Pemetaan Aliran Nilai: Cara Memetakan dan Menambah Baik Proses (Simbol + Contoh)
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Kebanyakan ketua operasi yang menjalankan latihan pemetaan aliran nilai (VSM) pertama mereka pulang dengan penemuan yang tidak selesa: kira-kira 80% daripada jumlah masa pendahuluan adalah penantian, bukan kerja. Kerja itu sendiri adalah pantas. Jurang antara kerja itulah tempat masa hilang.
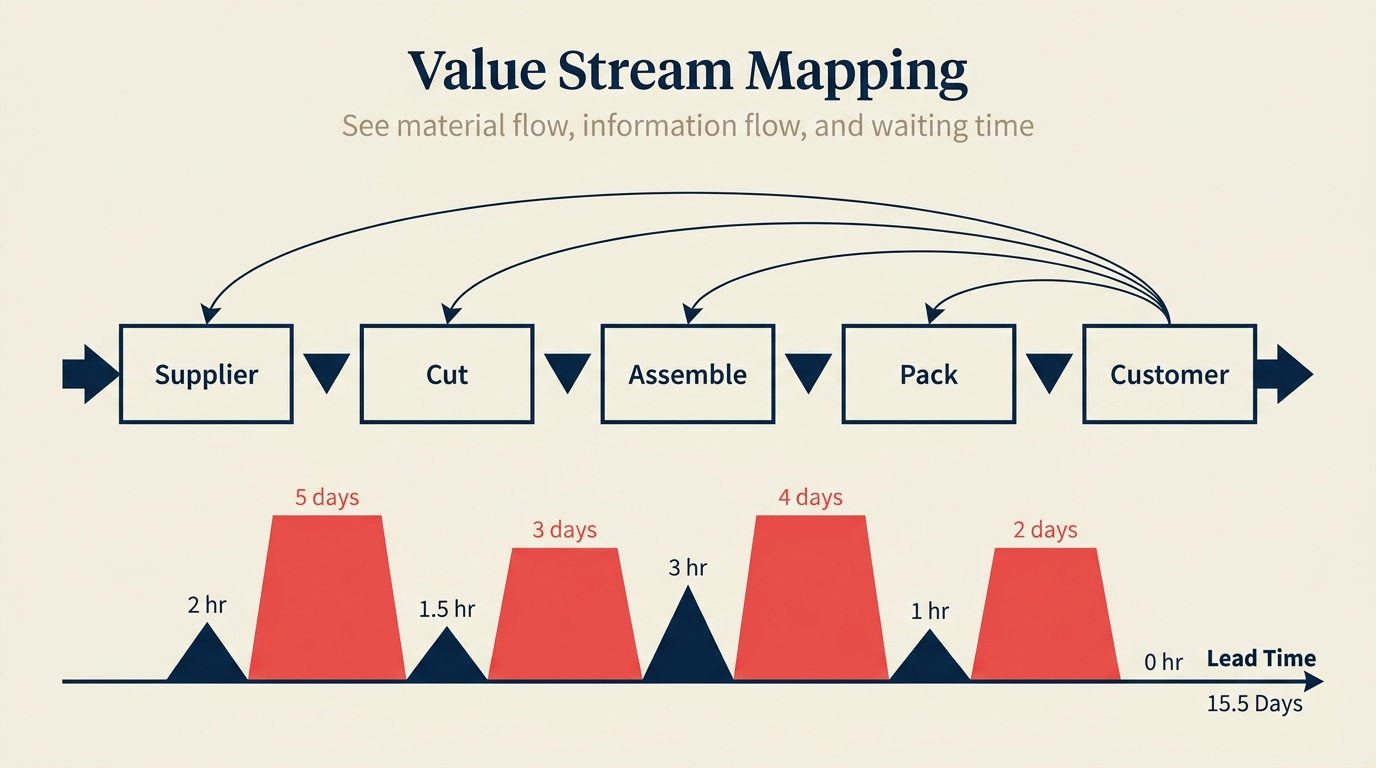
VSM menjadikan itu kelihatan dalam satu gambar rajah tunggal: setiap langkah proses, setiap penampan inventori, setiap pencetus maklumat, disusun dari pembekal ke pelanggan dengan garis masa di bawah. Setelah anda dapat melihat semuanya sekaligus, tempat-tempat yang patut diperbaiki menjadi jelas.
Apakah Pemetaan Aliran Nilai?
Pemetaan aliran nilai ialah alat Lean yang memvisualisasikan aliran lengkap dan hujung ke hujung bagi bahan dan maklumat yang diperlukan untuk menyampaikan produk atau perkhidmatan kepada pelanggan. Outputnya ialah gambar rajah, biasanya dilukis dengan tangan terlebih dahulu, yang merakam setiap langkah yang dilalui oleh permintaan atau unit produk, bersama-sama kotak data yang menunjukkan berapa lama setiap langkah mengambil masa, berapa banyak kerja dalam proses berada di antara langkah-langkah, dan bagaimana maklumat bergerak melalui sistem.
