Lean Methodology: Prinsip dan 8 Pembaziran
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Lean methodology ialah pendekatan sistematik untuk menghapuskan pembaziran dan memaksimumkan nilai dalam mana-mana proses, berakar pada kepercayaan bahawa setiap sumber yang digunakan tanpa mencipta nilai pelanggan adalah pembaziran. Organisasi yang berkomitmen kepada Lean bukan sahaja memangkas kos sekali, tetapi membina keupayaan kekal untuk mengesan dan menghapuskan geseran, kitaran demi kitaran.
Apakah Lean Methodology?
Lean methodology ialah falsafah dan set amalan yang menumpukan pada penyampaian lebih banyak nilai kepada pelanggan dengan sumber yang lebih sedikit, melalui pengenalpastian dan penghapusan aktiviti tanpa nilai tambah secara sistematik.
Akarnya boleh dijejaki kepada Toyota Production System (TPS), yang dibangunkan oleh Taiichi Ohno dan Eiji Toyoda semasa 1940-an hingga 1980-an. Toyota membina kereta dengan sebahagian kecil daripada bajet dan ruang lantai yang ada pada pengeluar Amerika, jadi setiap jam buruh dan setiap meter persegi inventori mesti dikira. Apa yang mereka bina menjadi sistem operasi yang paling banyak ditiru dalam sejarah. Istilah "Lean" sendiri dicipta oleh penyelidik James Womack, Daniel Jones, dan Daniel Roos dalam buku mereka tahun 1990 The Machine That Changed the World, yang memperkenalkan kaedah Toyota kepada dunia perniagaan Barat.
Fakta Utama
Toyota dan TPS: Penggunaan Toyota Production System oleh Toyota (asas kepada Lean) dikreditkan secara langsung untuk kenaikannya sebagai pengeluar kereta global nombor 1 mengikut jumlah pada 2008, gelaran yang ia pegang untuk kebanyakan tahun sejak itu (laporan tahunan Toyota; OICA).
Pengurangan masa pendahuluan: Kajian penanda aras 2023 oleh LNS Research dan IndustryWeek mendapati bahawa organisasi yang secara konsisten menerapkan prinsip Lean melaporkan pengurangan 20-40% dalam masa pendahuluan proses dalam tempoh 18 bulan selepas penggunaan yang berterusan.
Buku yang menamainya: The Machine That Changed the World (1990) telah terjual lebih satu juta naskhah dan masih menjadi teks wajib di program perniagaan dan kejuruteraan terkemuka di seluruh dunia (MIT IMVP).
