FMEA: Análise de Modos de Falha e Efeitos Explicada
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
O FMEA, que significa failure mode and effects analysis (análise de modos de falha e efeitos), é como as equipes de engenharia e operações evitam que problemas cheguem ao cliente. Se sua equipe já perguntou "o que pode dar errado, e o quão grave seria?", o FMEA é a forma estruturada de responder a essa pergunta.
O Que É o FMEA?
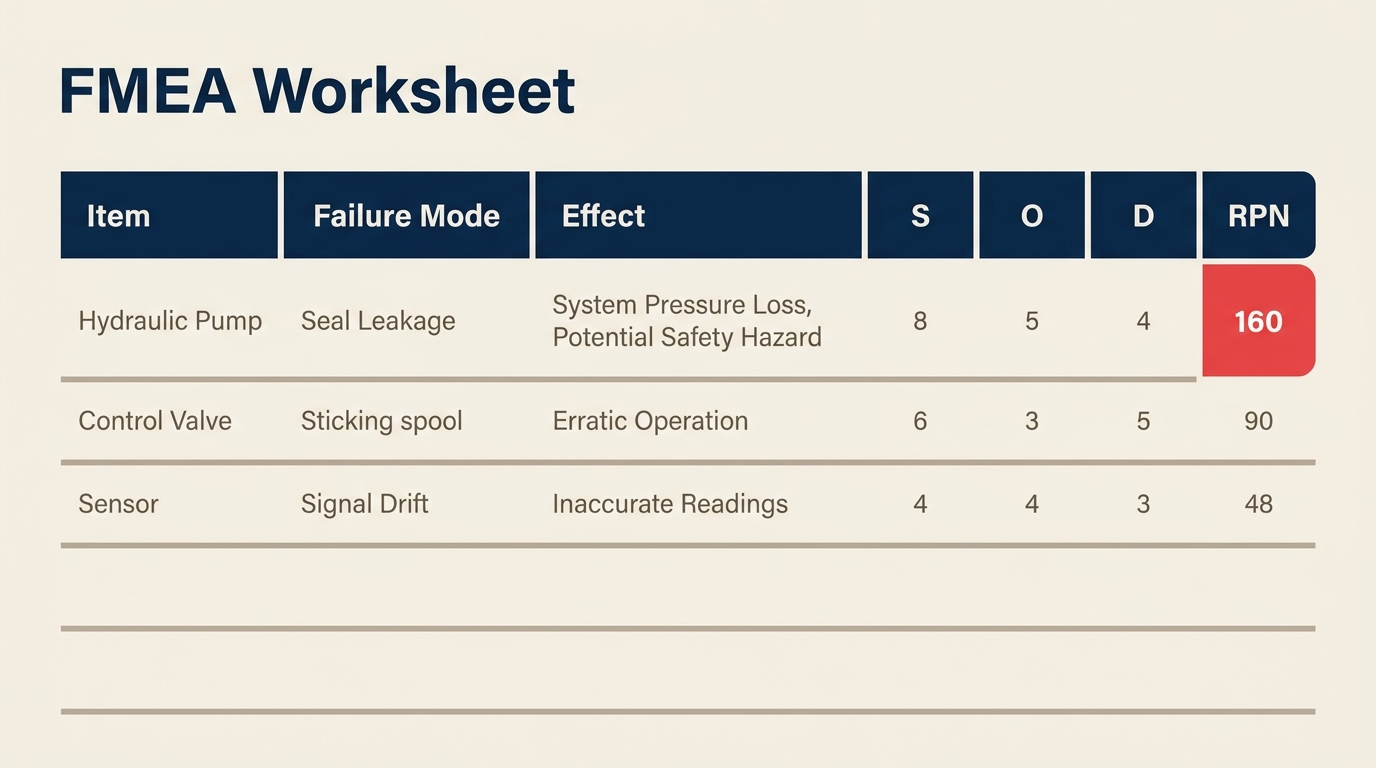
O FMEA é um método estruturado para identificar falhas potenciais em um produto, processo ou sistema, determinar suas causas e efeitos e priorizá-las por risco, para que a equipe possa agir nos itens de maior prioridade primeiro.
