FMEA: Failure Mode and Effects Analysis Explicado
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
FMEA (failure mode and effects analysis) es la forma en que los equipos de ingeniería y operaciones detienen los problemas antes de que lleguen al cliente. Si su equipo alguna vez se ha preguntado "¿qué podría salir mal y qué tan grave sería?", FMEA es la forma estructurada de responder esa pregunta.
Qué es FMEA
FMEA es un método estructurado para identificar los fallos potenciales en un producto, proceso o sistema, determinar sus causas y efectos, y priorizarlos por riesgo para que el equipo pueda actuar primero sobre los elementos de mayor prioridad.
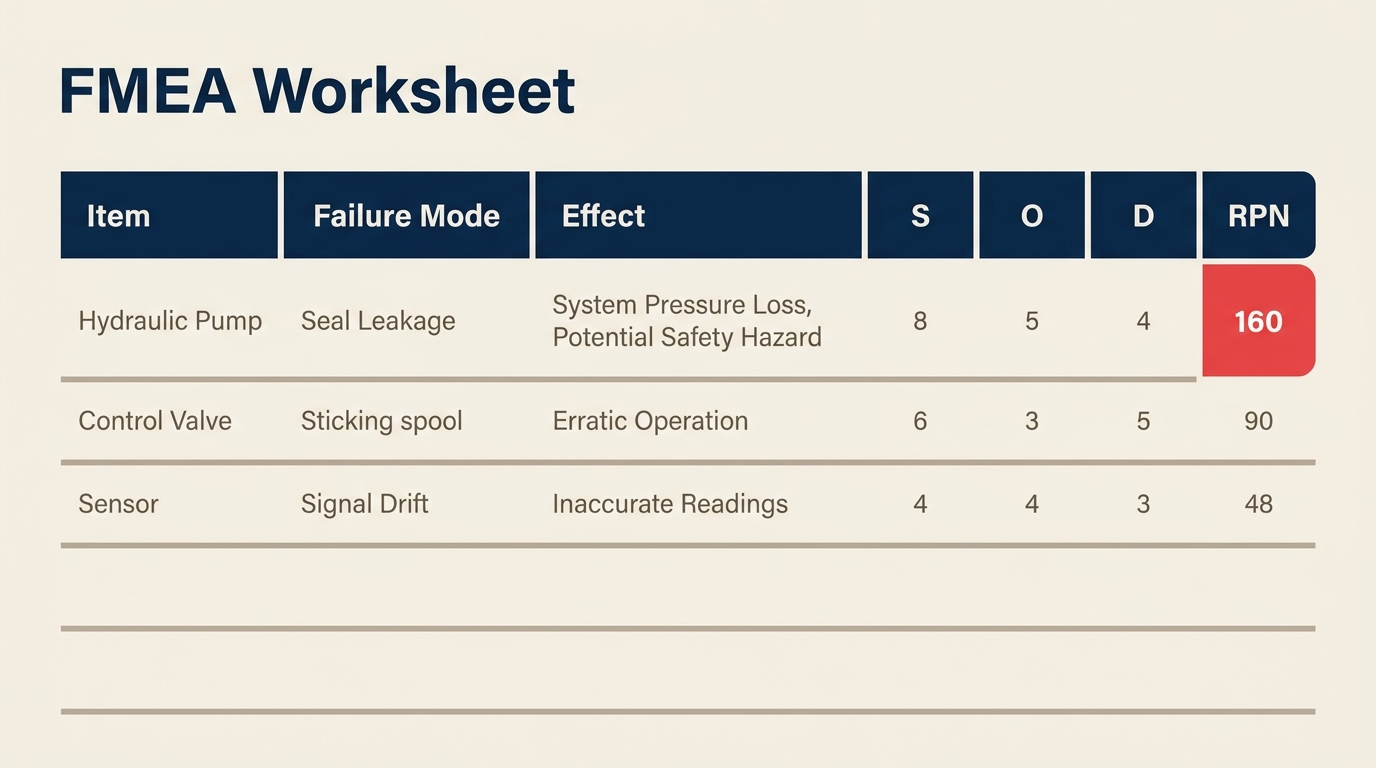
El resultado es una hoja de trabajo con puntuaciones. Cada modo de fallo recibe un Risk Priority Number (RPN) basado en tres factores: la gravedad del fallo, la frecuencia con la que es probable que ocurra y la eficacia de los controles actuales para detectarlo antes de que cause daño. Los equipos concentran entonces sus esfuerzos de mejora en los modos de fallo con los RPN más altos.