Kaedah ini berakar dalam gambar rajah aliran bahan dan maklumat Toyota, yang dibangunkan sebagai sebahagian daripada Toyota Production System (TPS) semasa 1980-an. Jurutera Toyota menggunakan gambar rajah ini untuk mengajar pasukan peringkat lantai kilang di mana pembaziran bersembunyi dan perubahan mana yang akan memberi impak terbesar kepada daya pemprosesan. Pendekatan ini memasuki amalan arus perdana berbahasa Inggeris pada 1999 apabila Mike Rother dan John Shook menerbitkan Learning to See (Lean Enterprise Institute), buku yang menstandardkan simbol dan pendekatan dua peta, iaitu keadaan semasa kemudian keadaan masa depan, yang masih digunakan oleh pengamal hari ini.
VSM berbeza dari peta proses standard dalam satu cara kritikal: ia menjadikan aliran nilai sebagai unit analisis, bukan tugas individu. Peta proses bertanya "apa yang berlaku?" VSM bertanya "apa yang berlaku, berapa lama ia mengambil masa, berapa banyak yang menunggu antara setiap langkah, dan yang mana daripada aktiviti itu sebenarnya penting kepada pelanggan?"
Fakta Utama
- Mike Rother dan John Shook memformalisasikan VSM dalam Learning to See (Lean Enterprise Institute, 1999), menstandardkan simbol dan pendekatan dua peta yang masih digunakan secara global.
- Penyelidikan dari Lean Enterprise Institute dan Lean Thinking (Free Press, 1996) oleh Womack dan Jones mendapati bahawa dalam kebanyakan aliran nilai pembuatan, hanya sekitar 5% daripada jumlah masa pendahuluan terdiri daripada aktiviti nilai tambah; selebihnya adalah pengangkutan, penantian, dan pemprosesan berlebihan.
- Kajian 2021 dalam International Journal of Production Research mendapati penggunaan VSM telah berkembang dengan kukuh ke dalam penjagaan kesihatan, perisian, dan perkhidmatan kewangan, jauh melepasi asal usul pembuatannya.
Simbol VSM yang Perlu Anda Tahu
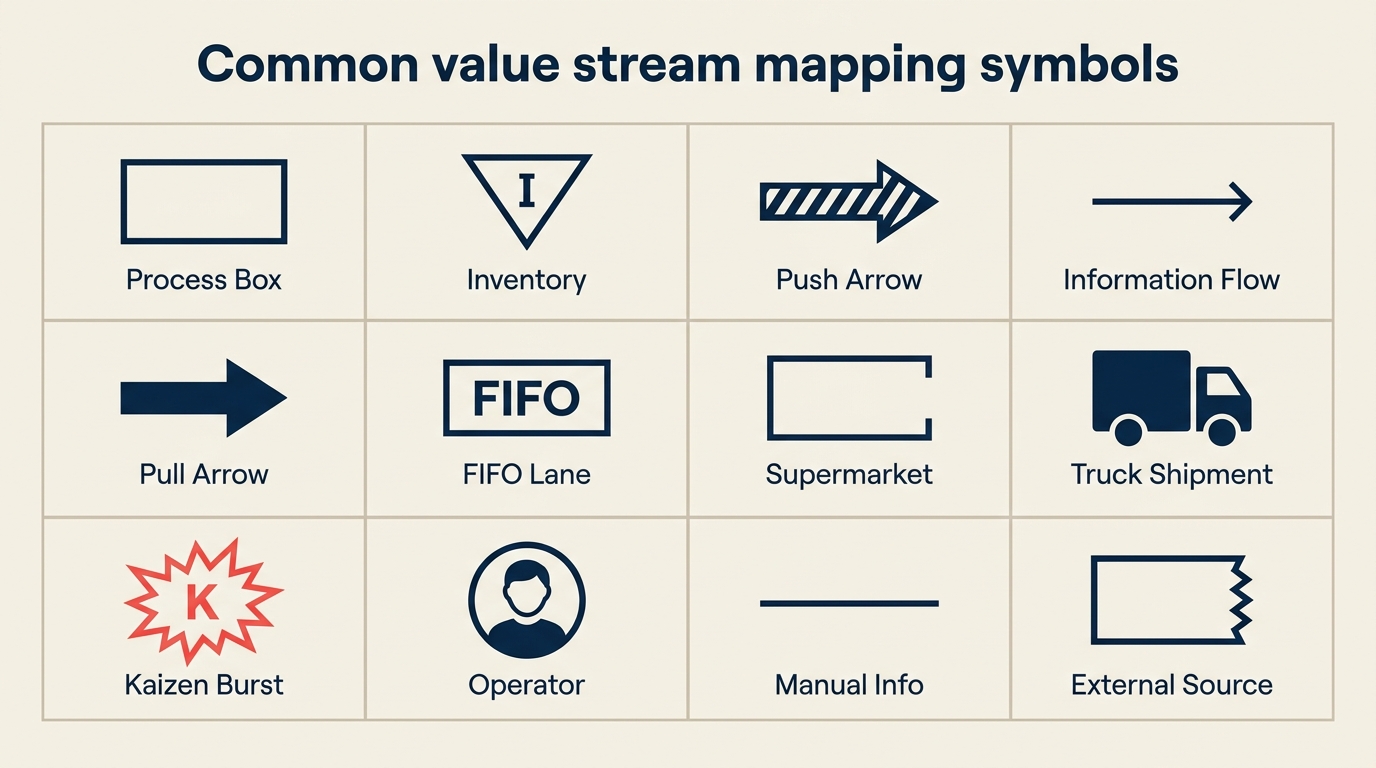
VSM menggunakan bahasa visual bersama supaya mana-mana ahli pasukan boleh membaca peta tanpa legenda. Ini adalah simbol yang akan anda gunakan pada hampir setiap peta:
| Simbol | Nama | Maksudnya |
|---|---|---|
| Segi empat | Kotak proses | Langkah di mana kerja dilakukan. Labelkan dengan nama aktiviti dan lampirkan kotak data di bawah (masa kitaran, masa pertukaran, masa operasi, pengendali). |
| Segi tiga berisi dengan I | Segi tiga inventori | Kerja dalam proses (WIP) atau stok yang berada di antara dua langkah proses. Label dengan kuantiti dan, jika diketahui, masa dalam giliran. |
