Value Stream Mapping: Prozesse kartieren und verbessern (Symbole + Beispiele)
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Die meisten Führungskräfte im Operations-Bereich, die ihre erste Value Stream Mapping (VSM)-Übung durchführen, machen dieselbe unbequeme Entdeckung: Etwa 80 % der gesamten Durchlaufzeit ist Warten, kein Arbeiten. Die eigentliche Arbeit ist schnell. In den Lücken zwischen der Arbeit verschwindet die Zeit.
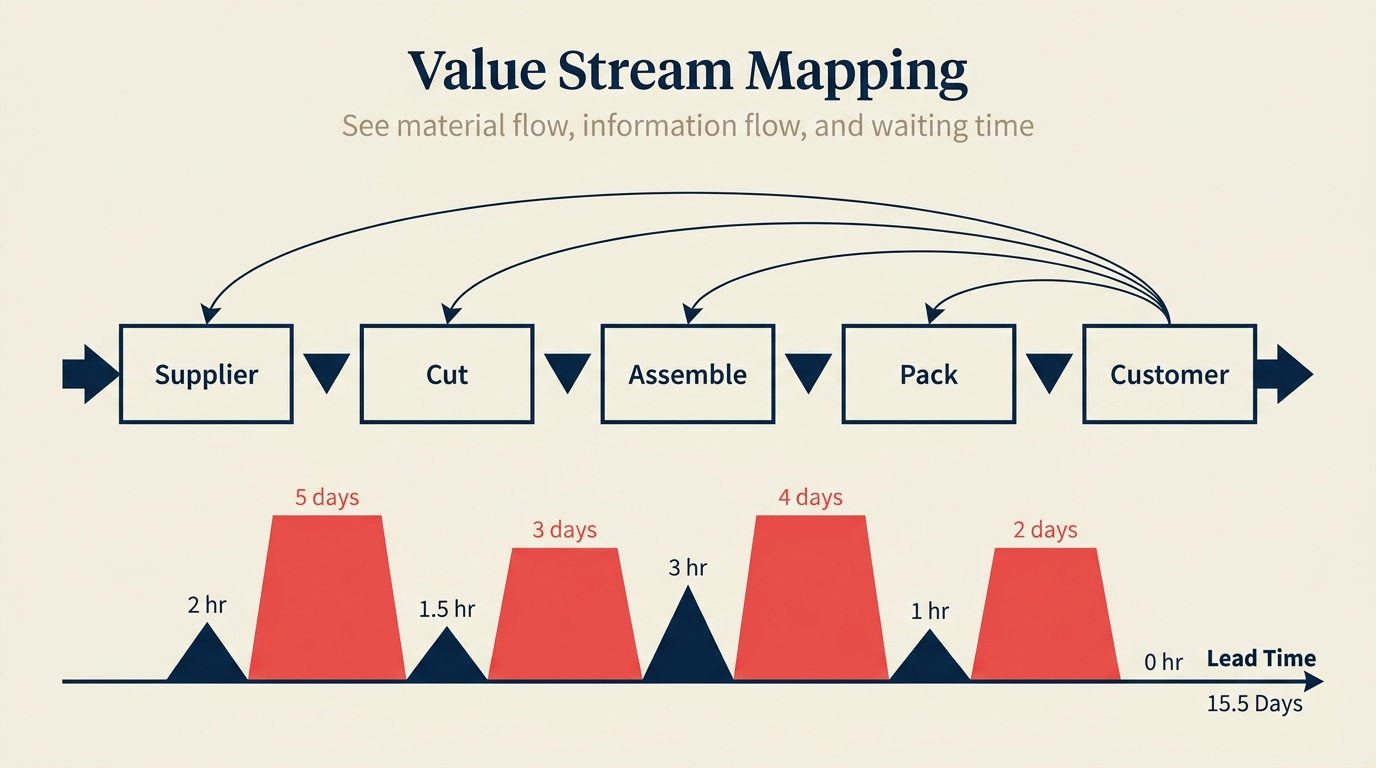
VSM macht das in einem einzigen Diagramm sichtbar: jeden Prozessschritt, jeden Lagerbestandspuffer, jeden Informationsauslöser, von Lieferant bis Kunde angeordnet, mit einer Zeitachse darunter. Wenn Sie alles auf einmal sehen können, werden die Stellen, die es wert sind, behoben zu werden, offensichtlich.
Was ist Value Stream Mapping?
Value Stream Mapping ist ein Lean-Werkzeug, das den vollständigen, durchgängigen Fluss von Materialien und Informationen visualisiert, der erforderlich ist, um ein Produkt oder eine Dienstleistung an einen Kunden zu liefern. Das Ergebnis ist ein Diagramm, das typischerweise zuerst von Hand gezeichnet wird und jeden Schritt, den eine Anfrage oder eine Produkteinheit durchläuft, erfasst, zusammen mit Datenkästchen, die zeigen, wie lange jeder Schritt dauert, wie viel unfertige Bestände zwischen den Schritten liegen und wie Informationen durch das System fließen.