O resultado é uma planilha com pontuações. Cada modo de falha recebe um Risk Priority Number (RPN) baseado em três fatores: o quão grave é a falha, com que frequência ela provavelmente ocorrerá e o quão bem os controles atuais conseguem detectá-la antes que cause dano. As equipes então concentram seus esforços de melhoria nos modos de falha com os RPNs mais altos.
O FMEA não apenas documenta o que pode dar errado. Ele obriga equipes multifuncionais a pensar sistematicamente sobre falhas, antes de a produção começar ou antes de uma mudança de processo entrar em vigor.
Fatos Relevantes
O FMEA foi formalizado pela primeira vez pelo exército norte-americano no MIL-P-1629, publicado em 1949, originalmente desenvolvido para avaliar falhas em sistemas de armas e equipamentos quanto à segurança e ao sucesso de missões.
A NASA adotou o FMEA para o Programa Apollo na década de 1960 como parte de suas práticas de engenharia de confiabilidade, e o método se difundiu nas indústrias aeroespacial e automotiva a partir daí.
A Automotive Industry Action Group (AIAG) e a VDA publicaram um manual conjunto de FMEA em 2019, agora o padrão de referência global para DFMEA e PFMEA no setor automotivo, substituindo edições anteriores de ambas as organizações.
Tipos de FMEA
O FMEA não tem um único tamanho. O escopo determina qual tipo você precisa.
| Tipo de FMEA | Nome Completo | Foco | Quando Usar |
|---|---|---|---|
| DFMEA | Design FMEA | Design do produto e componentes | Durante o desenvolvimento do produto, antes de o design ser finalizado |
| PFMEA | Process FMEA | Etapas do processo de fabricação ou serviço | Antes de lançar ou alterar um processo de produção |
| SFMEA | System FMEA | Interação entre subsistemas | Sistemas complexos onde a falha na interface importa mais |
O Design FMEA (DFMEA) analisa se o próprio design do produto pode falhar. Se um componente plástico racha sob estresse térmico, ou um módulo de software trava sob alta carga, isso é um modo de falha de design. O DFMEA acontece cedo, enquanto as equipes de engenharia ainda podem alterar desenhos ou especificações.
O Process FMEA (PFMEA) examina o que pode dar errado no processo que fabrica ou entrega o produto. Mesmo um design perfeito produzirá defeitos se as etapas de montagem forem falhas. O PFMEA é o tipo mais comum em operações de fabricação e serviços, e é o mais diretamente ligado a projetos de melhoria do Six Sigma.
