbasan kod bar di stesen pembungkusan |
| Pelabelan karton | Label tersilap diterapkan | Produk tidak akur dihantar | 6 | Ketegangan penghantar label tidak konsisten | 3 | Audit akhir syif | 7 | 126 | Tentukur penghantar label setiap minggu; tambah kamera pemeriksaan dalam talian |
Dalam contoh ini, "Cetakan tidak jelas" mempunyai RPN tertinggi pada 240. Tindakan pembetulan menyasarkan punca akar (dakwat rendah tidak dikesan) dan bukannya sekadar menambah lebih banyak pemeriksaan di hiliran.
FMEA Berbanding Alat Risiko Lain
FMEA adalah salah satu daripada beberapa alat untuk menganalisis kegagalan dan punca. Inilah perbandingannya dengan yang paling kerap digunakan pasukan bersamanya.
| Alat | Soalan Utama | Output | Terbaik Untuk |
|---|---|---|---|
| FMEA | Apa yang boleh gagal, betapa teruknya, dan bolehkah kita mengesannya? | Lembaran kerja yang dicerakin dengan keutamaan RPN | Pengutamaan risiko proaktif sebelum atau semasa perubahan proses |
| Rajah Tulang Ikan | Apakah punca yang mungkin bagi masalah ini? | Peta sebab visual dikelompokkan mengikut kategori | Sumbang saran punca akar selepas kecacatan berlaku |
| 5 Whys | Apakah punca akar masalah khusus ini? | Rantai sebab hingga ke punca | Analisis punca akar cepat untuk masalah yang diketahui |
| HAZOP | Bagaimana jika pemboleh ubah proses ini menyimpang dari reka bentuk? | Jadual risiko berasaskan penyimpangan | Analisis keselamatan kimia, proses, dan loji |
FMEA dan rajah tulang ikan adalah pelengkap semula jadi. Gunakan rajah tulang ikan untuk sumbang saran semua punca potensi bagi satu mod kegagalan (Langkah 4 di atas), kemudian gunakan FMEA untuk mencerakin dan mengutamakan punca tersebut. Anda sering akan menjalankan keduanya dalam sesi yang sama.
Program pengurusan kualiti menyeluruh biasanya menyematkan FMEA sebagai alat standard dalam kit alat perancangan kualiti mereka, terutama semasa semakan reka bentuk proses.
Kesilapan Biasa dan Amalan Terbaik
Kesilapan yang perlu dielakkan:
- Mencerakin secara individu. FMEA yang dilakukan secara bersendirian menghasilkan skor yang optimistik. Pemarkahan pasukan mendedahkan perselisihan yang menunjukkan jurang pengetahuan sebenar tentang proses.
- Melangkau pengiraan semula. Jika anda tidak mencerakin semula selepas melaksanakan tindakan, anda tidak mempunyai bukti bahawa apa-apa telah ditambah baik. Perbandingan RPN sebelum/selepas adalah buktinya.
- Menggunakan FMEA sebagai kotak semak. Fail FMEA yang lengkap yang tidak dibaca oleh sesiapa adalah tidak bernilai. Dokumen itu hanya bernilai sebaik tindakan yang didorongnya.
- Melayan semua RPN tinggi dengan cara yang sama. RPN 200 dengan S=10, O=2, D=10 adalah profil risiko yang berbeza daripada S=5, O=8, D=5. Lihat skor individu, bukan hanya jumlahnya.
- Mengabaikan item RPN rendah dengan keterukan tinggi. Kegagalan S=10 yang kini jarang berlaku (O=1) boleh menjadi biasa jika jumlah, bahan, atau operator berubah. Tandakan item keterukan tinggi untuk pemantauan walaupun RPN adalah rendah.
Amalan terbaik:
- Mulakan dengan peta aliran nilai atau peta proses sebelum sesi FMEA. Pasukan mencerakin lebih baik apabila mereka dapat melihat proses secara visual.
- Semak semula FMEA bila-bila masa proses berubah, bukan hanya pada pelancaran awal.
- Kekalkan dokumen yang hidup dan bukannya gambar sekali-masuk. Kemaskini skor Kejadian dan Pengesanan apabila kawalan ditambah.
- Hubungkan setiap tindakan pembetulan dengan prosedur operasi standard anda supaya pembaikan menjadi sebahagian daripada operasi normal.
- Gandingkan FMEA dengan semakan proses metodologi lean untuk mengesan pembaziran dan risiko dalam satu larian.