Die Methode hat ihre Wurzeln in Toyotas Material- und Informationsflussdiagrammen, die als Teil des Toyota Production System (TPS) in den 1980er Jahren entwickelt wurden. Toyotas Ingenieure nutzten diese Diagramme, um Fertigungsteams zu zeigen, wo Verschwendung versteckt war und welche Änderungen die größte Wirkung auf den Durchsatz hätten. Der Ansatz fand 1999 seinen Weg in die englischsprachige Mainstream-Praxis, als Mike Rother und John Shook Learning to See (Lean Enterprise Institute) veröffentlichten, das Buch, das die Symbole und den Zwei-Karten-Ansatz (Ist-Zustand, dann Soll-Zustand) standardisierte, den Praktiker noch heute verwenden.
VSM unterscheidet sich von einer Standard-Prozesslandkarte in einem entscheidenden Punkt: Es behandelt den Wertstrom als Analyseeinheit, nicht die einzelne Aufgabe. Eine Prozesslandkarte fragt "Was passiert?" VSM fragt "Was passiert, wie lange dauert es, wie viel wartet zwischen jedem Schritt, und welche dieser Aktivitäten sind für den Kunden tatsächlich relevant?"
Zahlen und Fakten
- Mike Rother und John Shook formalisierten VSM in Learning to See (Lean Enterprise Institute, 1999) und standardisierten die Symbole und den Zwei-Karten-Ansatz, der weltweit noch immer verwendet wird.
- Untersuchungen des Lean Enterprise Institute und von Womack und Jones in Lean Thinking (Free Press, 1996) ergaben, dass in den meisten Fertigungs-Wertströmen nur etwa 5 % der gesamten Durchlaufzeit aus wertschöpfenden Aktivitäten bestehen, der Rest ist Transport, Warten und Überverarbeitung.
- Eine 2021 im International Journal of Production Research veröffentlichte Studie stellte fest, dass die VSM-Anwendung stark ins Gesundheitswesen, in die Softwareentwicklung und in Finanzdienstleistungen expandiert ist, weit über ihre Fertigungsursprünge hinaus.
VSM-Symbole, die Sie kennen müssen
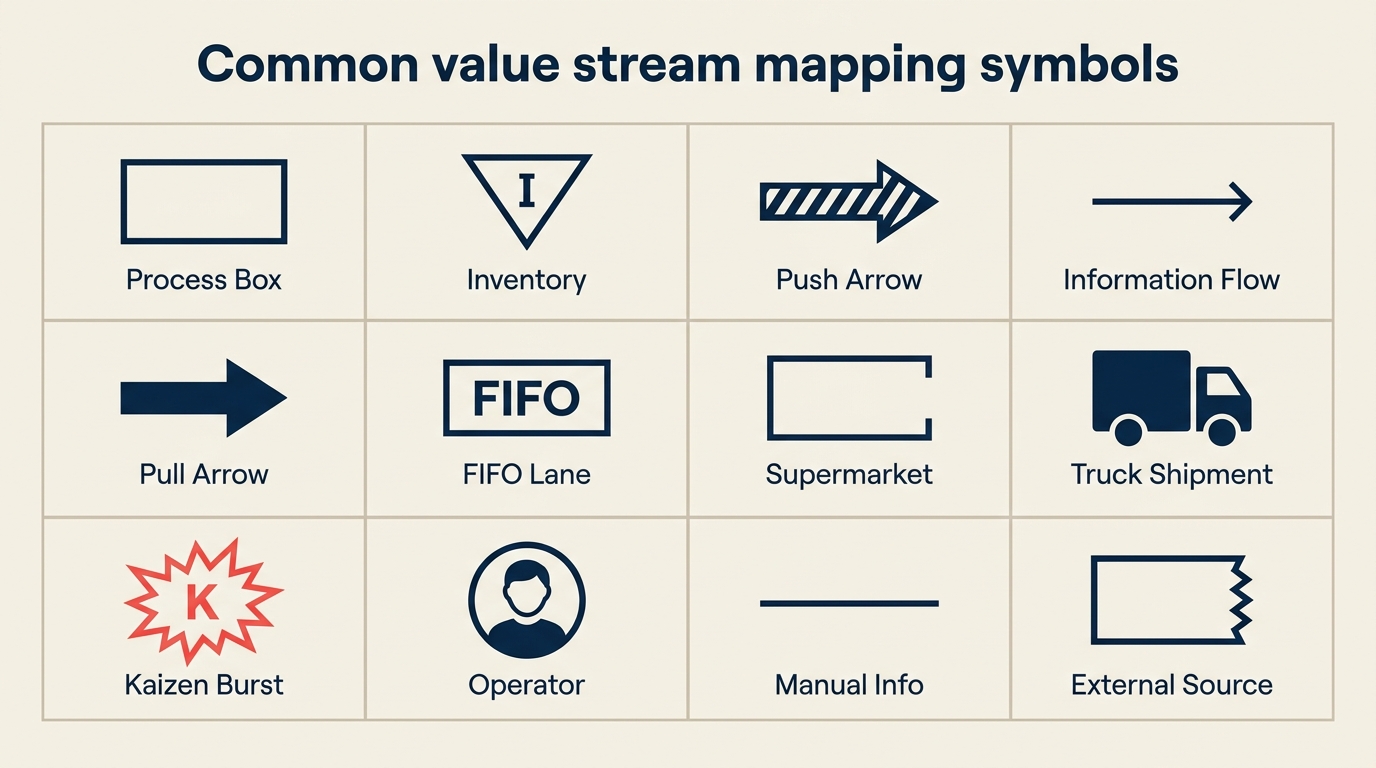
VSM verwendet eine gemeinsame visuelle Sprache, so dass jedes Teammitglied eine Karte ohne Legende lesen kann. Dies sind die Symbole, die Sie auf fast jeder Karte verwenden werden:
| Symbol | Name | Was es bedeutet |
|---|---|---|
| Rechteck | Prozesskästchen | Ein Schritt, in dem Arbeit geleistet wird. Mit dem Aktivitätsnamen beschriften und ein Datenkästchen darunter anfügen (Zykluszeit, Umrüstzeit, Betriebszeit, Bediener). |
| Ausgefülltes Dreieck mit I | Lagerbestandsdreieck | Unfertige Bestände (WIP) oder Lagerbestand, der zwischen zwei Prozessschritten liegt. Mit Menge und, wenn bekannt, Zeit in der Warteschlange beschriften. |
| Gestreifter Push-Pfeil | Push-Pfeil | Material oder Arbeit wird vom vorgelagerten Schritt vorwärts gedrückt, unabhängig davon, ob der nachgelagerte Schritt bereit ist. Häufig in Batch-Umgebungen. |