5 Prinsip Teras Lean
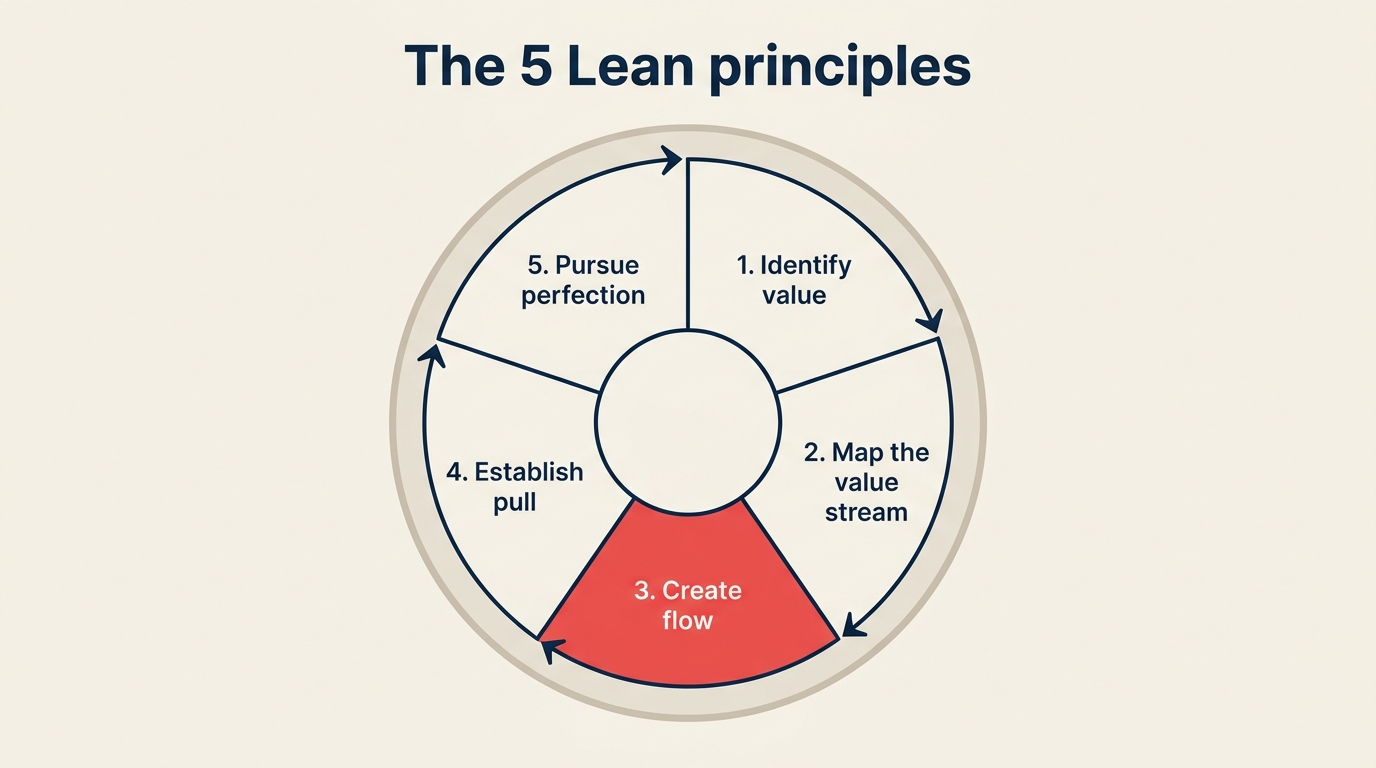
Womack dan Jones menyaring pemikiran Lean kepada lima prinsip dalam buku susulan mereka Lean Thinking (1996). Prinsip-prinsip ini masih relevan hingga kini.
1. Kenal Pasti Nilai
Nilai ditakrifkan sepenuhnya oleh pelanggan, bukan oleh jurutera, pengurus, atau akauntan. Sesuatu langkah dalam proses anda hanya mempunyai nilai jika pelanggan sanggup membayarnya, dan hanya dalam bentuk dan pada masa yang mereka kehendaki.
- Tanya: "Jika langkah ini tiada, adakah pelanggan akan menyedari atau peduli?"
- Petakan hasil yang dikehendaki pelanggan, bukan apa yang anda hasilkan secara dalaman.
- Pisahkan aktiviti nilai tambah daripada pembaziran yang diperlukan (seperti pematuhan peraturan) dan pembaziran tulen.
2. Petakan Aliran Nilai
Aliran nilai ialah urutan lengkap aktiviti yang diperlukan untuk menyampaikan produk atau perkhidmatan dari input mentah kepada pelanggan. Pemetaannya mendedahkan ke mana masa dan sumber sebenarnya pergi, bukan ke mana pengurus menganggapnya pergi.
- Lukis peta keadaan semasa terlebih dahulu, termasuk semua penyerahan, giliran, dan kelewatan.
- Tandakan setiap langkah sebagai nilai tambah, tanpa nilai tambah yang perlu, atau pembaziran tulen.
- Jurang antara dua peta itu adalah peta jalan penambahbaikan anda (berkaitan dengan strategi pengurusan proses).
3. Cipta Aliran
Setelah langkah-langkah pembaziran dikenal pasti, reka semula langkah-langkah nilai tambah yang tinggal supaya ia mengalir secara berterusan tanpa gangguan, penumpukan, atau penantian.
- Susun semula ruang kerja fizikal atau digital untuk mengurangkan jarak penyerahan.
- Pecahkan kelompok besar kepada kelompok yang lebih kecil, sebaik-baiknya aliran sekeping tunggal.
- Selaraskan kapasiti setiap langkah dengan langkah berikutnya supaya kerja tidak pernah tertimbun dalam giliran.
4. Tetapkan Sistem Tarik
Dalam sistem tarik, kerja dicetuskan oleh permintaan hiliran yang sebenar, bukan ramalan atau jadual pengeluaran. Tiada apa yang dibuat sehingga isyarat tiba bahawa ia diperlukan.
