Bahasa Indonesia
FMEA: Failure Mode and Effects Analysis Dijelaskan
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
FMEA, singkatan dari failure mode and effects analysis, adalah cara tim rekayasa dan operasional menghentikan masalah sebelum mencapai pelanggan. Jika tim Anda pernah bertanya "apa yang bisa salah, dan seberapa buruk dampaknya?", FMEA adalah cara terstruktur untuk menjawab pertanyaan itu.
Apa Itu FMEA?
FMEA adalah metode terstruktur untuk mengidentifikasi potensi kegagalan dalam produk, proses, atau sistem, menentukan penyebab dan efeknya, serta memprioritaskannya berdasarkan risiko sehingga tim dapat bertindak pada item prioritas tertinggi terlebih dahulu.
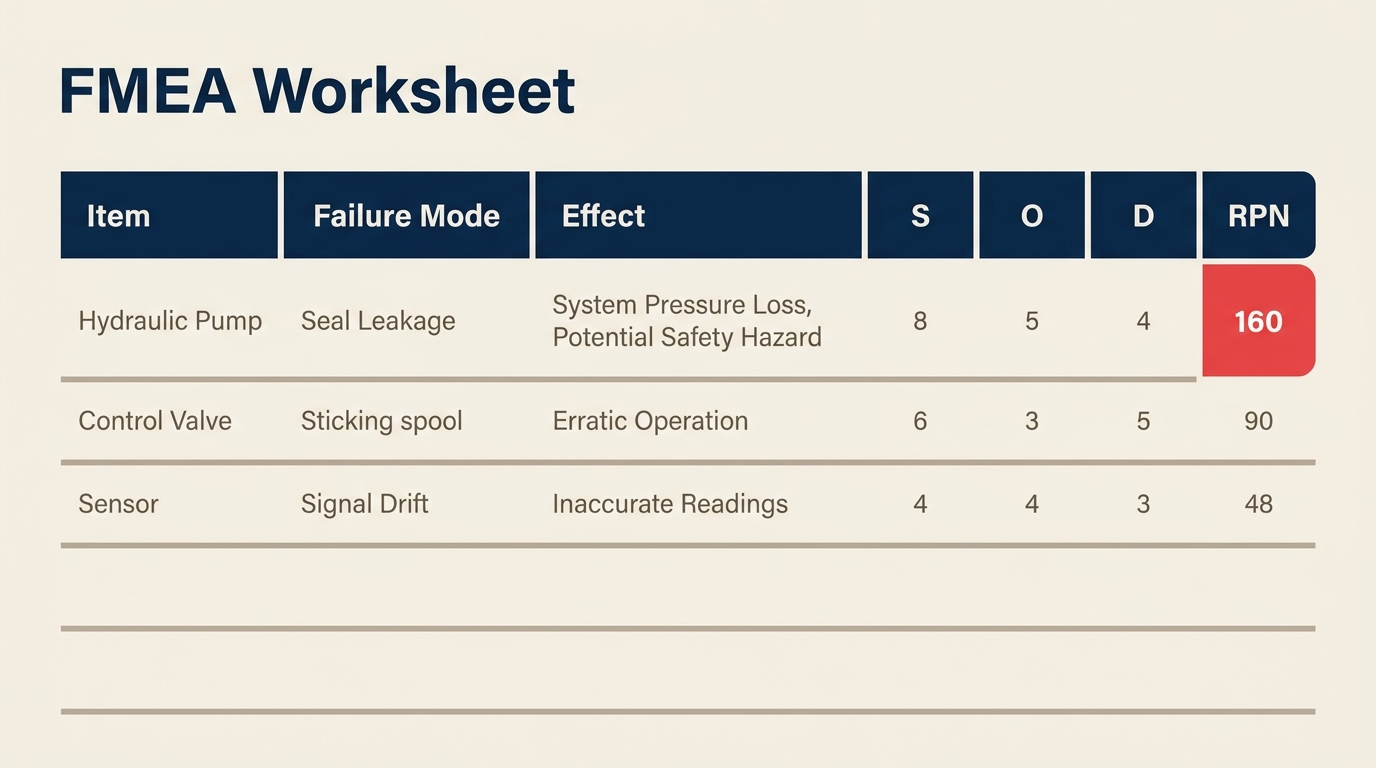
Outputnya adalah worksheet yang sudah dinilai. Setiap mode kegagalan mendapat Risk Priority Number (RPN) berdasarkan tiga faktor: seberapa parah kegagalan tersebut, seberapa sering kemungkinan terjadinya, dan seberapa baik kontrol saat ini dapat mendeteksinya sebelum menimbulkan bahaya. Tim kemudian memfokuskan upaya perbaikan mereka pada mode kegagalan dengan RPN tertinggi.