Soalan Lazim
Apakah maksud FMEA? FMEA bermaksud failure mode and effects analysis. Namanya menerangkan tepat apa yang dilakukan oleh alat ini: ia mengenal pasti mod kegagalan (cara proses atau produk boleh gagal), menganalisis akibatnya (apa yang berlaku apabila ia gagal), dan memberi skor supaya pasukan dapat mengutamakan risiko yang paling penting.
Apakah RPN dalam FMEA? RPN bermaksud Risk Priority Number. Ia dikira dengan mendarabkan tiga skor, masing-masing pada skala 1-10: Keterukan (betapa teruknya akibat kegagalan), Kejadian (seberapa kerap kegagalan berkemungkinan berlaku), dan Pengesanan (betapa tidak mungkinnya kawalan semasa menangkapnya). Formulanya adalah: RPN = S x O x D. Hasilnya berkisar dari 1 hingga 1000. RPN yang lebih tinggi menunjukkan mod kegagalan berkeutamaan lebih tinggi yang memerlukan tindakan pembetulan.
Apakah perbezaan antara DFMEA dan PFMEA? Design FMEA (DFMEA) menganalisis kegagalan potensi dalam reka bentuk produk, sebelum reka bentuk dimuktamadkan. Ia digunakan oleh pasukan pembangunan produk dan kejuruteraan. Process FMEA (PFMEA) menganalisis kegagalan potensi dalam proses pembuatan atau perkhidmatan yang menghasilkan atau menghantar produk. PFMEA digunakan oleh pasukan operasi dan kualiti dan adalah jenis yang lebih biasa dalam kerja penambahbaikan proses harian.
Bilakah anda perlu menggunakan FMEA? FMEA paling bernilai sebelum masalah berlaku, bukan selepasnya. Gunakannya apabila melancarkan proses atau produk baharu, sebelum membuat perubahan proses yang ketara, semasa fasa Improve projek Six Sigma DMAIC, atau semasa mana-mana semakan perancangan kualiti kawal selia (biasa dalam peranti perubatan, automotif, dan aeroangkasa). Ia adalah alat proaktif, bukan reaktif. Selepas masalah berlaku, analisis rajah tulang ikan atau 5 Whys adalah lebih pantas dan lebih tertumpu.
Apakah ambang RPN yang harus mencetuskan tindakan pembetulan? Tiada peraturan universal, tetapi titik permulaan biasa adalah RPN melebihi 100-125. Tetapi RPN sahaja tidak seharusnya menjadi satu-satunya pencetus. Mana-mana mod kegagalan dengan Keterukan 9 atau 10 memerlukan perhatian tanpa mengira RPN, kerana akibat kegagalan itu terlalu serius untuk dibiarkan tanpa ditangani. Ramai pasukan menggunakan gabungan: tindakan wajib di atas RPN 100, ditambah semakan wajib untuk mana-mana S lebih besar atau sama dengan 9.
FMEA berfungsi kerana ia mengambil soalan yang sudah ditanya oleh setiap pasukan operasi ("apa yang boleh salah?") dan mengubahnya menjadi senarai yang dicerakin, diutamakan dengan pemilik dan tarikh akhir. Ketegasan itulah yang membuat perbezaan. Pasukan yang menganggapnya sebagai dokumen yang hidup dan menutup lingkaran tindakan pembetulan secara konsisten mengatasi mereka yang melengkapkan lembaran kerja dan memfailkannya.

Senior Operations & Growth Strategist
On this page
- Apakah FMEA?
- Fakta Utama
- Jenis-jenis FMEA
- RPN: Keterukan, Kejadian, dan Pengesanan
- Keterukan (S): Betapa teruknya akibat jika kegagalan ini berlaku?
- Kejadian (O): Seberapa kerap kegagalan ini berkemungkinan berlaku?
- Pengesanan (D): Seberapa mungkin kawalan semasa mengesan kegagalan sebelum sampai kepada pelanggan?
- Cara Menjalankan FMEA
- Langkah 1: Himpunkan Pasukan yang Sesuai
- Langkah 2: Takrifkan Skop
- Langkah 3: Senaraikan Semua Fungsi dan Mod Kegagalan
- Langkah 4: Kenal Pasti Kesan dan Punca
- Langkah 5: Skor Keterukan, Kejadian, dan Pengesanan
- Langkah 6: Kira RPN dan Utamakan
- Langkah 7: Takrifkan Tindakan Pembetulan
- Langkah 8: Kira Semula RPN Selepas Tindakan
- Contoh FMEA
- FMEA Berbanding Alat Risiko Lain
- Kesilapan Biasa dan Amalan Terbaik
- Soalan Lazim