- Gunakan isyarat Kanban (kad, bendera digital, amaran inventori rendah) untuk mencetuskan pengisian semula.
- Gantikan laporan kelompok bulanan dengan papan pemuka masa nyata supaya sistem bertindak balas kepada permintaan sebenar.
- Sistem tarik mengecilkan inventori, memendekkan masa pendahuluan, dan mendedahkan masalah kapasiti dengan serta-merta.
5. Kejar Kesempurnaan
Lean bukan projek sekali sahaja. Setelah empat prinsip pertama mengurangkan pembaziran yang kelihatan, inventori yang lebih rendah dan aliran yang lebih pantas mendedahkan lapisan pembaziran tersembunyi seterusnya. Kesempurnaan adalah asimtot yang anda terus kejar melalui Kaizen, iaitu amalan penambahbaikan berterusan dan berperingkat.
- Jadualkan retrospektif berkala (acara Kaizen) untuk menyemak apa yang berubah dan apa yang seterusnya.
- Ukur masa kitaran, kadar kecacatan, dan kepuasan pelanggan pada setiap peringkat.
- Anggap setiap kecacatan dan kelewatan sebagai peristiwa pembelajaran, bukan peristiwa untuk dipersalahkan.
8 Pembaziran Lean (DOWNTIME)
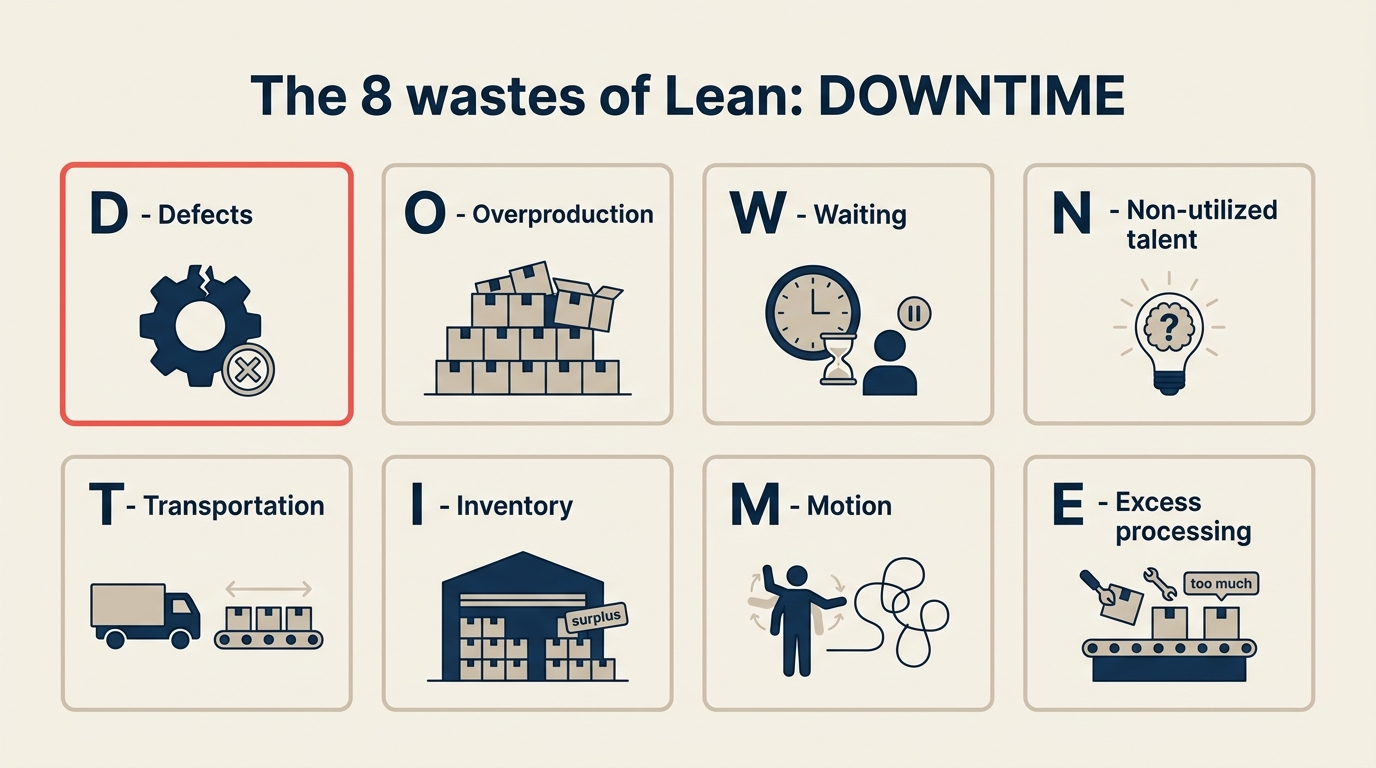
TPS asal mengenal pasti 7 pembaziran (Muda). Sambungan kemudian menambah yang kelapan: bakat yang tidak dimanfaatkan. Akronim DOWNTIME memudahkan ingatan.