FMEA tidak hanya mendokumentasikan apa yang bisa salah. Ini memaksa tim lintas fungsi untuk memikirkan kegagalan secara sistematis, sebelum produksi dimulai atau sebelum perubahan proses diluncurkan.
Fakta Kunci
FMEA pertama kali diformalkan oleh militer AS dalam MIL-P-1629, yang diterbitkan pada tahun 1949, awalnya dikembangkan untuk mengevaluasi kegagalan sistem senjata dan peralatan demi keselamatan dan keberhasilan misi.
NASA mengadopsi FMEA untuk program Apollo pada tahun 1960-an sebagai bagian dari praktik rekayasa keandalannya, dan metode ini menyebar ke industri kedirgantaraan dan otomotif dari sana.
Automotive Industry Action Group (AIAG) dan VDA menerbitkan handbook FMEA bersama pada tahun 2019, yang kini menjadi standar referensi global untuk DFMEA dan PFMEA otomotif, menggantikan edisi sebelumnya dari kedua organisasi.
Jenis-Jenis FMEA
FMEA bukan satu ukuran untuk semua situasi. Ruang lingkup menentukan jenis yang Anda butuhkan.
| Jenis FMEA | Nama Lengkap | Fokus | Kapan Digunakan |
|---|---|---|---|
| DFMEA | Design FMEA | Desain produk dan komponen | Selama pengembangan produk, sebelum desain difinalisasi |
| PFMEA | Process FMEA | Langkah-langkah proses manufaktur atau layanan | Sebelum meluncurkan atau mengubah proses produksi |
| SFMEA | System FMEA | Interaksi antar subsistem | Sistem kompleks di mana kegagalan pada antarmuka paling penting |
Design FMEA (DFMEA) melihat apakah desain produk itu sendiri bisa gagal. Jika komponen plastik retak di bawah tekanan termal, atau modul perangkat lunak mogok di bawah beban tinggi, itu adalah mode kegagalan desain. DFMEA terjadi lebih awal, sementara tim rekayasa masih dapat mengubah gambar atau spesifikasi.
Process FMEA (PFMEA) memeriksa apa yang bisa salah dalam proses yang membuat atau mengantarkan produk. Bahkan desain yang sempurna akan menghasilkan cacat jika langkah-langkah perakitannya cacat. PFMEA adalah jenis yang lebih umum dalam manufaktur dan operasional layanan, dan yang paling langsung terkait dengan proyek perbaikan Six Sigma.
System FMEA memperluas pandangan lebih jauh untuk melihat bagaimana subsistem berinteraksi. Ini umum dalam kedirgantaraan dan pertahanan ketika titik kegagalan bukan satu komponen mana pun, melainkan antarmuka di antara mereka.
Bagi sebagian besar tim operasional dan mutu, PFMEA adalah titik awalnya. Anda akan menemukan DFMEA saat bekerja dengan pengembangan produk, dan system FMEA terutama dalam industri yang sangat diatur.