| Anak panah berjalur | Anak panah tolak | Bahan atau kerja ditolak ke hadapan oleh langkah hulu tanpa mengira sama ada hiliran sedia. Biasa dalam persekitaran kelompok. |
| Anak panah lengkung | Anak panah tarik | Langkah hiliran memberi isyarat kepada hulu untuk menghasilkan atau melepaskan kerja. Menunjukkan sistem tarik dan bukannya sistem tolak. |
| Segi empat sempit berlabel FIFO | Lorong FIFO | Giliran terkawal di mana item mengalir mengikut urutan yang sama ia masuk. Mengehadkan WIP dan menghalang pemilihan selektif. |
| Segi empat terbuka sisi | Pasar raya | Penampan inventori terkawal yang hiliran tarik daripadanya. Langkah hulu mengisi semula hanya apa yang telah digunakan. |
| Letupan bintang bergerigi | Letupan Kaizen | Peluang penambahbaikan tertentu yang dikenal pasti pada peta. Menandakan tempat pembaziran tertumpu dan perubahan akan difokuskan. |
| Bulatan dengan kepala | Pengendali | Bilangan orang yang bekerja pada langkah proses itu. |
| Siluet trak | Penghantaran trak | Penghantaran fizikal dari pembekal atau kepada pelanggan, biasanya dilabelkan dengan kekerapan. |
| Anak panah lurus | Aliran maklumat | Aliran arahan, jadual, atau pesanan antara langkah atau ke/dari sumber luar. |
| Garis lurus dengan tanda | Maklumat manual | Aliran maklumat berasaskan kertas atau lisan, berbeza dari elektronik. |
| Segi empat bergigi gergaji | Sumber luar | Pembekal atau pelanggan yang berada di luar sempadan aliran nilai. Biasanya diletakkan di kiri jauh (pembekal) dan kanan jauh (pelanggan). |
Anda tidak memerlukan setiap simbol pada setiap peta. Mulakan dengan kotak proses, segi tiga inventori, anak panah tolak, dan garis aliran maklumat. Tambah yang lain mengikut keperluan peta anda.
Cara Membina Peta Aliran Nilai dalam 6 Langkah
Membina VSM adalah aktiviti fizikal berasaskan pasukan. Peta terbaik dilukis dengan pensel, di atas kertas, pada dinding, bukan dalam perisian, sekurang-kurangnya bukan pada mulanya.
Langkah 1: Pilih Keluarga Produk Anda
Jangan petakan semua perkara. Pilih satu keluarga produk, iaitu kumpulan produk atau perkhidmatan yang melalui urutan langkah proses yang sama. Peta yang cuba menunjukkan setiap varian menjadi tidak boleh dibaca. Peta yang tertumpu mendedahkan pembaziran sebenar.
Langkah 2: Ikuti Proses ke Belakang dari Pelanggan
Mulakan di hujung pelanggan dan berjalan secara fizikal ke hulu. Jangan bergantung pada cara orang berfikir proses itu berfungsi. Perhatikan apa yang sebenarnya berlaku, dalam urutan yang sebenarnya berlaku. Berjalan ke belakang menghalang anda dari melukis proses "yang dimaksudkan" dan bukannya proses yang sebenar.