| Huruf | Pembaziran | Contoh |
|---|---|---|
| D | Kecacatan (Defects) | Binaan perisian gagal kerana keperluan yang tidak didokumenkan; pasukan mengerjakan semula dua sprint kod. |
| O | Pengeluaran berlebihan (Overproduction) | Sebuah kilang mencetak 10,000 bahagian sebelum pesanan tiba; 3,000 tersimpan di gudang selama 6 bulan. |
| W | Menunggu (Waiting) | Giliran kelulusan invois tidak disentuh selama 3 hari kerana pelulus berada di zon waktu berbeza. |
| N | Bakat tidak dimanfaatkan (Non-utilized talent) | Seorang penganalisis data menghabiskan 40% minggu kerjanya menyalin baris secara manual antara hamparan. |
| T | Pengangkutan (Transportation) | Dokumen dicetak, dibawa dengan tangan ke tingkat lain, diimbas, dan dihantar e-mel, iaitu 4 pergerakan yang tidak perlu. |
| I | Inventori (Inventory) | Sebuah hospital menyimpan bekalan ubat 30 hari yang bergerak perlahan; 20% luput sebelum digunakan. |
| M | Pergerakan (Motion) | Seorang juruteknik berjalan ke pencetak dikongsi 15 kali sehari kerana pencetak tidak berdekatan dengan stesen kerja. |
| E | Pemprosesan berlebihan (Excess processing) | Laporan melalui 4 pusingan semakan pemformatan sebelum sesiapa membaca data di dalamnya. |
Rangka kerja DOWNTIME serasi dengan diagnostik pengurusan proses perniagaan kerana ia memberi pasukan perbendaharaan kata bersama untuk menamakan pembaziran tanpa menuding jari.
Alat dan Teknik Teras Lean
Lean hadir dengan set alat. Setiap alat menyasarkan jenis pembaziran tertentu dan berfungsi paling baik pada tahap kematangan proses tertentu.
| Alat | Tujuan | Bila Digunakan |
|---|---|---|
| Pemetaan aliran nilai (VSM) | Visualisasikan aliran hujung ke hujung dan cari pembaziran | Pada awal sebarang inisiatif Lean |
| 5S | Susun ruang kerja untuk keselamatan dan kecekapan | Sebelum kerja aliran dimulakan (metodologi 5S) |
| Acara Kaizen | Bengkel penambahbaikan pesat (3-5 hari) | Apabila segmen proses tertentu memerlukan tumpuan khusus |
| Kanban | Isyarat tarik visual yang mengawal kerja dalam proses | Setelah aliran diwujudkan; berterusan |
| Penyelesaian masalah A3 | Laporan masalah satu halaman yang berstruktur | Analisis punca akar untuk kecacatan berulang |
| Jidoka | "Automasi dengan sentuhan manusia": berhenti dan betulkan pada punca | Talian jumlah besar di mana kecacatan merebak dengan cepat |
| Just-in-time (JIT) | Hasilkan hanya apa yang diperlukan, apabila diperlukan | Sistem tarik matang dengan permintaan yang stabil |
| Masa Takt | Kadarkan pengeluaran agar sepadan dengan kadar permintaan pelanggan | Perancangan kapasiti dan pengimbangan talian |
| Heijunka | Ratakan jumlah dan campuran pengeluaran | Melicinkan lonjakan permintaan sebelum ia mencipta pengeluaran berlebihan |
Lean vs Six Sigma vs Lean Six Sigma
Ketiga-tiga ini sering keliru. Ia serasi tetapi menyelesaikan masalah utama yang berbeza.