RPN: Severity, Occurrence, dan Detection
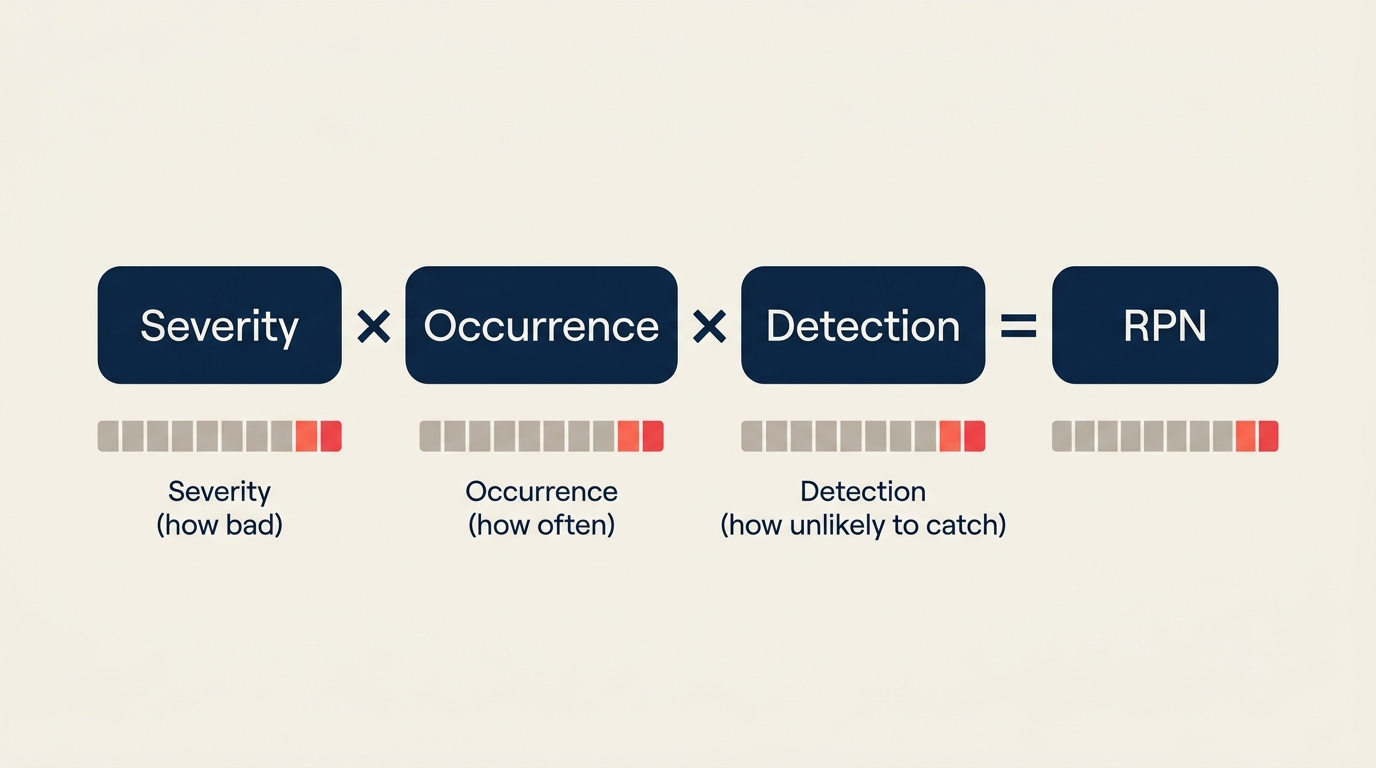
Risk Priority Number (RPN) adalah mekanisme penilaian inti dari FMEA. Ini adalah formula sederhana:
RPN = Severity (S) x Occurrence (O) x Detection (D)
Setiap faktor dinilai pada skala 1-10, sehingga RPN berkisar dari 1 (risiko dapat diabaikan) hingga 1000 (risiko maksimum). Inilah arti setiap dimensi dan cara menilainya:
Severity (S): Seberapa Buruk Efeknya Jika Kegagalan Ini Terjadi?