O System FMEA amplia ainda mais o escopo para analisar como os subsistemas interagem. É comum em aeroespacial e defesa, quando o ponto de falha não é nenhum componente individual, mas a interface entre eles.
Para a maioria das equipes de operações e qualidade, o PFMEA é o ponto de partida. Você encontrará o DFMEA ao trabalhar com desenvolvimento de produto, e o System FMEA principalmente em setores altamente regulamentados.
O RPN: Severidade, Ocorrência e Detecção
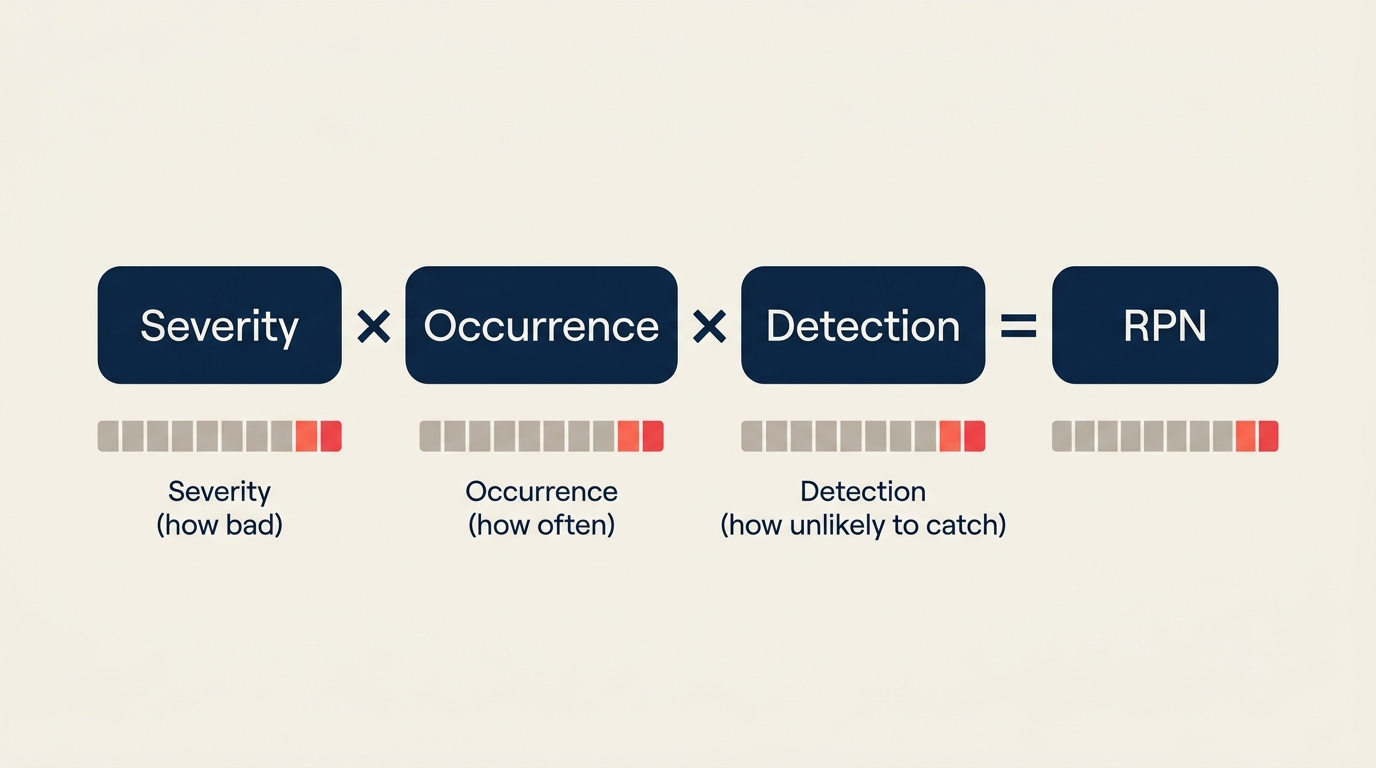
O Risk Priority Number (RPN) é o mecanismo de pontuação central do FMEA. É uma fórmula simples:
RPN = Severidade (S) x Ocorrência (O) x Detecção (D)
Cada fator é pontuado em uma escala de 1 a 10, de modo que o RPN varia de 1 (risco desprezível) a 1000 (risco máximo). Veja o que cada dimensão significa e como pontuá-la:
Severidade (S): Quão grave é o efeito se esta falha acontecer?
| Pontuação | Descrição |
|---|---|
| 1 | Nenhum efeito sobre o produto ou processo |
| 2 a 3 | Efeito leve, o cliente pode não notar |
| 4 a 6 | Efeito moderado, o cliente nota e fica insatisfeito |
| 7 a 8 | Efeito alto, produto parcialmente inoperante, cliente muito insatisfeito |
| 9 | Severidade muito alta, problema de segurança ou regulatório com aviso |
| 10 | Perigoso sem aviso, potencial de lesão ou falha da função de segurança |
Ocorrência (O): Com que frequência esta falha provavelmente ocorrerá?
| Pontuação | Descrição | Taxa Aproximada |
|---|---|---|
| 1 | Extremamente improvável | Menos de 1 em 1.500.000 |
| 2 a 3 | Baixa probabilidade | 1 em 150.000 a 1 em 15.000 |
| 4 a 6 | Probabilidade moderada | 1 em 2.000 a 1 em 400 |
| 7 a 8 | Alta probabilidade | 1 em 80 a 1 em 20 |
| 9 a 10 | Muito alta, quase certa | 1 em 8 ou mais frequente |
Detecção (D): Qual é a probabilidade de os controles atuais identificarem a falha antes de chegar ao cliente?
| Pontuação | Descrição |
|---|---|
| 1 | Detecção quase certa; o controle sempre detectará |
| 2 a 3 | Alta probabilidade de detecção |
| 4 a 6 | Chance moderada de detecção |
| 7 a 8 | Baixa probabilidade de detecção; o controle dificilmente a identificará |
| 9 a 10 | Nenhum controle conhecido; a falha quase certamente chega ao cliente |
Observe que a Detecção é contraintuitiva: uma pontuação de 1 é boa (a detecção é quase certa), enquanto uma pontuação de 10 é ruim (nenhum controle existe). As equipes frequentemente confundem essa direção, por isso vale confirmar com sua equipe antes de pontuar.