| Dimensi | Lean | Six Sigma | Lean Six Sigma |
|---|---|---|---|
| Matlamat utama | Hapuskan pembaziran dan percepatkan aliran | Kurangkan variasi dan kecacatan | Hapuskan pembaziran DAN kurangkan kecacatan serentak |
| Asal usul | Toyota Production System (1940-an hingga 80-an) | Motorola (1986), dipopularkan oleh GE | Pendekatan gabungan (1990-an ke depan) |
| Alat utama | VSM, 5S, Kanban, Kaizen | DMAIC, carta kawalan, analisis regresi | Semua yang di atas |
| Tumpuan metrik | Masa pendahuluan, kecekapan aliran, kerja dalam proses | Kadar kecacatan, tahap sigma proses, Cpk | Masa pendahuluan dan kadar kecacatan |
| Paling sesuai | Proses yang lambat atau boros | Proses dengan kadar kecacatan atau variasi tinggi | Proses kompleks dengan kedua-dua masalah |
| Pensijilan | Pengamal Lean / Ketua Lean | Green Belt, Black Belt, Master Black Belt | Lean Six Sigma Green/Black Belt |
Yang mana hendak dipilih?
Mulakan dengan Lean jika kesakitan utama anda adalah kelajuan atau pembaziran. Jika pesanan mengambil masa terlalu lama untuk dipenuhi, jika pasukan anda sibuk tetapi output rendah, jika inventori terus bertimbun, ini adalah masalah Lean. Lean lebih cepat untuk dilaksanakan dan memberikan hasil yang jelas dalam beberapa minggu.
Mulakan dengan Six Sigma (menggunakan kitaran PDCA atau DMAIC) jika kesakitan utama anda adalah kualiti dan kecacatan. Jika sesuatu proses berjalan dengan pantas tetapi menghasilkan output yang tidak konsisten, produk yang gagal kawalan kualiti, perkhidmatan yang mendapat aduan, data yang sentiasa salah, itu adalah masalah variasi. Alat statistik Six Sigma akan menemui punca akar.
Pilih Lean Six Sigma apabila anda mempunyai kedua-dua masalah dan proses itu cukup matang untuk menyokong pengumpulan data bersama kerja pengurangan pembaziran. Kebanyakan organisasi besar akhirnya sampai ke sini, tetapi cuba melaksanakannya terlalu awal sering bererti tidak melakukan mana-mana dengan baik.
Cara Menjalankan Transformasi Lean dalam 5 Langkah
Langkah 1: Pilih Proses Berdampak Tinggi
Jangan cuba Lean-kan semua perkara sekaligus. Pilih satu proses dengan kesakitan yang jelas dan boleh diukur, sama ada masa pendahuluan yang lama, kadar kecacatan yang tinggi, aduan pelanggan, atau kelebihan kos. Tulis satu ayat pernyataan masalah: "Pesanan pelanggan mengambil masa 14 hari untuk dipenuhi; sasarannya ialah 5 hari." Dokumentasikan dalam garis dasar prosedur operasi standard supaya anda mempunyai sesuatu untuk dibandingkan.
Langkah 2: Petakan Keadaan Semasa
Jalankan sesi pemetaan aliran nilai bersama orang-orang yang benar-benar melakukan kerja tersebut. Ikuti proses dari hujung ke hujung dan lukis setiap langkah, setiap penyerahan, setiap giliran, dan setiap aliran data. Ukur masa kitaran, masa menunggu, dan kadar kecacatan pada setiap langkah. Bersungguh-sungguh dalam ini, kerana pasukan kerap mendapati 60-80% daripada jumlah masa pendahuluan adalah penantian tulen, bukan kerja sebenar.
Langkah 3: Kenal Pasti Pembaziran
Semak peta keadaan semasa berbanding rangka kerja DOWNTIME. Tandakan setiap langkah tanpa nilai tambah. Utamakan mengikut impak: pembaziran mana yang paling banyak menyumbang masa, kos, atau rasa kecewa pelanggan? Cari khususnya kesesakan perniagaan, iaitu langkah tunggal yang mengekang keseluruhan aliran.