Langkah 3: Rakam Kotak Proses dan Kotak Data
Untuk setiap langkah, lukis kotak proses. Di bawahnya, lukis kotak data dengan sekurang-kurangnya: masa kitaran (CT), masa pertukaran (CO), dan bilangan pengendali. Angka-angka ini adalah yang menjadikan peta keadaan masa depan boleh dipercayai: anda tidak boleh menambah baik apa yang belum anda ukur.
Langkah 4: Tambah Aliran Bahan
Lukis segi tiga inventori antara kotak proses. Labelkan setiap satu dengan kiraan WIP semasa atau, jika diketahui, purata masa bahan duduk di sana. Tambah anak panah tolak atau tarik untuk menunjukkan bagaimana kerja bergerak antara langkah.
Langkah 5: Tambah Aliran Maklumat
Lukis bagaimana maklumat bergerak melalui sistem. Siapa yang menjadualkan setiap langkah? Adakah perancangan pengeluaran menolak jadual mingguan ke lantai? Adakah sistem pengurusan pesanan mencetuskan pelepasan? Aliran maklumat ini sering mendedahkan tempat penjadualan yang buruk mencipta penantian yang ditunjukkan dalam segi tiga inventori.
Langkah 6: Lukis Garis Masa
Di bawah kotak proses dan segi tiga inventori, lukis garis masa berperingkat. Puncak di bawah garis menunjukkan masa proses pada setiap langkah. Dataran di atas garis menunjukkan masa menunggu antara langkah. Jumlahkan dataran untuk mendapatkan masa pendahuluan. Jumlahkan puncak untuk mendapatkan jumlah masa proses.
Keadaan Semasa vs Keadaan Masa Depan
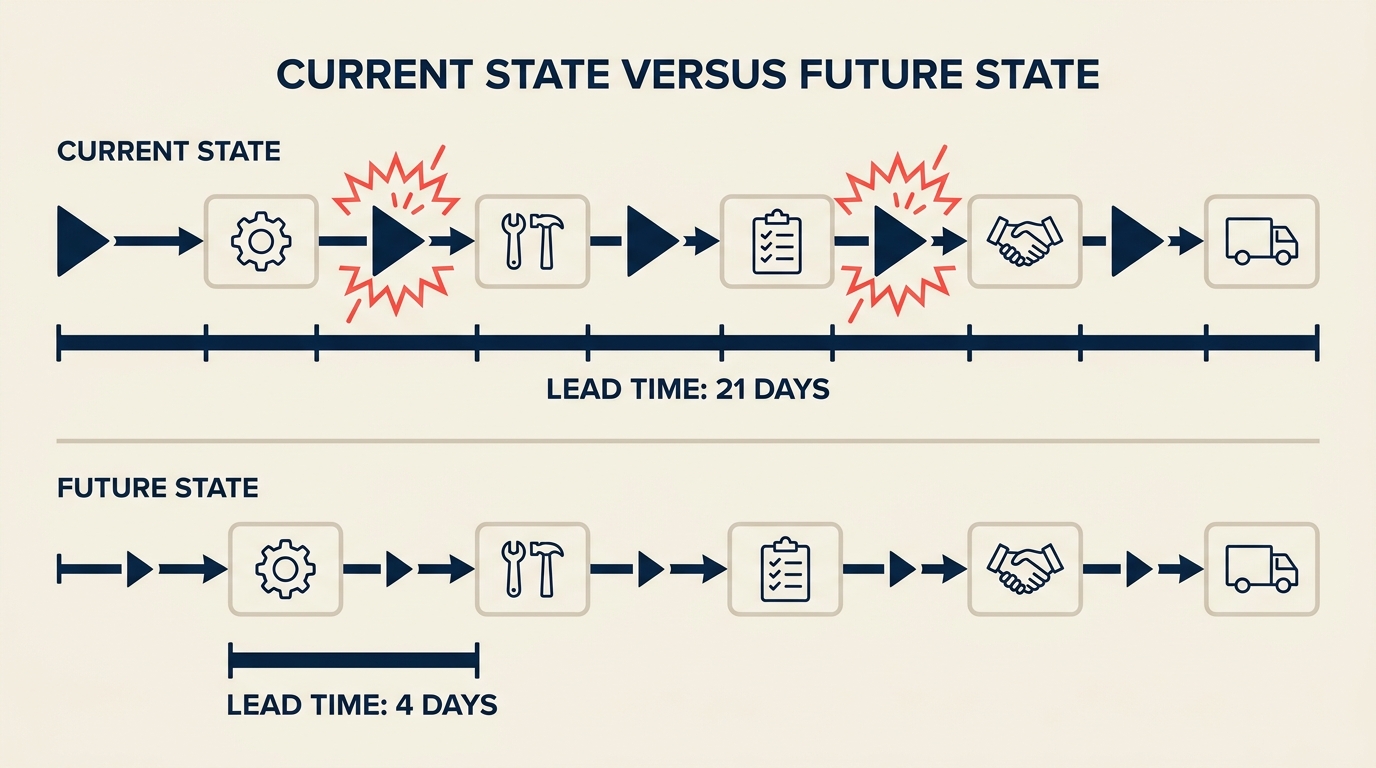
Latihan VSM menghasilkan dua peta, bukan satu.