| Geschwungener Pull-Pfeil | Pull-Pfeil | Nachgelagerter Schritt signalisiert dem vorgelagerten, Arbeit zu produzieren oder freizugeben. Zeigt ein Pull-System statt eines Push-Systems an. |
| Schmales Rechteck mit FIFO-Bezeichnung | FIFO-Spur | Eine kontrollierte Warteschlange, in der Elemente in derselben Reihenfolge fließen, in der sie eintreten. Begrenzt unfertige Bestände und verhindert die Bevorzugung bestimmter Elemente. |
| Offenes Rechteck | Supermarkt | Ein kontrollierter Lagerbestandspuffer, aus dem der nachgelagerte Schritt zieht. Der vorgelagerte Schritt füllt nur nach, was verbraucht wurde. |
| Gezackter Stern | Kaizen Burst | Eine spezifische Verbesserungsmöglichkeit, die auf der Karte identifiziert wurde. Kennzeichnet, wo Verschwendung konzentriert ist und Änderungen fokussiert werden. |
| Kreis mit Kopf | Bediener | Die Anzahl der Personen, die in diesem Prozessschritt arbeiten. |
| LKW-Silhouette | LKW-Lieferung | Physische Lieferung von einem Lieferanten oder an einen Kunden, in der Regel mit Häufigkeit beschriftet. |
| Gerader Pfeil | Informationsfluss | Der Fluss von Anweisungen, Zeitplänen oder Bestellungen zwischen Schritten oder zu/von einer externen Quelle. |
| Gerade Linie mit Häkchen | Manuelle Information | Papierbasierter oder mündlicher Informationsfluss, im Unterschied zu elektronischem. |
| Sägezahnrechteck | Externe Quelle | Ein Lieferant oder Kunde, der außerhalb der Wertstromgrenze liegt. Wird in der Regel ganz links (Lieferant) und ganz rechts (Kunde) platziert. |
Sie brauchen nicht jedes Symbol auf jeder Karte. Beginnen Sie mit dem Prozesskästchen, dem Lagerbestandsdreieck, dem Push-Pfeil und der Informationsfluss-Linie. Fügen Sie den Rest hinzu, wenn Ihre Karte es erfordert.
Wie man eine Wertstromkarte in 6 Schritten erstellt
Eine VSM zu erstellen ist eine physische, teambasierte Aktivität. Die besten Karten werden mit Bleistift, auf Papier, an einer Wand gezeichnet, nicht in Software, zumindest nicht zuerst.
Schritt 1: Produktfamilie auswählen
Kartieren Sie nicht alles. Wählen Sie eine Produktfamilie, eine Gruppe von Produkten oder Dienstleistungen, die dieselbe Abfolge von Prozessschritten durchlaufen. Eine Karte, die jeden Variantentyp abbilden will, wird unlesbar. Eine fokussierte Karte deckt echte Verschwendung auf.
Schritt 2: Den Prozess rückwärts vom Kunden durchgehen
Beginnen Sie am Kundenende und gehen Sie physisch stromaufwärts. Verlassen Sie sich nicht darauf, wie Leute denken, dass der Prozess funktioniert. Beobachten Sie, was tatsächlich passiert, in der Reihenfolge, in der es tatsächlich passiert. Rückwärts zu gehen verhindert, dass Sie den "beabsichtigten" Prozess statt des realen zeichnen.