FMEA no solo documenta qué podría salir mal. Obliga a los equipos multifuncionales a pensar en los fallos de manera sistemática, antes de que comience la producción o antes de que un cambio de proceso entre en vigor.
Datos Clave
FMEA fue formalizado por primera vez por el ejército de los EE. UU. en MIL-P-1629, publicado en 1949, desarrollado originalmente para evaluar los fallos de sistemas de armas y equipos en relación con la seguridad y el éxito de las misiones.
La NASA adoptó FMEA para el programa Apollo en la década de 1960 como parte de sus prácticas de ingeniería de confiabilidad, y el método se extendió desde allí a las industrias aeroespacial y automotriz.
AIAG y VDA publicaron un manual conjunto de FMEA en 2019, actualmente el estándar de referencia global para DFMEA y PFMEA en el sector automotriz, sustituyendo a ediciones anteriores de ambas organizaciones.
Tipos de FMEA
FMEA no es universal. El alcance determina qué tipo se necesita.
| Tipo de FMEA | Nombre completo | Enfoque | Cuándo usar |
|---|---|---|---|
| DFMEA | Design FMEA | Diseño del producto y sus componentes | Durante el desarrollo del producto, antes de que el diseño esté finalizado |
| PFMEA | Process FMEA | Pasos del proceso de manufactura o servicio | Antes de lanzar o modificar un proceso de producción |
| SFMEA | System FMEA | Interacción entre subsistemas | Sistemas complejos donde el fallo en la interfaz importa más |
Design FMEA (DFMEA) examina si el diseño del producto en sí podría fallar. Si un componente plástico se agrieta bajo estrés térmico o un módulo de software falla bajo alta carga, ese es un modo de fallo de diseño. DFMEA ocurre en etapas tempranas, mientras los equipos de ingeniería aún pueden cambiar planos o especificaciones.
Process FMEA (PFMEA) examina qué podría salir mal en el proceso que fabrica o entrega el producto. Incluso un diseño perfecto producirá defectos si los pasos de ensamblaje son deficientes. PFMEA es el tipo más común en manufactura y operaciones de servicios, y es el más directamente vinculado a los proyectos de mejora de Six Sigma.
System FMEA amplía el enfoque para examinar cómo interactúan los subsistemas. Es común en aeroespacial y defensa cuando el punto de fallo no es ningún componente individual, sino la interfaz entre ellos.