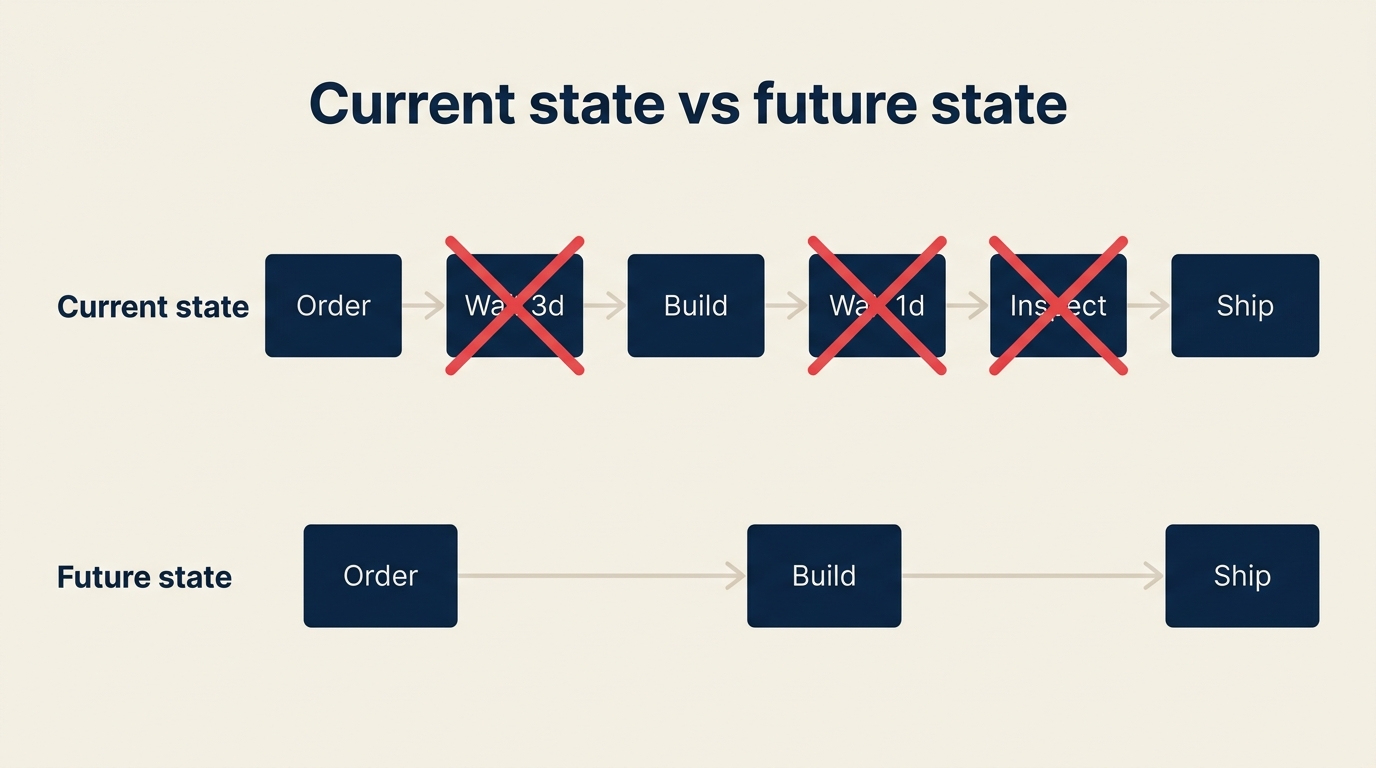
Langkah 4: Reka Bentuk dan Rintis Keadaan Masa Depan
Lukis peta keadaan masa depan dengan langkah-langkah pembaziran dialih keluar atau dikurangkan. Jangan reka semula semua perkara di atas kertas dan gulirkan ke seluruh organisasi. Rintiskan perubahan pada satu pasukan, satu lini produk, atau satu syif terlebih dahulu. Ukur metrik yang sama seperti yang anda jejaki dalam langkah 2. Rintis selama 2-4 minggu biasanya sudah mencukupi untuk mengesahkan sama ada keadaan masa depan berfungsi.
Langkah 5: Piawai dan Skalakan
Setelah rintis membuktikan hasilnya, dokumentasikan proses baharu dalam SOP yang dikemas kini dan latih semua orang pada standard baharu. Kemudian ulang: proses yang ditambah baik menjadi keadaan semasa yang baharu, dan anda menjalankan kitaran semula. Kesempurnaan sentiasa hanya satu lelaran lagi.