Peta keadaan semasa adalah gambaran jujur tentang aliran nilai sebagaimana ia wujud hari ini, setiap kesesakan, setiap timbunan WIP, setiap penyerahan penjadualan. Tujuannya bukan untuk memalukan sesiapa. Ia adalah untuk memberi pasukan garis dasar yang tepat dan dikongsi bersama yang semua orang telah lihat dan bersetuju.
Peta keadaan masa depan adalah ideal Lean yang akan anda usahakan. Anda tidak menekanya. Anda membinanya dari keadaan semasa dengan bertanya: di mana masa takt yang ditakrifkan pelanggan (kadar di mana pelanggan meminta produk)? Langkah mana yang menentukan kadar untuk keseluruhan aliran? Di mana kita boleh memperkenalkan sistem tarik dan bukannya sistem tolak? Di mana kita perlu mencipta aliran berterusan dan menghapuskan giliran antara langkah?
Letupan Kaizen adalah cara anda menjembatani dua peta tersebut. Tandakan setiap kawasan di mana anda akan menyerang pembaziran dengan letupan Kaizen yang bergerigi pada keadaan semasa. Setiap letupan menjadi projek penambahbaikan tertentu dengan pemilik dan tarikh akhir. Peta keadaan masa depan menunjukkan bagaimana aliran nilai akan kelihatan setelah projek-projek itu selesai.
Disiplin praktikal di sini adalah untuk mengelakkan melompat terus kepada penyelesaian. Lukis keadaan semasa dengan jujur sebelum anda mereka bentuk keadaan masa depan. Pasukan yang terus kepada "bagaimana sepatutnya ia kelihatan" cenderung melukis proses ideal yang tidak mencerminkan kekangan yang sebenarnya dihadapi oleh lantai.
Mengira Masa Pendahuluan vs Masa Proses
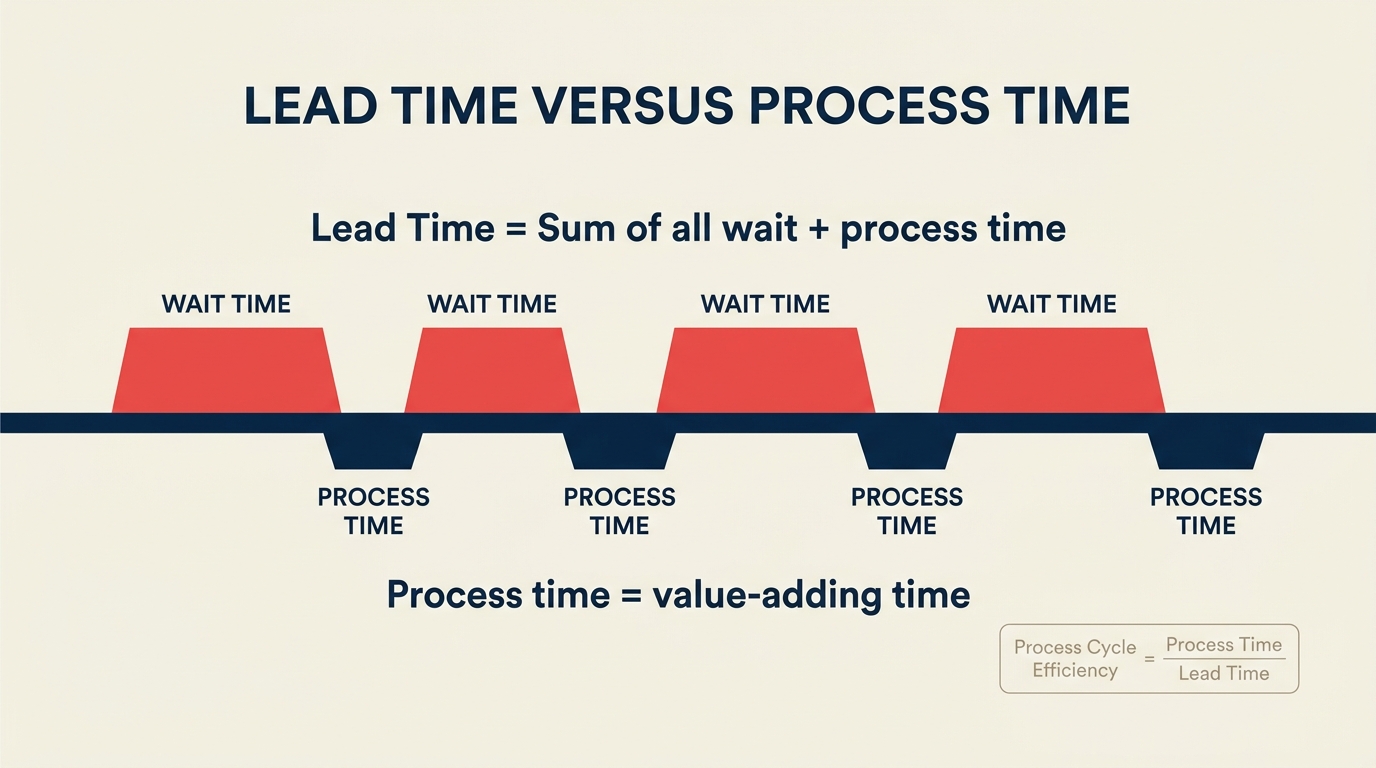
Garis masa di bahagian bawah gambar rajah VSM menjejaki dua nombor yang berbeza, dan mengelirukan keduanya membawa kepada keputusan penambahbaikan yang buruk.