Para la mayoría de los equipos de operaciones y calidad, PFMEA es el punto de partida. Se encontrará con DFMEA al trabajar con desarrollo de productos, y el FMEA de sistema principalmente en industrias altamente reguladas.
El RPN: Severity, Occurrence y Detection
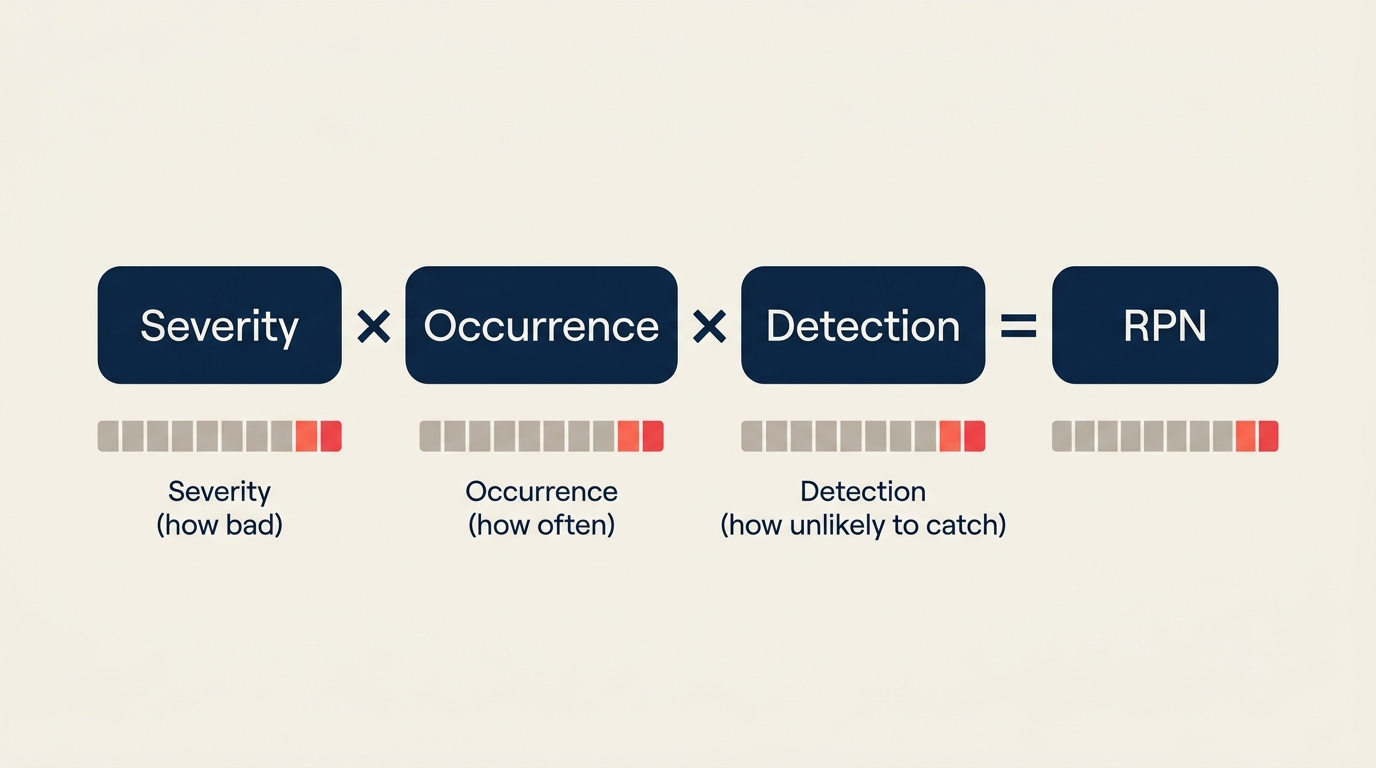
El Risk Priority Number (RPN) es el mecanismo central de puntuación de FMEA. Es una fórmula simple:
RPN = Severity (S) x Occurrence (O) x Detection (D)
Cada factor se puntúa en una escala del 1 al 10, por lo que el RPN va de 1 (riesgo insignificante) a 1000 (riesgo máximo). Esto es lo que significa cada dimensión y cómo puntuarla:
Severity (S): ¿Qué tan grave es el efecto si ocurre este fallo?
| Puntuación | Descripción |
|---|---|
| 1 | Sin efecto en el producto o proceso |
| 2-3 | Efecto menor, el cliente puede no notarlo |
| 4-6 | Efecto moderado, el cliente lo nota y queda insatisfecho |
| 7-8 | Efecto alto, el producto parcialmente inoperable, el cliente muy insatisfecho |
| 9 | Severidad muy alta, problema de seguridad o regulatorio con advertencia |
| 10 | Peligroso sin advertencia, posible lesión o fallo de función de seguridad |
Occurrence (O): ¿Con qué frecuencia es probable que ocurra este fallo?
| Puntuación | Descripción | Tasa aproximada |
|---|---|---|
| 1 | Extremadamente improbable | Menos de 1 en 1.500.000 |
| 2-3 | Probabilidad baja | 1 en 150.000 a 1 en 15.000 |
| 4-6 | Probabilidad moderada | 1 en 2.000 a 1 en 400 |
| 7-8 | Probabilidad alta | 1 en 80 a 1 en 20 |
| 9-10 | Muy alta, casi segura | 1 en 8 o con mayor frecuencia |
Detection (D): ¿Qué probabilidad tienen los controles actuales de detectar el fallo antes de que llegue al cliente?
| Puntuación | Descripción |
|---|---|
| 1 | Detección casi segura; el control siempre lo detectará |
| 2-3 | Alta probabilidad de detección |
| 4-6 | Probabilidad moderada de detección |
| 7-8 | Baja probabilidad de detección; el control difícilmente lo detectará |
| 9-10 | Sin control conocido; el fallo casi con certeza llega al cliente |
Tenga en cuenta que Detection es contraintuitivo: una puntuación de 1 es buena (la detección es casi segura), mientras que una puntuación de 10 es mala (no existen controles). Los equipos suelen confundir esta dirección, por lo que vale la pena confirmarla con el equipo antes de puntuar.