| Nilai | Deskripsi |
|---|---|
| 1 | Tidak ada efek pada produk atau proses |
| 2-3 | Efek minor, pelanggan mungkin tidak menyadari |
| 4-6 | Efek sedang, pelanggan menyadari dan tidak puas |
| 7-8 | Efek tinggi, produk sebagian tidak berfungsi, pelanggan sangat tidak puas |
| 9 | Severity sangat tinggi, masalah keselamatan atau regulasi dengan peringatan |
| 10 | Berbahaya tanpa peringatan, potensi cedera atau kegagalan fungsi keselamatan |
Occurrence (O): Seberapa Sering Kegagalan Ini Kemungkinan Terjadi?
| Nilai | Deskripsi | Perkiraan Tingkat |
|---|---|---|
| 1 | Sangat tidak mungkin | Kurang dari 1 dalam 1.500.000 |
| 2-3 | Probabilitas rendah | 1 dalam 150.000 hingga 1 dalam 15.000 |
| 4-6 | Probabilitas sedang | 1 dalam 2.000 hingga 1 dalam 400 |
| 7-8 | Probabilitas tinggi | 1 dalam 80 hingga 1 dalam 20 |
| 9-10 | Sangat tinggi, hampir pasti | 1 dalam 8 atau lebih sering |
Detection (D): Seberapa Besar Kemungkinan Kontrol Saat Ini Mendeteksi Kegagalan Sebelum Mencapai Pelanggan?
| Nilai | Deskripsi |
|---|---|
| 1 | Deteksi hampir pasti; kontrol akan selalu mendeteksi |
| 2-3 | Kemungkinan deteksi tinggi |
| 4-6 | Kemungkinan deteksi sedang |
| 7-8 | Kemungkinan deteksi rendah; kontrol tidak mungkin mendeteksinya |
| 9-10 | Tidak ada kontrol yang diketahui; kegagalan hampir pasti mencapai pelanggan |
Perhatikan bahwa Detection bersifat berlawanan intuisi: nilai 1 itu baik (deteksi hampir pasti), sementara nilai 10 itu buruk (tidak ada kontrol yang ada). Tim sering mengacaukan ini, jadi ada baiknya mengkonfirmasi arahnya dengan tim Anda sebelum mulai menilai.
Cara Melakukan FMEA
FMEA yang dijalankan dengan baik mengikuti urutan yang konsisten. Melewati langkah-langkah, terutama tinjauan tim dan pelacakan tindakan, adalah yang mengubah FMEA menjadi latihan administratif daripada alat pengurangan risiko yang nyata.
Langkah 1: Kumpulkan Tim yang Tepat
FMEA bekerja paling baik sebagai latihan lintas fungsi. Untuk PFMEA, libatkan insinyur proses, operator, staf mutu, dan siapa pun yang menyentuh proses setiap harinya. Operator sering mengetahui mode kegagalan yang tidak pernah muncul dalam dokumentasi. Targetkan 4-7 orang; kelompok yang lebih besar memperlambat penilaian tanpa meningkatkan akurasi.
Langkah 2: Definisikan Ruang Lingkup
Sepakati proses atau sistem apa yang dicakup FMEA. Diagram SIPOC berguna di sini untuk memetakan batas proses. Tanpa ruang lingkup yang jelas, tim baik terlalu luas (FMEA menjadi tidak dapat dikelola) atau terlalu sempit (mode kegagalan penting jatuh di luar batas dan terlewat).
Langkah 3: Daftarkan Semua Fungsi dan Mode Kegagalan
Untuk setiap langkah proses atau komponen, tanyakan: "Dengan cara apa langkah ini bisa gagal menjalankan fungsi yang dimaksudkan?" Satu langkah dapat memiliki beberapa mode kegagalan. Tulis pada tingkat detail yang tepat. "Mesin gagal" terlalu kabur. "Kunci momen menerapkan torsi yang tidak cukup selama pengencangan baut" dapat ditindaklanjuti.
Langkah 4: Identifikasi Efek dan Penyebab
Untuk setiap mode kegagalan, tentukan dua hal: apa yang terjadi di hilir jika kegagalan ini terjadi (efeknya), dan apa yang menyebabkan kegagalan sejak awal. Fishbone diagram adalah alat praktis untuk brainstorming penyebab secara sistematis di berbagai kategori seperti peralatan, material, metode, dan personel.