Masa proses (PT) ialah masa nilai tambah pada setiap langkah, iaitu berapa lama sesuatu unit sebenarnya sedang dikerjakan. Ia diwakili di bawah garis masa sebagai puncak kecil.
Masa pendahuluan (LT) ialah jumlah masa yang berlalu dari saat permintaan pelanggan memasuki aliran nilai hingga saat pelanggan menerima output. Ia merangkumi semua penantian antara langkah, bukan sekadar masa kerja. Ia diwakili oleh dataran tinggi di atas garis masa.
Kecekapan Kitaran Proses (PCE) = Masa Proses / Masa Pendahuluan. PCE di bawah 10% adalah biasa dalam proses pembuatan dan pejabat. Meningkatkannya adalah matlamat teras setiap peta keadaan masa depan.
Berikut adalah contoh mudah:
| Langkah | Masa proses | Masa menunggu (inventori) |
|---|---|---|
| Pengambilan pesanan | 5 min | 4 jam |
| Semak kredit | 10 min | 2 jam |
| Ambil dan bungkus | 15 min | 1 jam |
| Hantar | 5 min | 30 min |
| Jumlah | 35 min | 7.5 jam |
Masa pendahuluan = 35 min + 7.5 jam = kira-kira 8 jam. Masa proses = 35 minit. PCE = 35 / 480 = 7.3%.
Matlamatnya bukan untuk mempercepatkan 35 minit kerja tersebut. Matlamatnya adalah untuk mengecilkan 7.5 jam penantian.
Contoh Yang Diselesaikan: Aliran Nilai Kelulusan Invois
Pertimbangkan pasukan kewangan yang memproses invois vendor. Keadaan semasa kelihatan seperti ini:
| Langkah | Masa kitaran | WIP dalam giliran | Masa giliran |
|---|---|---|---|
| Invois diterima | 2 min | 20 invois | 2 hari |
| Semakan pengurus | 5 min | 12 invois | 1.5 hari |
| Kelulusan kewangan | 3 min | 8 invois | 1 hari |
| Pelepasan pembayaran | 2 min | 5 invois | 4 jam |
| Pembekal dimaklumkan | 1 min | 0 | 0 |
Jumlah masa proses: 13 minit. Jumlah masa pendahuluan: kira-kira 4.5 hari. PCE: kira-kira 0.3%.
Letupan Kaizen jatuh pada giliran "Invois diterima" (2 hari invois yang tidak diproses duduk dalam peti masuk e-mel) dan pada "Semakan pengurus" (pemprosesan kelompok sekali sehari dan bukannya semasa diterima). Keadaan masa depan mengurangkan masa pendahuluan kepada kurang dari 1 hari dengan memperkenalkan pencetus tarik: pengurus menyemak dalam tempoh 4 jam selepas diterima, dan sistem kewangan melepaskan pembayaran secara automatik dalam tempoh 2 jam selepas kelulusan.
Tiada apa yang berubah tentang 13 minit kerja sebenar itu. Keseluruhan keuntungan datang dari menyerang masa menunggu.