Cómo Realizar un FMEA
Un FMEA bien ejecutado sigue una secuencia consistente. Omitir pasos, especialmente la revisión del equipo y el seguimiento de acciones, es lo que convierte al FMEA en un ejercicio burocrático en lugar de una herramienta real de reducción de riesgos.
Paso 1: Reunir al equipo adecuado
FMEA funciona mejor como un ejercicio multifuncional. Para un PFMEA, incluya a ingenieros de proceso, operadores, personal de calidad y a todos los que tocan el proceso a diario. Los operadores a menudo conocen modos de fallo que nunca aparecen en la documentación. Apunte a 4-7 personas; los grupos más grandes ralentizan la puntuación sin mejorar la precisión.
Paso 2: Definir el alcance
Acuerde qué proceso o sistema cubre el FMEA. Un diagrama SIPOC es útil aquí para mapear los límites del proceso. Sin un alcance claro, los equipos o van demasiado amplio (el FMEA se vuelve inmanejable) o demasiado estrecho (modos de fallo importantes quedan fuera del límite y se pasan por alto).
Paso 3: Listar todas las funciones y modos de fallo
Para cada paso del proceso o componente, pregúntese: "¿De qué manera podría este paso no cumplir su función prevista?" Un paso puede tener múltiples modos de fallo. Escríbalos con el nivel de detalle adecuado. "La máquina falla" es demasiado vago. "La llave de torque aplica torque insuficiente durante el apriete del perno" es accionable.
Paso 4: Identificar efectos y causas
Para cada modo de fallo, determine dos cosas: qué ocurre aguas abajo si se produce este fallo (el efecto), y qué causa el fallo en primer lugar. Un diagrama fishbone es una herramienta práctica para generar causas sistemáticamente en categorías como equipos, materiales, métodos y personal.
Paso 5: Puntuar Severity, Occurrence y Detection
Use las escalas del 1 al 10 anteriores. Puntúe como equipo, no de manera individual. Cuando las puntuaciones difieren significativamente (una persona dice 3, otra dice 8), ese desacuerdo revela diferentes suposiciones sobre el proceso. Esas conversaciones son valiosas.
Paso 6: Calcular el RPN y priorizar
Multiplique S x O x D para obtener el RPN de cada modo de fallo. Ordene por RPN de mayor a menor. Muchos equipos establecen un umbral de RPN (comúnmente 100 o 125) por encima del cual se requieren acciones correctivas, pero la clasificación del RPN por sí sola no cuenta toda la historia. Un modo de fallo con S=10 y RPN=80 merece atención aunque esté por debajo del umbral, debido a la severidad.
Paso 7: Definir acciones correctivas
Para los modos de fallo de alta prioridad, asigne una acción correctiva específica, un responsable y una fecha objetivo de finalización. Las acciones deben reducir la Occurrence (corregir la causa raíz) o mejorar la Detection (añadir un control). Reducir la Severity a menudo requiere un cambio de diseño, lo que es más difícil en PFMEA pero posible en DFMEA.
Conecte este paso con su ciclo más amplio de DMAIC o PDCA. FMEA identifica los problemas; su proceso de mejora implementa las soluciones.
Paso 8: Recalcular el RPN tras las acciones
Una vez implementadas las acciones correctivas, vuelva a puntuar Occurrence y Detection (Severity rara vez cambia sin un cambio de diseño). El nuevo RPN documenta la reducción de riesgo lograda y confirma si la acción funcionó. Este paso de cierre es lo que distingue un FMEA vivo de un documento puntual.