Schritt 3: Prozesskästchen und Datenkästchen erfassen
Zeichnen Sie für jeden Schritt ein Prozesskästchen. Zeichnen Sie darunter ein Datenkästchen mit mindestens: Zykluszeit (ZZ), Umrüstzeit (UT) und Anzahl der Bediener. Diese Zahlen sind es, die die Soll-Zustand-Karte glaubwürdig machen, man kann nicht verbessern, was man nicht gemessen hat.
Schritt 4: Materialflüsse hinzufügen
Zeichnen Sie Lagerbestandsdreiecke zwischen den Prozesskästchen. Beschriften Sie jedes mit der aktuellen Menge der unfertigen Bestände oder, wenn bekannt, der durchschnittlichen Zeit, die Material dort liegt. Fügen Sie Push-Pfeile oder Pull-Pfeile hinzu, um zu zeigen, wie Arbeit zwischen Schritten bewegt wird.
Schritt 5: Informationsflüsse hinzufügen
Zeichnen Sie, wie Informationen durch das System fließen. Wer plant jeden Schritt? Schiebt die Produktionsplanung einen wöchentlichen Zeitplan auf den Boden? Löst ein Auftragsmanagementsystem Freigaben aus? Diese Informationsflüsse zeigen oft, wo schlechte Planung die in den Lagerbestandsdreiecken dargestellten Wartezeiten erzeugt.
Schritt 6: Die Zeitachse zeichnen
Zeichnen Sie unterhalb der Prozesskästchen und Lagerbestandsdreiecke eine stufenförmige Zeitachse. Die Spitzen unterhalb der Linie zeigen die Prozesszeit an jedem Schritt. Die Plateaus oberhalb der Linie zeigen die Wartezeit zwischen den Schritten. Summieren Sie die Plateaus, um die Durchlaufzeit zu erhalten. Summieren Sie die Spitzen, um die gesamte Prozesszeit zu erhalten.
Ist-Zustand vs. Soll-Zustand
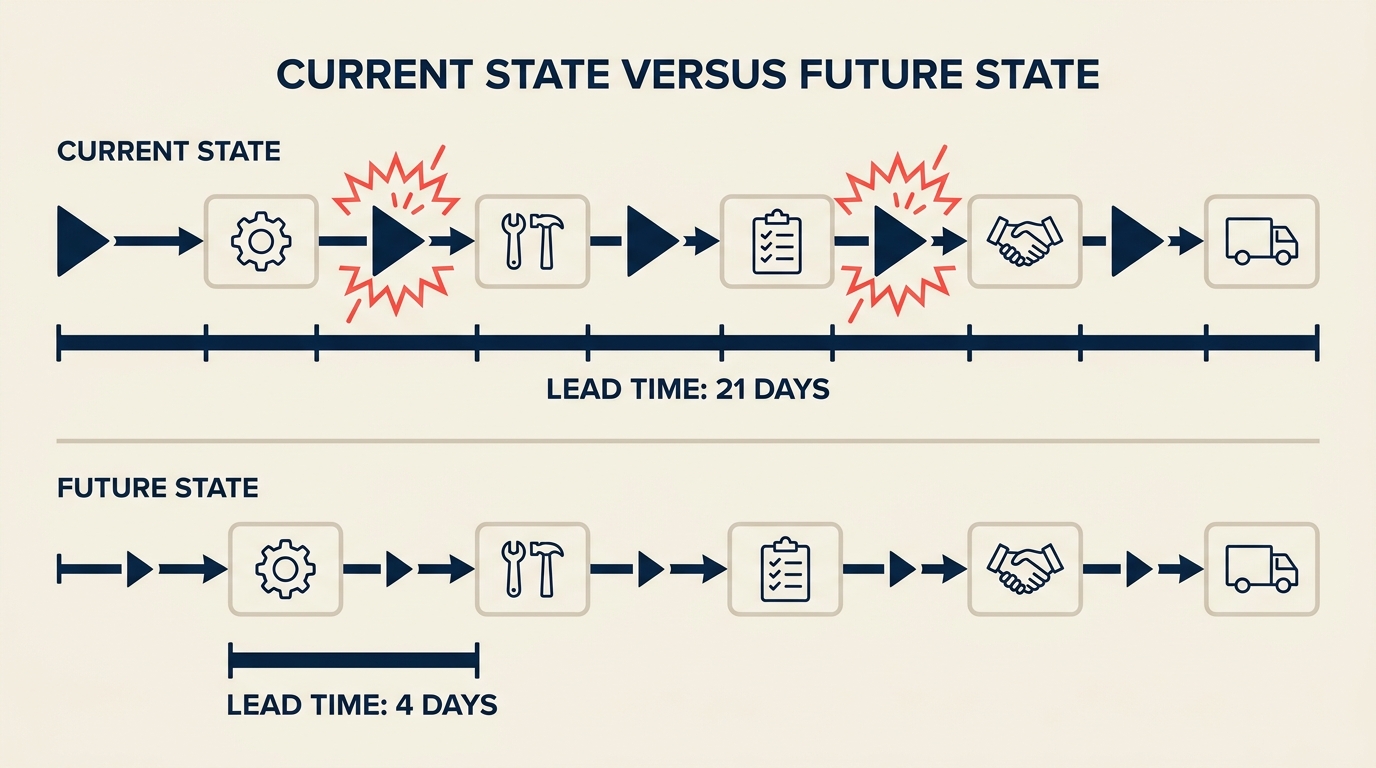
Eine VSM-Übung produziert nicht eine, sondern zwei Karten.