Como Conduzir um FMEA
Um FMEA bem conduzido segue uma sequência consistente. Pular etapas, especialmente a revisão em equipe e o acompanhamento de ações, é o que transforma o FMEA em um exercício burocrático em vez de uma ferramenta real de redução de riscos.
Etapa 1: Montar a Equipe Certa
O FMEA funciona melhor como um exercício multifuncional. Para um PFMEA, envolva engenheiros de processo, operadores, equipe de qualidade e todos que interagem com o processo diariamente. Os operadores frequentemente conhecem modos de falha que nunca aparecem na documentação. Busque 4 a 7 pessoas; grupos maiores tornam a pontuação mais lenta sem melhorar a precisão.
Etapa 2: Definir o Escopo
Concorde sobre qual processo ou sistema o FMEA abrange. Um diagrama SIPOC é útil aqui para mapear os limites do processo. Sem um escopo claro, as equipes vão ou muito amplo (o FMEA se torna ingerenciável) ou muito restrito (modos de falha importantes ficam fora do limite e são perdidos).
Etapa 3: Listar Todas as Funções e Modos de Falha
Para cada etapa do processo ou componente, pergunte: "De que forma esta etapa pode falhar em executar sua função pretendida?" Uma etapa pode ter múltiplos modos de falha. Escreva-os no nível de detalhe adequado. "A máquina falha" é vago demais. "A chave de torque aplica torque insuficiente durante o aperto do parafuso" é acionável.
Etapa 4: Identificar Efeitos e Causas
Para cada modo de falha, determine duas coisas: o que acontece a jusante se esta falha ocorrer (o efeito) e o que causa a falha em primeiro lugar. Um diagrama de Ishikawa é uma ferramenta prática para fazer brainstorming de causas de forma sistemática em categorias como equipamento, materiais, métodos e pessoal.
Etapa 5: Pontuar Severidade, Ocorrência e Detecção
Use as escalas de 1 a 10 acima. Pontue como equipe, não como indivíduos. Quando as pontuações diferem significativamente (uma pessoa diz 3, outra diz 8), essa divergência revela suposições diferentes sobre o processo. Essas conversas são valiosas.
Etapa 6: Calcular o RPN e Priorizar
Multiplique S x O x D para obter o RPN de cada modo de falha. Ordene por RPN em ordem decrescente. Muitas equipes definem um limite de RPN (comumente 100 ou 125) acima do qual ações corretivas são obrigatórias, mas o ranking de RPN sozinho não conta toda a história. Um modo de falha com S=10 e RPN=80 merece atenção mesmo que esteja abaixo do limite, por causa da severidade.
Etapa 7: Definir Ações Corretivas
Para modos de falha de alta prioridade, atribua uma ação corretiva específica, um responsável e uma data-alvo de conclusão. As ações devem reduzir a Ocorrência (corrigir a causa raiz) ou melhorar a Detecção (adicionar um controle). Reduzir a Severidade frequentemente requer uma mudança de design, o que é mais difícil no PFMEA, mas possível no DFMEA.
Conecte esta etapa ao seu ciclo mais amplo de DMAIC ou PDCA. O FMEA identifica os problemas; seu processo de melhoria implementa as correções.
Etapa 8: Recalcular o RPN Após as Ações
Depois que as ações corretivas são implementadas, reavalie a Ocorrência e a Detecção (a Severidade raramente muda sem uma mudança de design). O novo RPN documenta a redução de risco alcançada e confirma se a ação funcionou. Esta etapa de encerramento é o que separa um FMEA vivo de um documento de única utilização.