Langkah 5: Nilai Severity, Occurrence, dan Detection
Gunakan skala 1-10 di atas. Nilai sebagai tim, bukan sebagai individu. Ketika nilai berbeda secara signifikan (satu orang mengatakan 3, yang lain mengatakan 8), ketidaksepakatan itu mengungkap asumsi yang berbeda tentang proses. Percakapan-percakapan itu berharga.
Langkah 6: Hitung RPN dan Prioritaskan
Kalikan S x O x D untuk mendapatkan RPN untuk setiap mode kegagalan. Urutkan berdasarkan RPN secara menurun. Banyak tim menetapkan ambang batas RPN (umumnya 100 atau 125) di mana tindakan korektif diperlukan, tetapi peringkat RPN saja tidak memberikan gambaran lengkap. Mode kegagalan dengan S=10 dan RPN=80 tetap layak mendapat perhatian meskipun berada di bawah ambang batas, karena tingkat keparahannya.
Langkah 7: Definisikan Tindakan Korektif
Untuk mode kegagalan prioritas tinggi, tetapkan tindakan korektif spesifik, pemilik yang bertanggung jawab, dan tanggal penyelesaian target. Tindakan harus mengurangi Occurrence (perbaiki akar masalah) atau meningkatkan Detection (tambahkan kontrol). Mengurangi Severity sering memerlukan perubahan desain, yang lebih sulit dalam PFMEA tetapi memungkinkan dalam DFMEA.
Hubungkan langkah ini ke siklus DMAIC atau PDCA yang lebih luas. FMEA mengidentifikasi masalahnya; proses perbaikan Anda mengimplementasikan solusinya.
Langkah 8: Hitung Ulang RPN Setelah Tindakan
Setelah tindakan korektif diimplementasikan, nilai ulang Occurrence dan Detection (Severity jarang berubah tanpa perubahan desain). RPN baru mendokumentasikan pengurangan risiko yang dicapai dan mengkonfirmasi apakah tindakan berhasil. Langkah penutup ini adalah yang membedakan FMEA yang hidup dari dokumen satu kali.
Contoh FMEA