Die Ist-Zustand-Karte ist ein wahrheitsgemäßes Bild des Wertstroms, wie er heute existiert, mit jedem Engpass, jedem Stapel unfertiger Bestände, jeder Planungsübergabe. Ihr Zweck ist es nicht, jemanden in Verlegenheit zu bringen. Es geht darum, dem Team eine gemeinsame, genaue Ausgangsbasis zu geben, die alle gesehen und vereinbart haben.
Die Soll-Zustand-Karte ist das Lean-Ideal, auf das Sie hinarbeiten werden. Sie raten es nicht. Sie bauen es aus dem Ist-Zustand auf, indem Sie fragen: Wo liegt die kundendefinierte Takt-Zeit (die Rate, mit der Kunden das Produkt nachfragen)? Welcher Schritt bestimmt das Tempo für den gesamten Fluss? Wo können wir Pull statt Push einführen? Wo sollten wir kontinuierlichen Fluss schaffen und die Warteschlangen zwischen den Schritten eliminieren?
Kaizen Bursts überbrücken die beiden Karten. Markieren Sie jeden Bereich, in dem Sie Verschwendung angreifen werden, mit einem gezackten Kaizen Burst im Ist-Zustand. Jeder Burst wird zu einem spezifischen Verbesserungsprojekt mit einem Verantwortlichen und einem Termin. Die Soll-Zustand-Karte zeigt, wie der Wertstrom aussehen wird, sobald diese Projekte abgeschlossen sind.
Die praktische Disziplin besteht darin, nicht sofort zu Lösungen zu springen. Zeichnen Sie den Ist-Zustand ehrlich, bevor Sie den Soll-Zustand entwerfen. Teams, die direkt zu "Wie sollte es aussehen?" übergehen, neigen dazu, idealisierte Prozesse zu zeichnen, die die Einschränkungen nicht widerspiegeln, mit denen der Betrieb tatsächlich arbeitet.
Durchlaufzeit vs. Prozesszeit berechnen
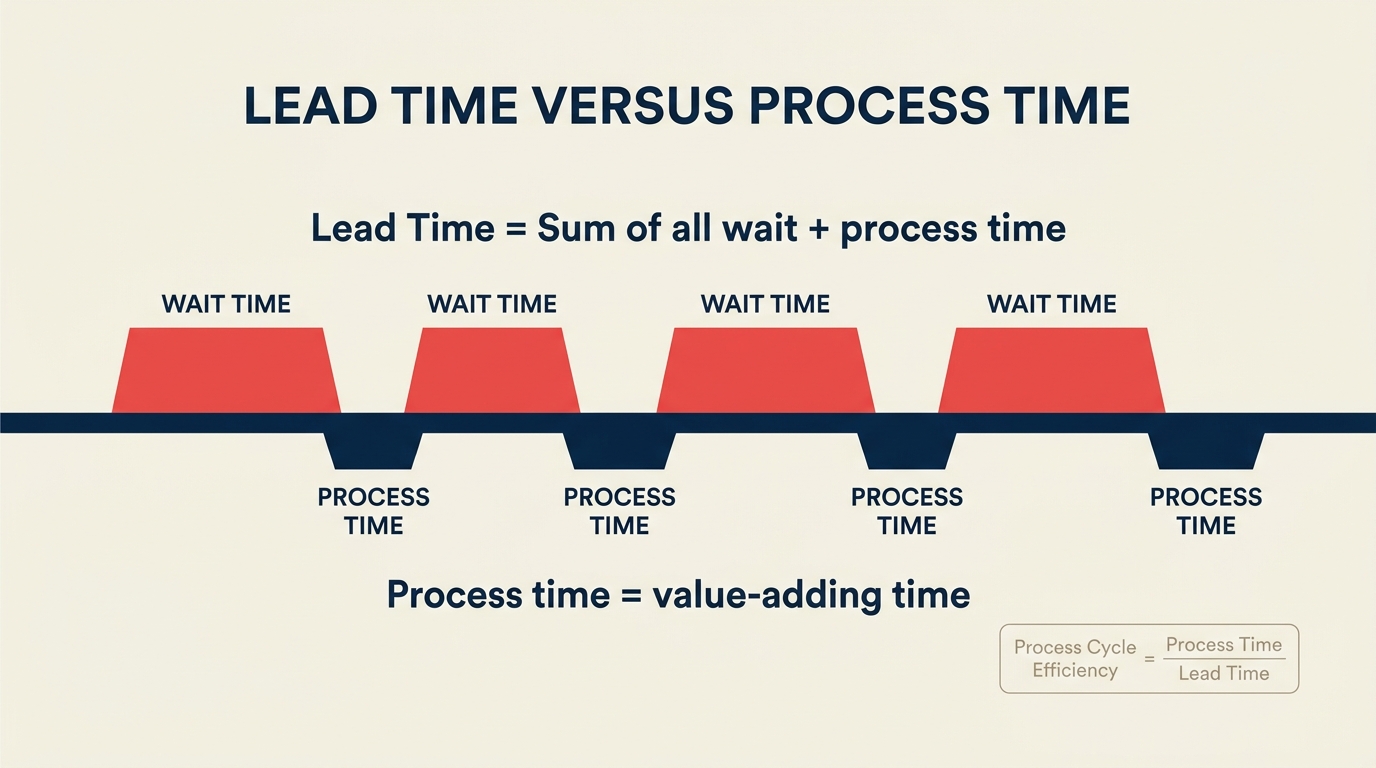
Die Zeitachse am unteren Rand eines VSM-Diagramms verfolgt zwei verschiedene Zahlen, und ihre Verwechslung führt zu falschen Verbesserungsentscheidungen.