Exemplo de FMEA
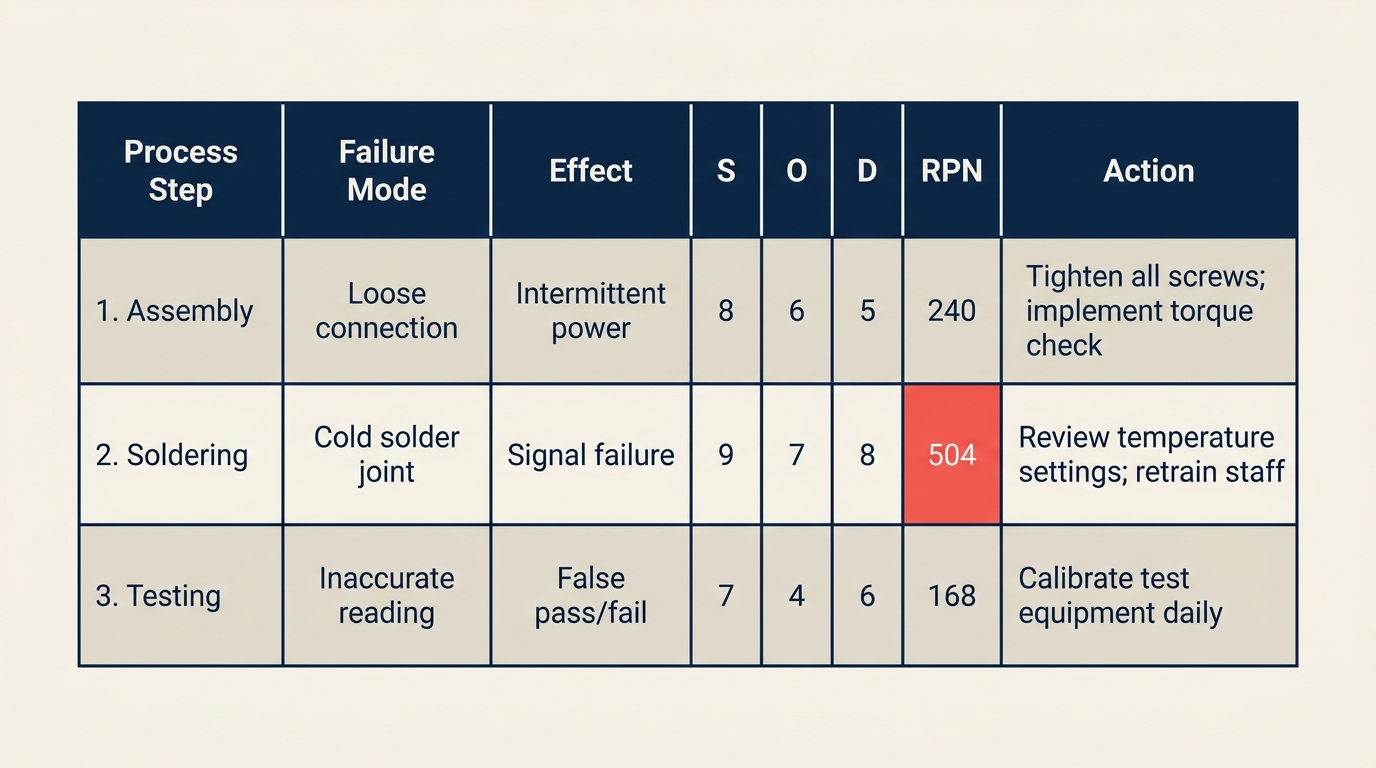
Abaixo está um exemplo de PFMEA para uma linha de embalagem de comprimidos em uma instalação farmacêutica.