Berikut adalah contoh PFMEA yang telah diisi untuk lini pengemasan tablet di fasilitas farmasi.
| Langkah Proses / Fungsi | Mode Kegagalan | Efek | S | Penyebab Potensial | O | Kontrol Saat Ini | D | RPN | Tindakan yang Disarankan |
|---|---|---|---|---|---|---|---|---|---|
| Isi tablet ke dalam blister | Pengisian kurang (tablet hilang) | Pasien menerima dosis tidak lengkap | 9 | Sistem visi tidak terkalibrasi | 3 | Inspeksi kamera setiap 2 jam | 5 | 135 | Tingkatkan frekuensi inspeksi menjadi setiap 30 menit; tambahkan alarm real-time |
| Segel foil blister | Segel lemah | Masuknya kelembapan, umur simpan berkurang | 7 | Suhu platen pemanas di bawah spesifikasi | 4 | Pengecekan suhu manual di awal shift | 7 | 196 | Pasang pemantauan suhu berkelanjutan dengan mati otomatis |
| Cetak nomor lot | Cetakan tidak terbaca | Kegagalan keterlacakan, risiko recall | 8 | Kartrid tinta hampir habis | 5 | Pengecekan visual oleh operator | 6 | 240 | Tambahkan sensor level tinta dengan peringatan sebelum ambang batas |
| Pengemasan akhir ke dalam karton | Produk salah dalam karton | Percampuran, risiko keselamatan pasien | 9 | Tidak ada langkah verifikasi produk | 2 | Audit label setiap 100 unit | 5 | 90 | Tambahkan verifikasi pemindaian barcode di stasiun pengemasan |
| Pelabelan karton | Label tidak tepat terpasang | Produk tidak sesuai dikirim | 6 | Tegangan pengumpan label tidak konsisten | 3 | Audit akhir shift | 7 | 126 | Kalibrasi pengumpan label mingguan; tambahkan kamera inspeksi online |
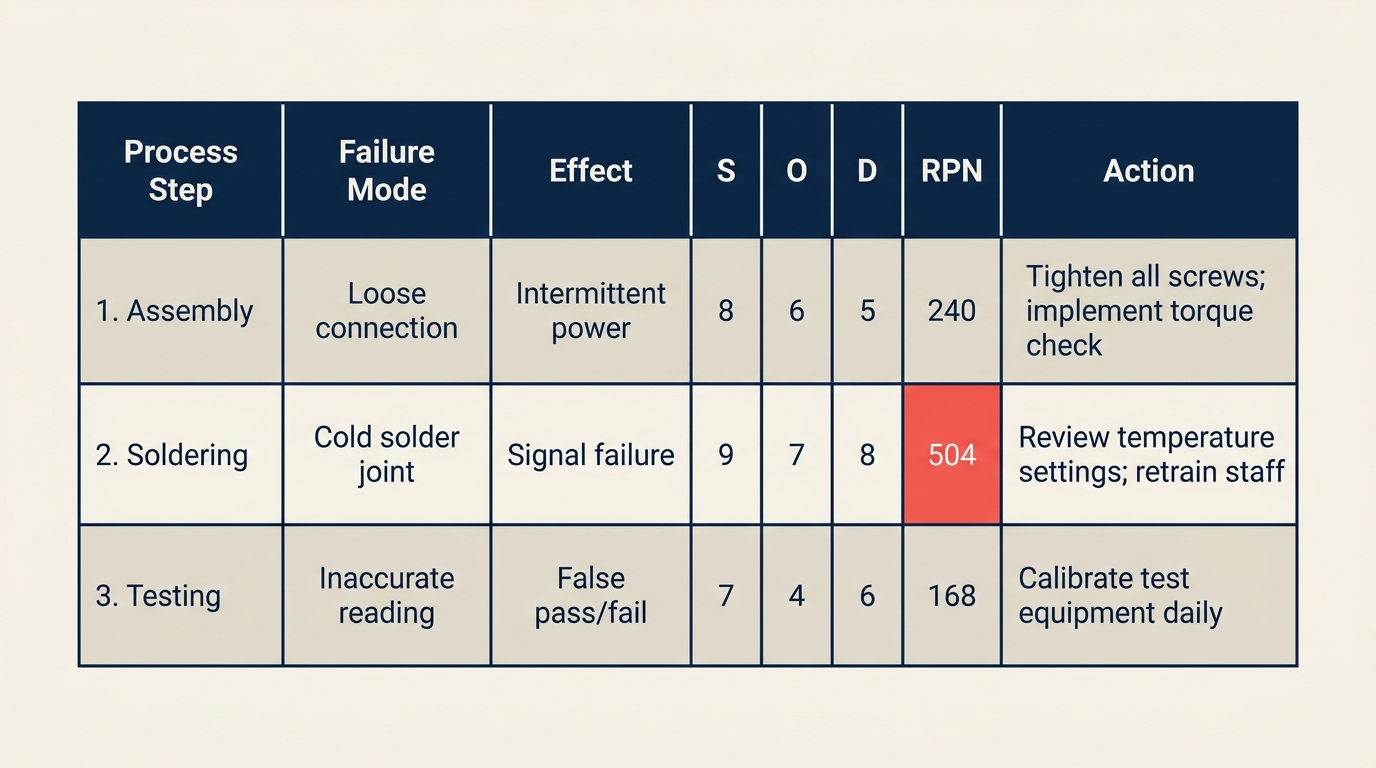
Dalam contoh ini, "Cetakan tidak terbaca" memiliki RPN tertinggi yaitu 240. Tindakan korektif menarget akar masalah (tinta habis tidak terdeteksi) daripada sekadar menambahkan lebih banyak inspeksi di hilir.