Contoh Lean Mengikut Industri
Pembuatan: Toyota
| Proses | Pembaziran Dialih Keluar | Hasil |
|---|---|---|
| Talian pemasangan enjin | Pengeluaran berlebihan, inventori, pergerakan | Pengeluaran JIT mengurangkan inventori barang siap dari minggu kepada jam |
| Pengambilan bahagian pembekal | Pengangkutan, penantian | Penghantaran terus ke talian menghapuskan gudang pusat untuk 40% bahagian |
| Pengesanan kecacatan | Kecacatan, kerja semula | Jidoka (kuasa henti talian) mengurangkan kadar kecacatan yang terlepas lebih 90% di loji sasaran |
Perisian / DevOps: Lean Startup dan Papan Kanban
| Proses | Pembaziran Dialih Keluar | Hasil |
|---|---|---|
| Senarai tugasan tertangguh pembangunan ciri | Pengeluaran berlebihan, penantian | Had kerja dalam proses pada papan Kanban mengurangkan purata masa kitaran dari 3 minggu kepada 6 hari |
| Saluran penggunaan | Kecacatan, pemprosesan berlebihan | Ujian automatik dan pembangunan berasaskan trunk mengurangkan kerja semula kira-kira 35% |
| Penemuan pelanggan | Bakat tidak dimanfaatkan | Gelung bina-ukur-belajar mengalihkan semula jam jurutera dari ciri yang tidak digunakan kepada ciri yang telah disahkan |
Penjagaan Kesihatan: Virginia Mason Medical Center (Seattle)
| Proses | Pembaziran Dialih Keluar | Hasil |
|---|---|---|
| Masa pusingan ujian makmal kanser | Penantian, pergerakan | Aliran makmal yang direka semula mengurangkan masa pusingan dari 4 hari kepada hari yang sama |
| Daftar masuk pesakit | Pemprosesan berlebihan, pergerakan | Daftar masuk aliran sekeping tunggal menghapuskan kertas kerja berganda dan mengurangkan masa menunggu 53% |
| Persediaan instrumen pembedahan | Inventori, kecacatan | 5S dan kit standard mengurangkan insiden instrumen hilang sebanyak 80% |
Manfaat dan Batasan Lean
Manfaat:
- Penghantaran lebih pantas: menghapuskan masa menunggu dan penumpukan mengurangkan masa pendahuluan secara dramatik
- Kos lebih rendah: inventori lebih sedikit, kerja semula lebih sedikit, dan pergerakan yang tidak perlu lebih sedikit mengurangkan perbelanjaan operasi
- Kualiti lebih baik: menangkap kecacatan di punca (jidoka) menghalangnya daripada berganda ke hiliran
- Semangat lebih tinggi: orang menghabiskan masa untuk kerja yang bernilai dan bukannya jalan keluar sementara
- Disiplin yang boleh diskala: prinsip yang sama terpakai kepada pasukan 5 orang atau kilang 50,000 orang
Batasan:
- Bergantung pada budaya: Lean gagal tanpa sokongan kepimpinan dan keselamatan psikologi (orang tidak akan mendedahkan pembaziran jika mereka takut dipersalahkan)
- Memerlukan usaha berterusan: acara Kaizen sekali sahaja tanpa tindak lanjut menghasilkan keputusan sementara
- Kerapuhan JIT: sistem tarik yang dibina untuk kecekapan mempunyai ruang yang rendah; kejutan rantaian bekalan (seperti gangguan pandemik) mendedahkan kelemahan ini
- Lapar data: mengukur masa Takt, masa kitaran, dan kadar kecacatan memerlukan disiplin proses yang lebih tinggi daripada kebanyakan organisasi bermula
- Bukan peluru perak untuk variasi: Lean mengurangkan pembaziran tetapi tidak menghapuskan punca akar kecacatan seperti yang dilakukan Six Sigma
Soalan Lazim
Apakah 5 prinsip Lean?