Prozesszeit (PZ) ist die wertschöpfende Zeit an jedem Schritt, also wie lange eine Einheit tatsächlich bearbeitet wird. Sie wird unterhalb der Zeitachse als kleine Spitzen dargestellt.
Durchlaufzeit (DZ) ist die gesamte abgelaufene Zeit vom Moment, in dem eine Kundenanfrage in den Wertstrom eintritt, bis zum Moment, in dem der Kunde den Output erhält. Sie umfasst alle Wartezeiten zwischen den Schritten, nicht nur die Arbeitszeit. Sie wird durch die hohen Plateaus oberhalb der Zeitachse dargestellt.
Process Cycle Efficiency (PCE) = Prozesszeit / Durchlaufzeit. Ein PCE unter 10 % ist in Fertigungs- und Büroprozessen üblich. Ihn zu erhöhen ist das Kernziel jeder Soll-Zustand-Karte.
Hier ist ein einfaches ausgearbeitetes Beispiel:
| Schritt | Prozesszeit | Wartezeit (Lagerbestand) |
|---|---|---|
| Auftragseingang | 5 Min. | 4 Stunden |
| Bonitätsprüfung | 10 Min. | 2 Stunden |
| Kommissionierung und Verpackung | 15 Min. | 1 Stunde |
| Versand | 5 Min. | 30 Min. |
| Gesamt | 35 Min. | 7,5 Stunden |
Durchlaufzeit = 35 Min. + 7,5 Stunden = etwa 8 Stunden. Prozesszeit = 35 Minuten. PCE = 35 / 480 = 7,3 %.
Das Ziel ist nicht, die 35 Minuten Arbeit zu beschleunigen. Das Ziel ist, die 7,5 Stunden Warten zu verkürzen.
Ausgearbeitetes Beispiel: Ein Rechnungsgenehmigungsprozess als Wertstrom
Betrachten Sie ein Finanzteam, das Lieferantenrechnungen bearbeitet. Der Ist-Zustand sieht so aus:
| Schritt | Zykluszeit | Unfertige Bestände in der Warteschlange | Wartezeit in der Warteschlange |
|---|---|---|---|
| Rechnungseingang | 2 Min. | 20 Rechnungen | 2 Tage |
| Manager-Überprüfung | 5 Min. | 12 Rechnungen | 1,5 Tage |
| Finanzgenehmigung | 3 Min. | 8 Rechnungen | 1 Tag |
| Zahlungsfreigabe | 2 Min. | 5 Rechnungen | 4 Stunden |
| Lieferant benachrichtigt | 1 Min. | 0 | 0 |
Gesamte Prozesszeit: 13 Minuten. Gesamte Durchlaufzeit: etwa 4,5 Tage. PCE: etwa 0,3 %.
Die Kaizen Bursts fallen auf die Warteschlange "Rechnungseingang" (2 Tage unbearbeitete Rechnungen in einem E-Mail-Posteingang) und auf "Manager-Überprüfung" (Stapelverarbeitung einmal täglich statt bei Eingang). Der Soll-Zustand kürzt die Durchlaufzeit auf unter 1 Tag, indem ein Pull-Auslöser eingeführt wird: Der Manager überprüft innerhalb von 4 Stunden nach Eingang, und das Finanzsystem gibt Zahlungen automatisch innerhalb von 2 Stunden nach Genehmigung frei.
Nichts an den 13 Minuten tatsächlicher Arbeit ändert sich. Der gesamte Gewinn kommt davon, die Wartezeit anzugreifen.