| Etapa do Processo / Função | Modo de Falha | Efeito | S | Causa Potencial | O | Controles Atuais | D | RPN | Ação Recomendada |
|---|---|---|---|---|---|---|---|---|---|
| Preencher comprimido no blister | Subenchimento (comprimido ausente) | Paciente recebe dose incompleta | 9 | Sistema de visão descalibrado | 3 | Inspeção por câmera a cada 2 horas | 5 | 135 | Aumentar frequência de inspeção para a cada 30 min; adicionar alarme em tempo real |
| Selar folha de blister | Vedação fraca | Entrada de umidade, vida útil reduzida | 7 | Temperatura do prato de calor abaixo da especificação | 4 | Verificação manual de temperatura no início do turno | 7 | 196 | Instalar monitoramento contínuo de temperatura com desligamento automático |
| Imprimir número do lote | Impressão ilegível | Falha de rastreabilidade, risco de recall | 8 | Cartucho de tinta com nível baixo | 5 | Verificação visual pelo operador | 6 | 240 | Adicionar sensor de nível de tinta com alerta antes do limite |
| Embalagem final em caixa | Produto errado na caixa | Troca de produto, risco à segurança do paciente | 9 | Ausência de etapa de verificação do produto | 2 | Auditoria de rótulo a cada 100 unidades | 5 | 90 | Adicionar verificação por leitura de código de barras na estação de embalagem |
| Rotulagem de caixa | Rótulo mal aplicado | Produto não conforme enviado | 6 | Tensão do alimentador de rótulos inconsistente | 3 | Auditoria ao final do turno | 7 | 126 | Calibrar alimentador de rótulos semanalmente; adicionar câmera de inspeção online |
Neste exemplo, "Impressão ilegível" tem o RPN mais alto, de 240. A ação corretiva tem como alvo a causa raiz (tinta com nível baixo não é detectada) em vez de apenas adicionar mais inspeções a jusante.
FMEA vs Outras Ferramentas de Risco
O FMEA é uma das várias ferramentas para analisar falhas e causas. Veja como ele se compara àquelas que as equipes mais frequentemente usam ao seu lado.
| Ferramenta | Pergunta Principal | Resultado | Melhor Para |
|---|---|---|---|
| FMEA | O que pode falhar, o quão grave é e conseguimos detectar? | Planilha com pontuações e prioridades de RPN | Priorização proativa de riscos antes ou durante mudanças de processo |
| Diagrama de Ishikawa | Quais são as possíveis causas deste problema? | Mapa visual de causas agrupadas por categoria | Brainstorming de causa raiz após a ocorrência de um defeito |
| 5 Whys | Qual é a causa raiz deste problema específico? | Cadeia de causas até a raiz | Análise rápida de causa raiz para um problema conhecido |
| HAZOP | E se esta variável de processo se desviar do design? | Tabela de riscos baseada em desvios | Análise de segurança química, de processo e de instalações |
O FMEA e o diagrama de Ishikawa são complementos naturais. Use o diagrama de Ishikawa para fazer brainstorming de todas as causas potenciais de um modo de falha (Etapa 4 acima) e, em seguida, use o FMEA para pontuar e priorizar essas causas. Você frequentemente os executará na mesma sessão.
Programas de total quality management tipicamente incorporam o FMEA como ferramenta padrão em seu kit de planejamento da qualidade, especialmente durante revisões de design de processo.
Erros Comuns e Melhores Práticas
Erros a evitar:
- Pontuar individualmente. O FMEA feito solo produz pontuações otimistas. A pontuação em equipe expõe divergências que revelam lacunas reais de conhecimento sobre o processo.
- Pular o recálculo. Se você não reavalia após implementar as ações, não tem evidências de que algo melhorou. A comparação de RPN antes e depois é a prova.
- Usar o FMEA como uma caixa de seleção. Uma pasta FMEA concluída que ninguém lê não tem valor. O documento é valioso apenas pelas ações que gera.
- Tratar todo RPN alto da mesma forma. Um RPN de 200 com S=10, O=2, D=10 tem um perfil de risco diferente de S=5, O=8, D=5. Analise as pontuações individuais, não apenas o total.
- Ignorar itens com RPN baixo, mas severidade alta. Uma falha com S=10 que é atualmente rara (O=1) pode se tornar comum se o volume, os materiais ou os operadores mudarem. Sinalize itens de alta severidade para monitoramento mesmo quando o RPN é baixo.
Melhores práticas:
- Comece com um value stream map ou mapa de processos antes da sessão de FMEA. As equipes pontuam melhor quando conseguem ver o processo visualmente.
- Revise o FMEA sempre que o processo mudar, não apenas no lançamento inicial.
- Mantenha um documento vivo em vez de um registro pontual. Atualize as pontuações de Ocorrência e Detecção à medida que controles são adicionados.