VSM vs Peta Proses vs Gambar Rajah Lorong Proses
VSM sering keliru dengan alat gambar rajah lain. Begini cara ia berbeza:
| Alat | Menunjukkan | Skala | Paling sesuai untuk |
|---|---|---|---|
| Peta aliran nilai | Aliran bahan + aliran maklumat + garis masa + data pembaziran | Aliran nilai hujung ke hujung (pembekal ke pelanggan) | Mencari tempat masa menunggu dan WIP tertumpu; membina kes untuk penambahbaikan Lean |
| Peta proses / carta alir | Langkah dan titik keputusan mengikut urutan | Satu proses atau subproses | Mendokumenkan cara proses berfungsi; onboarding; prosedur operasi standard |
| Gambar rajah lorong proses | Peranan atau pasukan mana yang mengendalikan setiap langkah | Satu proses merentas fungsi | Memetakan penyerahan antara jabatan; mencari jurang tanggungjawab |
Pilih VSM apabila anda ingin mengkuantifikasi pembaziran. Pilih peta proses apabila anda ingin mendokumenkan langkah. Gunakan gambar rajah lorong proses apabila penyerahan antara pasukan adalah isu teras yang anda siasat.
8 Pembaziran yang VSM Bantu Anda Temui
Setiap sesi VSM adalah, pada asasnya, latihan pencarian pembaziran. Lean methodology mengenal pasti 8 jenis pembaziran, kadang-kala diingati dengan akronim DOWNTIME:
- Kecacatan (Defects): ralat yang memerlukan kerja semula atau pembuangan, menggunakan masa tanpa nilai dicipta
- Pengeluaran berlebihan (Overproduction): menghasilkan lebih daripada yang diperlukan pelanggan sekarang, mencipta WIP yang terpaksa menunggu
- Menunggu (Waiting): masa apabila kerja duduk diam antara langkah, yang tepat itulah yang garis masa VSM jadikan kelihatan
- Bakat tidak dimanfaatkan (Non-utilized talent): kemahiran dan pengetahuan yang tidak pernah digunakan oleh sistem
- Pengangkutan (Transport): pergerakan bahan, dokumen, atau data yang tidak perlu antara lokasi
- Inventori (Inventory): WIP, barangan siap, atau maklumat yang duduk dalam giliran melebihi apa yang diperlukan
- Pergerakan (Motion): pergerakan fizikal atau digital yang tidak perlu oleh orang yang melakukan kerja
- Pemprosesan berlebihan (Extra processing): langkah yang tidak menambah nilai pelanggan, seperti memasukkan semula data yang sudah wujud atau kelulusan yang tidak mengubah hasil
VSM amat baik dalam mendedahkan pembaziran penantian dan inventori kerana kedua-duanya muncul secara langsung pada garis masa dan dalam segi tiga inventori. Enam yang lain sering muncul apabila anda menggali lebih dalam kotak data pada setiap langkah proses.
Kesilapan Biasa Semasa Menjalankan VSM
Walaupun pasukan yang mempunyai niat baik membuat beberapa kesilapan yang sama pada beberapa peta pertama mereka:
- Memetakan proses yang mereka harapkan wujud, bukan yang sebenarnya ada. Ikuti lantai. Berbincang dengan orang yang melakukan kerja. Aliran sebenar hampir selalu mempunyai penyelesaian sementara dan detour yang tidak muncul dalam prosedur yang didokumenkan.
- Melewatkan kotak data. VSM tanpa nombor adalah hiasan. Masa kitaran, kiraan WIP, dan masa giliran adalah yang menghubungkan gambar rajah kepada keputusan penambahbaikan sebenar.
- Melukisnya dalam perisian terlebih dahulu. Nota melekat dan pensel di atas kertas pembungkus memastikan pasukan terlibat dan peta mudah disemak semula. Melompat ke Visio atau Miro sebelum keadaan semasa dipersetujui cenderung menjadikan semua orang terikat kepada versi pertama.
- Membina peta keadaan masa depan secara berasingan. Keadaan masa depan harus direka bentuk oleh pasukan merentas fungsi yang sama yang melukis keadaan semasa. Mereka bentuknya dalam bilik persidangan tanpa penglibatan lantai menghasilkan keadaan masa depan yang tidak dimiliki oleh sesiapa di lantai.
- Melayan peta sebagai output. Peta hanya berguna jika ia menghasilkan projek Kaizen dengan pemilik dan tarikh akhir. Peta di dinding yang tidak ditindaklanjuti oleh sesiapa hanyalah dokumentasi.
Soalan Lazim
Apakah perbezaan antara pemetaan aliran nilai dan pemetaan proses?
Peta proses (atau carta alir) menunjukkan anda urutan langkah dalam proses, apa yang berlaku, dalam urutan apa, dengan keputusan apa. Ia berguna untuk mendokumenkan prosedur dan melatih orang.
VSM pergi lebih jauh. Ia menambah aliran bahan, aliran maklumat, tahap inventori, masa kitaran, dan garis masa yang memisahkan masa proses dari masa menunggu. Matlamat VSM bukan dokumentasi; ia adalah pengenalpastian pembaziran dan reka bentuk keadaan masa depan yang lebih Lean. Jika anda ingin tahu "bagaimana ini berfungsi?", gunakan peta proses. Jika anda ingin tahu "ke mana perginya masa dan apa yang perlu kita ubah?", gunakan VSM.