FMEA vs Alat Risiko Lainnya
FMEA adalah salah satu dari beberapa alat untuk menganalisis kegagalan dan penyebabnya. Berikut perbandingannya dengan alat yang paling sering digunakan tim bersamanya.
| Alat | Pertanyaan Utama | Output | Terbaik Untuk |
|---|---|---|---|
| FMEA | Apa yang bisa gagal, seberapa buruk, dan bisakah kita mendeteksinya? | Worksheet yang dinilai dengan prioritas RPN | Prioritas risiko proaktif sebelum atau selama perubahan proses |
| Fishbone Diagram | Apa kemungkinan penyebab masalah ini? | Peta penyebab visual dikelompokkan berdasarkan kategori | Brainstorming akar masalah setelah cacat terjadi |
| 5 Whys | Apa akar masalah dari masalah spesifik ini? | Rantai penyebab hingga ke akar | Analisis akar masalah cepat untuk masalah yang diketahui |
| HAZOP | Bagaimana jika variabel proses ini menyimpang dari desain? | Tabel risiko berbasis deviasi | Analisis keselamatan proses kimia, proses, dan pabrik |
FMEA dan fishbone diagram adalah pelengkap alami. Gunakan fishbone untuk brainstorming semua penyebab potensial untuk mode kegagalan (Langkah 4 di atas), kemudian gunakan FMEA untuk menilai dan memprioritaskan penyebab-penyebab tersebut. Anda akan sering menjalankannya dalam sesi yang sama.
Program total quality management biasanya menyematkan FMEA sebagai alat standar dalam toolkit perencanaan mutu mereka, terutama selama tinjauan desain proses.
Kesalahan Umum dan Praktik Terbaik
Kesalahan yang harus dihindari:
- Menilai sebagai individu. FMEA yang dilakukan sendiri menghasilkan nilai yang terlalu optimis. Penilaian tim mengungkap ketidaksepakatan yang mengungkapkan kesenjangan pengetahuan nyata tentang proses.
- Melewati perhitungan ulang. Jika Anda tidak menilai ulang setelah mengimplementasikan tindakan, Anda tidak memiliki bukti bahwa ada yang membaik. Perbandingan RPN sebelum/sesudah adalah buktinya.
- Menggunakan FMEA sebagai kotak centang. Binder FMEA yang sudah selesai yang tidak dibaca siapa pun tidak ada nilainya. Dokumen hanya berharga sebesar tindakan yang didorongnya.
- Memperlakukan setiap RPN tinggi dengan cara yang sama. RPN 200 dengan S=10, O=2, D=10 adalah profil risiko yang berbeda dari S=5, O=8, D=5. Lihat nilai individual, bukan hanya totalnya.
- Mengabaikan item RPN rendah dengan severity tinggi. Kegagalan S=10 yang saat ini jarang (O=1) bisa menjadi umum jika volume, material, atau operator berubah. Tandai item severity tinggi untuk pemantauan bahkan ketika RPN-nya rendah.
Praktik terbaik:
- Mulai dengan value stream map atau peta proses sebelum sesi FMEA. Tim menilai lebih baik ketika mereka dapat melihat proses secara visual.
- Tinjau FMEA setiap kali proses berubah, bukan hanya pada saat peluncuran awal.
- Pertahankan sebagai dokumen yang hidup daripada snapshot satu waktu. Perbarui nilai Occurrence dan Detection saat kontrol ditambahkan.
- Tautkan setiap tindakan korektif ke standard operating procedures Anda agar perbaikan menjadi bagian dari operasi normal.
- Pasangkan FMEA dengan tinjauan proses lean methodology untuk menangkap pemborosan dan risiko dalam satu langkah.
Pertanyaan yang Sering Diajukan
Apa kepanjangan dari FMEA? FMEA adalah singkatan dari failure mode and effects analysis. Namanya menggambarkan dengan tepat apa yang dilakukan alat ini: mengidentifikasi mode kegagalan (cara proses atau produk dapat gagal), menganalisis efeknya (apa yang terjadi ketika gagal), dan menilainya agar tim dapat memprioritaskan risiko yang paling penting.