VSM vs. Prozesslandkarte vs. Swimlane-Diagramm
VSM wird oft mit anderen Diagrammwerkzeugen verwechselt. So unterscheiden sie sich:
| Werkzeug | Zeigt | Maßstab | Am besten geeignet für |
|---|---|---|---|
| Value Stream Map | Materialfluss + Informationsfluss + Zeitachse + Verschwendungsdaten | Durchgängiger Wertstrom (Lieferant bis Kunde) | Finden, wo Wartezeit und unfertige Bestände konzentriert sind; Aufbau des Falles für Lean-Verbesserungen |
| Prozesslandkarte / Flowchart | Schritte und Entscheidungspunkte in der Reihenfolge | Ein Prozess oder Teilprozess | Dokumentieren, wie ein Prozess funktioniert; Einarbeitung; Standard Operating Procedures |
| Swimlane-Diagramm | Welche Rolle oder welches Team jeden Schritt übernimmt | Ein bereichsübergreifender Prozess | Übergaben zwischen Abteilungen abbilden; Verantwortungslücken finden |
Wählen Sie VSM, wenn Sie Verschwendung quantifizieren möchten. Wählen Sie eine Prozesslandkarte, wenn Sie Schritte dokumentieren möchten. Verwenden Sie einen Swimlane, wenn Übergaben zwischen Teams das Kernproblem sind, das Sie untersuchen.
Die 8 Verschwendungsarten, die VSM hilft zu finden
Jede VSM-Session ist im Kern eine Verschwendungssuch-Übung. Lean Methodology identifiziert 8 Verschwendungsarten, manchmal durch das Akronym DOWNTIME erinnert:
- Defects (Fehler): Fehler, die Nacharbeit oder Ausschuss erfordern und Zeit verbrauchen, ohne Wert zu schaffen
- Overproduction (Überproduktion): Mehr produzieren, als der Kunde gerade braucht, und so unfertige Bestände schaffen, die warten müssen
- Waiting (Warten): Zeit, in der Arbeit zwischen Schritten brach liegt, was genau die VSM-Zeitachse sichtbar macht
- Non-utilized talent (Ungenutztes Talent): Fähigkeiten und Wissen, die das System nie nutzt
- Transport: Unnötige Bewegung von Materialien, Dokumenten oder Daten zwischen Standorten
- Inventory (Lagerbestand): Unfertige Bestände, Fertigwaren oder Informationen in Warteschlangen, die über das Benötigte hinausgehen
- Motion (Bewegung): Unnötige physische oder digitale Bewegung von Personen, die die Arbeit ausführen
- Extra processing (Überverarbeitung): Schritte, die keinen Kundenwert hinzufügen, wie das erneute Eingeben von Daten, die bereits vorhanden sind, oder Genehmigungen, die die Ergebnisse nicht ändern
VSM eignet sich besonders gut, um Warte- und Lagerbestandsverschwendung aufzudecken, da diese beiden direkt auf der Zeitachse und in den Lagerbestandsdreiecken erscheinen. Die anderen sechs tauchen oft auf, wenn Sie die Datenkästchen bei jedem Prozessschritt genauer untersuchen.
Häufige Fehler beim Durchführen einer VSM
Selbst Teams mit guten Absichten machen bei ihren ersten Karten dieselben Fehler:
- Den Prozess kartieren, den sie sich wünschen, nicht den, der existiert. Gehen Sie in den Betrieb. Sprechen Sie mit den Menschen, die die Arbeit machen. Der tatsächliche Fluss hat fast immer Workarounds und Umwege, die in dokumentierten Verfahren nicht auftauchen.
- Die Datenkästchen überspringen. Eine VSM ohne Zahlen ist Dekoration. Zykluszeit, Menge der unfertigen Bestände und Wartezeit in der Warteschlange verbinden das Diagramm mit echten Verbesserungsentscheidungen.
- Zuerst in Software zeichnen. Haftnotizen und Bleistift auf Packpapier halten das Team engagiert und die Karte leicht zu überarbeiten. Der Sprung zu Visio oder Miro, bevor der Ist-Zustand vereinbart ist, verankert alle an der ersten Version.
- Die Soll-Zustand-Karte isoliert erstellen. Der Soll-Zustand sollte von demselben funktionsübergreifenden Team entworfen werden, das den Ist-Zustand gezeichnet hat. Den Soll-Zustand in einem Konferenzraum ohne Beteiligung des Betriebs zu entwerfen, erzeugt einen Soll-Zustand, dem im Betrieb niemand die Verantwortung trägt.
- Die Karte als Output behandeln. Die Karte ist nur nützlich, wenn sie Kaizen-Projekte mit Verantwortlichen und Terminen produziert. Eine Karte an einer Wand, auf die niemand reagiert, ist nur Dokumentation.
Häufig gestellte Fragen
Was ist der Unterschied zwischen Value Stream Mapping und Prozessabbildung?
Eine Prozesslandkarte (oder Flowchart) zeigt Ihnen die Abfolge der Schritte in einem Prozess, was passiert, in welcher Reihenfolge, mit welchen Entscheidungen. Sie ist nützlich für die Dokumentation von Verfahren und die Schulung von Mitarbeitern.
VSM geht weiter. Es fügt Materialfluss, Informationsfluss, Lagerbestandsniveaus, Zykluszeiten und eine Zeitachse hinzu, die Prozesszeit von Wartezeit trennt. Das Ziel von VSM ist nicht Dokumentation, sondern Verschwendungsidentifikation und die Gestaltung eines schlankeren Soll-Zustands. Wenn Sie wissen wollen "Wie funktioniert das?", verwenden Sie eine Prozesslandkarte. Wenn Sie wissen wollen "Wo geht die Zeit hin und was sollten wir ändern?", verwenden Sie VSM.