Ejemplo de FMEA
A continuación se presenta un ejemplo práctico de PFMEA para una línea de envasado de tabletas en una instalación farmacéutica.
| Paso del proceso / Función | Modo de fallo | Efecto | S | Causa potencial | O | Controles actuales | D | RPN | Acción recomendada |
|---|---|---|---|---|---|---|---|---|---|
| Llenar tableta en blíster | Llenado incompleto (tableta faltante) | El paciente recibe dosis incompleta | 9 | Sistema de visión mal calibrado | 3 | Inspección de cámara cada 2 horas | 5 | 135 | Aumentar frecuencia de inspección a cada 30 min; añadir alarma en tiempo real |
| Sellar hoja de blíster | Sellado débil | Ingreso de humedad, reducción de vida útil | 7 | Temperatura del plato calefactor por debajo de la especificación | 4 | Verificación manual de temperatura al inicio del turno | 7 | 196 | Instalar monitoreo continuo de temperatura con paro automático |
| Imprimir número de lote | Impresión ilegible | Fallo de trazabilidad, riesgo de retiro | 8 | Cartucho de tinta con nivel bajo | 5 | Verificación visual por operador | 6 | 240 | Añadir sensor de nivel de tinta con alerta antes del umbral |
| Empaque final en caja | Producto incorrecto en la caja | Confusión, riesgo de seguridad del paciente | 9 | Sin paso de verificación del producto | 2 | Auditoría de etiqueta cada 100 unidades | 5 | 90 | Añadir verificación por código de barras en la estación de empaque |
| Etiquetado de caja | Etiqueta mal aplicada | Producto no conforme enviado | 6 | Tensión del alimentador de etiquetas inconsistente | 3 | Auditoría al final del turno | 7 | 126 | Calibrar alimentador de etiquetas semanalmente; añadir cámara de inspección en línea |
En este ejemplo, "Impresión ilegible" tiene el RPN más alto con 240. La acción correctiva apunta a la causa raíz (el nivel bajo de tinta no se detecta) en lugar de simplemente añadir más inspecciones aguas abajo.
FMEA vs Otras Herramientas de Riesgo
FMEA es una de varias herramientas para analizar fallos y causas. Así se compara con las que los equipos más frecuentemente usan junto a ella.
| Herramienta | Pregunta principal | Resultado | Mejor para |
|---|---|---|---|
| FMEA | ¿Qué podría fallar, qué tan grave es y podemos detectarlo? | Hoja de trabajo puntuada con prioridades RPN | Priorización proactiva de riesgos antes o durante cambios de proceso |
| Diagrama Fishbone | ¿Cuáles son las posibles causas de este problema? | Mapa visual de causas agrupadas por categoría | Lluvia de ideas de causa raíz después de que ocurre un defecto |
| 5 Whys | ¿Cuál es la causa raíz de este problema específico? | Cadena de causas hasta la raíz | Análisis rápido de causa raíz para un problema conocido |
| HAZOP | ¿Qué pasa si esta variable del proceso se desvía del diseño? | Tabla de riesgos basada en desviaciones | Análisis de seguridad en plantas químicas y de proceso |
FMEA y el diagrama fishbone son complementos naturales. Use el fishbone para generar todas las causas potenciales de un modo de fallo (Paso 4 anterior), luego use FMEA para puntuar y priorizar esas causas. Con frecuencia se ejecutan en la misma sesión.
Los programas de gestión de calidad total típicamente integran FMEA como herramienta estándar en su kit de planificación de calidad, especialmente durante las revisiones de diseño de procesos.
Errores Comunes y Mejores Prácticas
Errores que hay que evitar:
- Puntuar de manera individual. El FMEA realizado en solitario produce puntuaciones optimistas. La puntuación en equipo revela desacuerdos que reflejan brechas de conocimiento reales sobre el proceso.
- Saltarse el recálculo. Si no vuelve a puntuar después de implementar las acciones, no tiene evidencia de que algo mejoró. La comparación de RPN antes/después es la prueba.
- Usar FMEA como una casilla de verificación. Una carpeta de FMEA completa que nadie lee no tiene valor. El documento solo tiene valor según las acciones que impulsa.
- Tratar todos los RPN altos de la misma manera. Un RPN de 200 con S=10, O=2, D=10 es un perfil de riesgo diferente al de S=5, O=8, D=5. Revise las puntuaciones individuales, no solo el total.
- Ignorar los elementos de bajo RPN con alta severidad. Un fallo con S=10 que actualmente es raro (O=1) puede volverse común si cambian el volumen, los materiales o los operadores. Marque los elementos de alta severidad para monitoreo incluso cuando el RPN sea bajo.
Mejores prácticas:
- Comience con un value stream map o mapa de procesos antes de la sesión FMEA. Los equipos puntúan mejor cuando pueden ver el proceso visualmente.
- Revise el FMEA cada vez que el proceso cambie, no solo en el lanzamiento inicial.