Apa itu RPN dalam FMEA? RPN singkatan dari Risk Priority Number. Dihitung dengan mengalikan tiga nilai, masing-masing pada skala 1-10: Severity (seberapa buruk efek kegagalan), Occurrence (seberapa sering kegagalan kemungkinan terjadi), dan Detection (seberapa tidak mungkin kontrol saat ini mendeteksinya). Formulanya adalah: RPN = S x O x D. Hasilnya berkisar dari 1 hingga 1000. RPN yang lebih tinggi mengindikasikan mode kegagalan prioritas lebih tinggi yang memerlukan tindakan korektif.
Apa perbedaan antara DFMEA dan PFMEA? Design FMEA (DFMEA) menganalisis potensi kegagalan dalam desain produk, sebelum desain difinalisasi. Ini digunakan oleh tim pengembangan produk dan rekayasa. Process FMEA (PFMEA) menganalisis potensi kegagalan dalam proses manufaktur atau layanan yang menghasilkan atau mengantarkan produk. PFMEA digunakan oleh tim operasional dan mutu dan merupakan jenis yang lebih umum dalam pekerjaan perbaikan proses sehari-hari.
Kapan Anda harus menggunakan FMEA? FMEA paling bernilai sebelum masalah terjadi, bukan setelahnya. Gunakan saat meluncurkan proses atau produk baru, sebelum membuat perubahan proses yang signifikan, selama fase Improve proyek DMAIC Six Sigma, atau selama tinjauan perencanaan mutu regulasi apa pun (umum dalam perangkat medis, otomotif, dan kedirgantaraan). Ini adalah alat proaktif, bukan reaktif. Setelah masalah terjadi, analisis fishbone diagram atau 5 Whys lebih cepat dan lebih terarah.
Ambang batas RPN berapa yang harus memicu tindakan korektif? Tidak ada aturan universal, tetapi titik awal yang umum adalah RPN lebih dari 100-125. Namun RPN saja tidak seharusnya menjadi satu-satunya pemicu. Mode kegagalan mana pun dengan Severity 9 atau 10 layak mendapat perhatian terlepas dari RPN, karena konsekuensi dari kegagalan itu terlalu serius untuk dibiarkan. Banyak tim menggunakan kombinasi: tindakan wajib di atas RPN 100, ditambah tinjauan wajib untuk S yang lebih besar dari atau sama dengan 9.
FMEA berhasil karena mengambil pertanyaan yang sudah diajukan setiap tim operasional ("apa yang bisa salah?") dan mengubahnya menjadi daftar yang dinilai dan diprioritaskan dengan pemilik dan tenggat waktu. Ketelitian itulah yang membuat perbedaan. Tim yang memperlakukannya sebagai dokumen yang hidup dan menutup lingkaran pada tindakan korektif secara konsisten mengungguli mereka yang menyelesaikan worksheet dan mengarsipkannya.

Senior Operations & Growth Strategist
On this page
- Apa Itu FMEA?
- Fakta Kunci
- Jenis-Jenis FMEA
- RPN: Severity, Occurrence, dan Detection
- Severity (S): Seberapa Buruk Efeknya Jika Kegagalan Ini Terjadi?
- Occurrence (O): Seberapa Sering Kegagalan Ini Kemungkinan Terjadi?
- Detection (D): Seberapa Besar Kemungkinan Kontrol Saat Ini Mendeteksi Kegagalan Sebelum Mencapai Pelanggan?
- Cara Melakukan FMEA
- Langkah 1: Kumpulkan Tim yang Tepat
- Langkah 2: Definisikan Ruang Lingkup
- Langkah 3: Daftarkan Semua Fungsi dan Mode Kegagalan
- Langkah 4: Identifikasi Efek dan Penyebab
- Langkah 5: Nilai Severity, Occurrence, dan Detection
- Langkah 6: Hitung RPN dan Prioritaskan
- Langkah 7: Definisikan Tindakan Korektif
- Langkah 8: Hitung Ulang RPN Setelah Tindakan
- Contoh FMEA
- FMEA vs Alat Risiko Lainnya
- Kesalahan Umum dan Praktik Terbaik
- Pertanyaan yang Sering Diajukan