Lima prinsip Lean ialah: (1) kenal pasti nilai dari perspektif pelanggan, (2) petakan aliran nilai untuk mendedahkan pembaziran, (3) cipta aliran dengan menghapuskan gangguan, (4) tetapkan sistem tarik supaya kerja dicetuskan oleh permintaan, dan (5) kejar kesempurnaan melalui penambahbaikan berterusan. Prinsip-prinsip ini diformalisasikan oleh Womack dan Jones dalam Lean Thinking (1996).
Apakah maksud DOWNTIME dalam Lean?
DOWNTIME adalah akronim untuk 8 pembaziran Lean: Defects (Kecacatan), Overproduction (Pengeluaran berlebihan), Waiting (Menunggu), Non-utilized talent (Bakat tidak dimanfaatkan), Transportation (Pengangkutan), Inventory (Inventori), Motion (Pergerakan), dan Excess processing (Pemprosesan berlebihan). Toyota Production System asal menyenaraikan 7 pembaziran; bakat yang tidak dimanfaatkan ditambah kemudian untuk mencerminkan konteks kerja berpengetahuan.
Apakah perbezaan antara Lean dan Six Sigma?
Lean menyasarkan pembaziran dan kelajuan: ia menghapuskan langkah yang tidak menambah nilai dan mereka semula aliran supaya kerja bergerak lebih pantas. Six Sigma menyasarkan variasi dan kecacatan: ia menggunakan kaedah statistik untuk menemui dan menghapuskan punca akar ketidakkonsistenan. Kedua-duanya meningkatkan kualiti, tetapi ia menyerang masalah yang berbeza. Banyak organisasi menggabungkannya sebagai Lean Six Sigma.
Adakah Lean hanya untuk pembuatan?
Tidak. Lean bermula dalam pembuatan tetapi telah berjaya diterapkan dalam pembangunan perisian (Lean startup, agile), penjagaan kesihatan (Virginia Mason, ThedaCare), perkhidmatan kewangan, logistik, dan kerajaan. Mana-mana proses yang mempunyai langkah, penyerahan, dan pelanggan boleh mendapat manfaat daripada pemikiran Lean.
Apakah kaedah lean startup, dan adakah ia sama dengan Lean?
Kaedah lean startup, yang dipopularkan oleh Eric Ries dalam bukunya tahun 2011, meminjam dari pembuatan Lean tetapi terpakai kepada pembangunan produk dalam syarikat permulaan. Gelung teras, iaitu bina produk minimum yang berdaya maju, ukur tingkah laku pelanggan sebenar, dan belajar, mencerminkan idea Lean tentang sistem tarik (bina hanya apa yang diperlukan) dan kesempurnaan (lelaran secara berterusan). Namun, lean startup menumpukan khusus pada pengesahan hipotesis perniagaan dengan cepat, manakala Lean methodology ialah sistem operasi yang lebih luas meliputi pembuatan, perkhidmatan, dan kerja berpengetahuan pada mana-mana skala.
Pasukan yang memperoleh nilai paling banyak daripada Lean bukan yang menjalankan bengkel terbaik, tetapi yang terus menjalankan bengkel seterusnya. Mulakan dengan satu proses yang menyakitkan, petakannya dengan jujur, dan hapuskan pembaziran pertama yang jelas. Tabiat terbina dari situ.

Senior Operations & Growth Strategist
On this page
- Apakah Lean Methodology?
- Fakta Utama
- 5 Prinsip Teras Lean
- 1. Kenal Pasti Nilai
- 2. Petakan Aliran Nilai
- 3. Cipta Aliran
- 4. Tetapkan Sistem Tarik
- 5. Kejar Kesempurnaan
- 8 Pembaziran Lean (DOWNTIME)
- Alat dan Teknik Teras Lean
- Lean vs Six Sigma vs Lean Six Sigma
- Cara Menjalankan Transformasi Lean dalam 5 Langkah
- Langkah 1: Pilih Proses Berdampak Tinggi
- Langkah 2: Petakan Keadaan Semasa
- Langkah 3: Kenal Pasti Pembaziran
- Langkah 4: Reka Bentuk dan Rintis Keadaan Masa Depan
- Langkah 5: Piawai dan Skalakan
- Contoh Lean Mengikut Industri
- Pembuatan: Toyota
- Perisian / DevOps: Lean Startup dan Papan Kanban
- Penjagaan Kesihatan: Virginia Mason Medical Center (Seattle)
- Manfaat dan Batasan Lean
- Soalan Lazim