Wie lange sollte eine VSM-Session dauern?
Für einen fokussierten Wertstrom in einer einzelnen Abteilung, wie im obigen Rechnungsgenehmigungsbeispiel, kann eine Ist-Zustand-Karte in 3 bis 4 Stunden mit einem Team von 4 bis 6 Personen abgeschlossen werden. Den Soll-Zustand zu erstellen und Kaizen-Projekte zu identifizieren, fügt weitere 2 bis 3 Stunden hinzu. Für komplexe, standortübergreifende oder durchgängige Supply-Chain-Wertströme sollten Sie 2 bis 3 Tage einplanen. Der wichtigere Faktor ist nicht die Uhrzeit, sondern ob die Personen, die die Arbeit tatsächlich machen, im Raum sind.
Muss man wirklich in den Betrieb gehen?
Ja. Dies ist eine der wenigen nicht verhandelbaren Anforderungen der VSM-Methode. Das japanische Prinzip Gemba, "Geh dahin, wo die Arbeit passiert", ist zentraler Bestandteil des Toyota Production System, aus dem VSM stammt. Dokumentierte Prozesse beschreiben, wie Arbeit stattfinden soll. Den Prozess abzugehen zeigt Ihnen, wie Arbeit tatsächlich stattfindet: die Workarounds, die informellen Warteschlangen, die Informationen, die per SMS statt über das System übermittelt werden. Karten, die aus Interviews oder Dokumentation allein erstellt werden, verpassen konsequent die wirkungsstärkste Verschwendung.
Kann VSM in Dienstleistungen und Büros eingesetzt werden?
Absolut. VSM entstand auf Fertigungsböden, übersetzt sich aber direkt in jeden Prozess, in dem Arbeit in einer Abfolge zu einem Kunden fließt. Gesundheitsorganisationen kartieren Patientenpfade von der Überweisung bis zur Entlassung. Software-Teams kartieren den Weg eines Tickets von der Aufnahme bis zum Deployment. Finanzteams kartieren den Weg von der Rechnungsaufnahme bis zur Lieferantenzahlung. Die Symbole und die Zeitachsenlogik funktionieren auf dieselbe Weise. Die Hauptanpassung für Dienstleistungs-VSM besteht darin, dass "Lagerbestand" in der Regel Anfragen oder Dokumente in der Warteschlange bedeutet statt physischer Einheiten, und "Transport" oft Informationen bedeutet, die zwischen Systemen oder Posteingängen bewegt werden, statt physische Lieferungen.
VSM ist eines der nützlichsten Werkzeuge im Prozessmanagement-Werkzeugkasten, nicht weil es komplex ist, sondern weil es ein Team zwingt, den gesamten Fluss auf einmal zu betrachten. Die meisten Verbesserungsbemühungen scheitern, weil sie einen Schritt optimieren, ohne zu sehen, was das mit den umliegenden Schritten macht. VSM verhindert das, indem es das vollständige Bild unmöglich zu ignorieren macht.
Sobald Sie Ihren Ist-Zustand kartiert und Ihren Soll-Zustand aufgebaut haben, stellt sich die nächste Frage, wie die Verbesserung aufrechterhalten werden kann. Dort schreiben Standard Operating Procedures die Gewinne fest, und Methoden wie Six Sigma DMAIC bieten ein diszipliniertes Framework für die Verbesserungsprojekte, die die Kaizen Bursts identifizieren. Für einen umfassenderen Blick darauf, wie VSM in die laufende Prozesssteuerung passt, decken Business Process Management und Prozessoptimierung die organisatorischen Systeme ab, die Wertströme langfristig in die richtige Richtung lenken.

Senior Operations & Growth Strategist
On this page
- Was ist Value Stream Mapping?
- VSM-Symbole, die Sie kennen müssen
- Wie man eine Wertstromkarte in 6 Schritten erstellt
- Schritt 1: Produktfamilie auswählen
- Schritt 2: Den Prozess rückwärts vom Kunden durchgehen
- Schritt 3: Prozesskästchen und Datenkästchen erfassen
- Schritt 4: Materialflüsse hinzufügen
- Schritt 5: Informationsflüsse hinzufügen
- Schritt 6: Die Zeitachse zeichnen
- Ist-Zustand vs. Soll-Zustand
- Durchlaufzeit vs. Prozesszeit berechnen
- Ausgearbeitetes Beispiel: Ein Rechnungsgenehmigungsprozess als Wertstrom
- VSM vs. Prozesslandkarte vs. Swimlane-Diagramm
- Die 8 Verschwendungsarten, die VSM hilft zu finden
- Häufige Fehler beim Durchführen einer VSM
- Häufig gestellte Fragen
- Was ist der Unterschied zwischen Value Stream Mapping und Prozessabbildung?
- Wie lange sollte eine VSM-Session dauern?
- Muss man wirklich in den Betrieb gehen?
- Kann VSM in Dienstleistungen und Büros eingesetzt werden?