- Mantenga un documento vivo en lugar de una instantánea puntual. Actualice las puntuaciones de Occurrence y Detection a medida que se añaden controles.
- Vincule cada acción correctiva a sus procedimientos operativos estándar para que la corrección se convierta en parte de las operaciones normales.
- Combine FMEA con las revisiones de procesos de metodología lean para identificar tanto el desperdicio como el riesgo en una sola pasada.
Preguntas Frecuentes
¿Qué significa FMEA? FMEA significa failure mode and effects analysis. El nombre describe exactamente lo que hace la herramienta: identifica los modos de fallo (las formas en que un proceso o producto puede fallar), analiza sus efectos (qué ocurre cuando fallan) y los puntúa para que los equipos puedan priorizar los riesgos más importantes.
¿Qué es un RPN en FMEA? RPN significa Risk Priority Number. Se calcula multiplicando tres puntuaciones, cada una en una escala del 1 al 10: Severity (qué tan grave es el efecto del fallo), Occurrence (con qué frecuencia es probable que ocurra el fallo) y Detection (qué tan improbable es que los controles actuales lo detecten). La fórmula es: RPN = S x O x D. El resultado va de 1 a 1000. Los RPN más altos indican modos de fallo de mayor prioridad que requieren acción correctiva.
¿Cuál es la diferencia entre DFMEA y PFMEA? Design FMEA (DFMEA) analiza los fallos potenciales en el diseño de un producto, antes de que el diseño esté finalizado. Lo usan los equipos de desarrollo de productos e ingeniería. Process FMEA (PFMEA) analiza los fallos potenciales en el proceso de manufactura o servicio que produce o entrega el producto. Lo usan los equipos de operaciones y calidad, y es el tipo más común en el trabajo cotidiano de mejora de procesos.
¿Cuándo debe usarse FMEA? FMEA es más valioso antes de que ocurra un problema, no después. Úselo al lanzar un nuevo proceso o producto, antes de realizar un cambio de proceso significativo, durante la fase Improve de un proyecto DMAIC de Six Sigma, o durante cualquier revisión de planificación de calidad regulatoria (común en dispositivos médicos, automotriz y aeroespacial). Es una herramienta proactiva, no reactiva. Después de que ocurra un problema, un diagrama fishbone o un análisis de los 5 Whys es más rápido y específico.
¿Qué umbral de RPN debe desencadenar una acción correctiva? No hay una regla universal, pero un punto de partida común es un RPN mayor de 100-125. Sin embargo, el RPN por sí solo no debería ser el único disparador. Cualquier modo de fallo con Severity de 9 o 10 merece atención independientemente del RPN, porque la consecuencia de ese fallo es demasiado grave para dejarlo sin atender. Muchos equipos usan una combinación: acción obligatoria por encima de RPN 100, más revisión obligatoria para cualquier S mayor o igual a 9.
FMEA funciona porque toma una pregunta que todos los equipos de operaciones ya se hacen ("¿qué podría salir mal?") y la convierte en una lista priorizada con puntuaciones, responsables y fechas límite. El rigor es lo que marca la diferencia. Los equipos que lo tratan como un documento vivo y cierran el ciclo sobre las acciones correctivas superan consistentemente a los que completan la hoja de trabajo y la archivan.

Senior Operations & Growth Strategist
On this page
- Qué es FMEA
- Datos Clave
- Tipos de FMEA
- El RPN: Severity, Occurrence y Detection
- Severity (S): ¿Qué tan grave es el efecto si ocurre este fallo?
- Occurrence (O): ¿Con qué frecuencia es probable que ocurra este fallo?
- Detection (D): ¿Qué probabilidad tienen los controles actuales de detectar el fallo antes de que llegue al cliente?
- Cómo Realizar un FMEA
- Paso 1: Reunir al equipo adecuado
- Paso 2: Definir el alcance
- Paso 3: Listar todas las funciones y modos de fallo
- Paso 4: Identificar efectos y causas
- Paso 5: Puntuar Severity, Occurrence y Detection
- Paso 6: Calcular el RPN y priorizar
- Paso 7: Definir acciones correctivas
- Paso 8: Recalcular el RPN tras las acciones
- Ejemplo de FMEA
- FMEA vs Otras Herramientas de Riesgo
- Errores Comunes y Mejores Prácticas
- Preguntas Frecuentes