Berapa lama sesi VSM perlu mengambil masa?
Untuk aliran nilai yang tertumpu dalam satu jabatan, seperti contoh kelulusan invois di atas, peta keadaan semasa boleh disiapkan dalam 3 hingga 4 jam dengan pasukan 4 hingga 6 orang. Membina keadaan masa depan dan mengenal pasti projek Kaizen menambah lagi 2 hingga 3 jam. Untuk aliran nilai yang kompleks, berbilang tapak, atau rantaian bekalan hujung ke hujung, jangkakan untuk menghabiskan 2 hingga 3 hari. Faktor yang lebih penting bukan masa jam, tetapi sama ada orang yang sebenarnya melakukan kerja itu ada dalam bilik.
Perlukah anda benar-benar mengikuti lantai?
Ya. Ini adalah salah satu keperluan yang tidak boleh dinegosiasi dalam kaedah VSM. Prinsip Jepun Gemba, iaitu "pergi ke tempat kerja berlaku", adalah teras kepada Toyota Production System yang VSM datang daripadanya. Proses yang didokumenkan menerangkan cara kerja sepatutnya berlaku. Mengikuti proses menunjukkan anda cara kerja sebenarnya berlaku: penyelesaian sementara, giliran tidak formal, maklumat yang bergerak melalui mesej teks dan bukannya sistem. Peta yang dibina dari temu bual atau dokumentasi semata-mata secara konsisten terlepas pembaziran berdampak paling tinggi.
Bolehkah VSM digunakan dalam perkhidmatan dan pejabat?
Boleh sahaja. VSM bermula di lantai kilang pembuatan tetapi ia terjemah secara langsung kepada mana-mana proses di mana kerja mengalir dalam urutan ke arah pelanggan. Organisasi penjagaan kesihatan memetakan laluan pesakit dari rujukan hingga keluar. Pasukan perisian memetakan pengambilan tiket hingga penggunaan. Pasukan kewangan memetakan penerimaan invois hingga pembayaran pembekal. Simbol dan logik garis masa berfungsi dengan cara yang sama. Penyesuaian utama untuk VSM perkhidmatan ialah "inventori" biasanya bermakna permintaan atau dokumen dalam giliran dan bukannya unit fizikal, dan "pengangkutan" sering bermakna maklumat yang dipindahkan antara sistem atau peti masuk dan bukannya penghantaran fizikal.
VSM adalah salah satu alat paling berguna dalam set alat pengurusan proses, bukan kerana ia kompleks, tetapi kerana ia memaksa pasukan untuk melihat keseluruhan aliran sekaligus. Kebanyakan usaha penambahbaikan gagal kerana ia mengoptimumkan satu langkah tanpa melihat apa yang itu lakukan kepada langkah-langkah di sekelilingnya. VSM menghalang perkara itu dengan menjadikan gambaran penuh mustahil untuk diabaikan.
Setelah anda memetakan keadaan semasa dan membina keadaan masa depan, soalan seterusnya adalah cara mengekalkan penambahbaikan itu. Di situlah prosedur operasi standard mengukuhkan keuntungan, dan kaedah seperti DMAIC Six Sigma menyediakan rangka kerja yang berdisiplin untuk projek penambahbaikan yang dikenal pasti oleh letupan Kaizen. Untuk pandangan yang lebih luas tentang bagaimana VSM sesuai dalam tadbir urus proses yang berterusan, pengurusan proses perniagaan dan pengoptimuman proses merangkumi sistem organisasi yang memastikan aliran nilai bergerak ke arah yang betul dari masa ke masa.

Senior Operations & Growth Strategist
On this page
- Apakah Pemetaan Aliran Nilai?
- Simbol VSM yang Perlu Anda Tahu
- Cara Membina Peta Aliran Nilai dalam 6 Langkah
- Langkah 1: Pilih Keluarga Produk Anda
- Langkah 2: Ikuti Proses ke Belakang dari Pelanggan
- Langkah 3: Rakam Kotak Proses dan Kotak Data
- Langkah 4: Tambah Aliran Bahan
- Langkah 5: Tambah Aliran Maklumat
- Langkah 6: Lukis Garis Masa
- Keadaan Semasa vs Keadaan Masa Depan
- Mengira Masa Pendahuluan vs Masa Proses
- Contoh Yang Diselesaikan: Aliran Nilai Kelulusan Invois
- VSM vs Peta Proses vs Gambar Rajah Lorong Proses
- 8 Pembaziran yang VSM Bantu Anda Temui
- Kesilapan Biasa Semasa Menjalankan VSM
- Soalan Lazim
- Apakah perbezaan antara pemetaan aliran nilai dan pemetaan proses?
- Berapa lama sesi VSM perlu mengambil masa?
- Perlukah anda benar-benar mengikuti lantai?
- Bolehkah VSM digunakan dalam perkhidmatan dan pejabat?