- Vincule cada ação corretiva aos seus procedimentos operacionais padrão para que a correção se torne parte das operações normais.
- Combine o FMEA com revisões de processo da metodologia Lean para identificar tanto desperdícios quanto riscos em uma única passagem.
Perguntas Frequentes
O que significa FMEA? FMEA significa failure mode and effects analysis (análise de modos de falha e efeitos). O nome descreve exatamente o que a ferramenta faz: ela identifica modos de falha (as formas como um processo ou produto pode falhar), analisa seus efeitos (o que acontece quando falham) e os pontua para que as equipes possam priorizar os riscos mais importantes.
O que é um RPN no FMEA? RPN significa Risk Priority Number. É calculado multiplicando três pontuações, cada uma em uma escala de 1 a 10: Severidade (o quão grave é o efeito da falha), Ocorrência (com que frequência a falha provavelmente acontecerá) e Detecção (o quão improvável é que os controles atuais a identifiquem). A fórmula é: RPN = S x O x D. O resultado varia de 1 a 1000. RPNs mais altos indicam modos de falha de maior prioridade que exigem ação corretiva.
Qual é a diferença entre DFMEA e PFMEA? O Design FMEA (DFMEA) analisa potenciais falhas em um design de produto, antes de o design ser finalizado. É usado por equipes de desenvolvimento de produto e engenharia. O Process FMEA (PFMEA) analisa potenciais falhas no processo de fabricação ou de serviço que produz ou entrega o produto. O PFMEA é usado por equipes de operações e qualidade e é o tipo mais comum no trabalho cotidiano de melhoria de processos.
Quando usar o FMEA? O FMEA é mais valioso antes que um problema aconteça, não depois. Use-o ao lançar um novo processo ou produto, antes de fazer uma mudança significativa de processo, durante a fase Improve de um projeto DMAIC do Six Sigma, ou durante qualquer revisão de planejamento de qualidade regulatória (comum em dispositivos médicos, setor automotivo e aeroespacial). É uma ferramenta proativa, não reativa. Após a ocorrência de um problema, um diagrama de Ishikawa ou uma análise dos 5 Whys é mais rápida e direcionada.
Qual limite de RPN deve acionar uma ação corretiva? Não há uma regra universal, mas um ponto de partida comum é RPN acima de 100 a 125. Porém, o RPN sozinho não deve ser o único gatilho. Qualquer modo de falha com Severidade de 9 ou 10 merece atenção independentemente do RPN, porque a consequência dessa falha é séria demais para ficar sem resposta. Muitas equipes usam uma combinação: ação obrigatória acima de RPN 100, mais revisão obrigatória para qualquer S maior ou igual a 9.
O FMEA funciona porque pega uma pergunta que toda equipe de operações já faz ("o que pode dar errado?") e a transforma em uma lista pontuada e priorizada com responsáveis e prazos. O rigor é o que faz a diferença. Equipes que o tratam como um documento vivo e fecham o ciclo nas ações corretivas consistentemente superam as que preenchem a planilha e a arquivam.

Senior Operations & Growth Strategist
On this page
- O Que É o FMEA?
- Fatos Relevantes
- Tipos de FMEA
- O RPN: Severidade, Ocorrência e Detecção
- Severidade (S): Quão grave é o efeito se esta falha acontecer?
- Ocorrência (O): Com que frequência esta falha provavelmente ocorrerá?
- Detecção (D): Qual é a probabilidade de os controles atuais identificarem a falha antes de chegar ao cliente?
- Como Conduzir um FMEA
- Etapa 1: Montar a Equipe Certa
- Etapa 2: Definir o Escopo
- Etapa 3: Listar Todas as Funções e Modos de Falha
- Etapa 4: Identificar Efeitos e Causas
- Etapa 5: Pontuar Severidade, Ocorrência e Detecção
- Etapa 6: Calcular o RPN e Priorizar
- Etapa 7: Definir Ações Corretivas
- Etapa 8: Recalcular o RPN Após as Ações
- Exemplo de FMEA
- FMEA vs Outras Ferramentas de Risco
- Erros Comuns e Melhores Práticas
- Perguntas Frequentes