Bahasa Indonesia
Value Stream Mapping: Cara Memetakan dan Meningkatkan Proses (Simbol + Contoh)
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Sebagian besar pemimpin operasi yang menjalankan latihan value stream mapping (VSM) pertama mereka pulang dengan penemuan yang sama sekali tidak nyaman: sekitar 80% total waktu tunggu adalah menunggu, bukan bekerja. Pekerjaan itu sendiri cepat. Kesenjangan antar pekerjaan itulah tempat waktu menghilang.
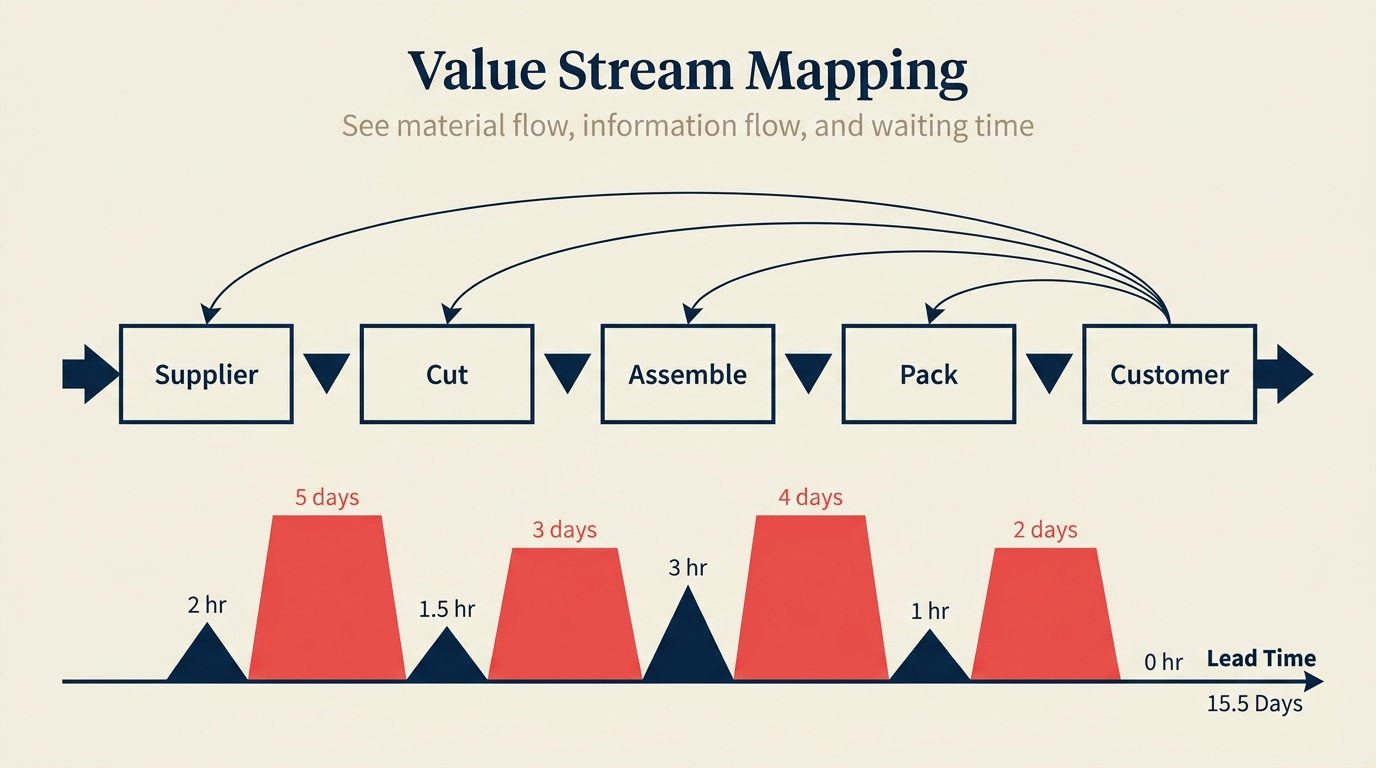
VSM membuat hal itu terlihat dalam satu diagram -- setiap langkah proses, setiap buffer inventaris, setiap pemicu informasi, terbentang dari pemasok ke pelanggan dengan garis waktu di bawahnya. Begitu Anda dapat melihat semuanya sekaligus, tempat-tempat yang perlu diperbaiki menjadi jelas.
Apa Itu Value Stream Mapping?
Value stream mapping adalah alat Lean yang memvisualisasikan aliran material dan informasi yang lengkap dari ujung ke ujung, yang diperlukan untuk menyampaikan produk atau layanan kepada pelanggan. Hasilnya adalah diagram, biasanya digambar tangan terlebih dahulu, yang menangkap setiap langkah yang dilalui permintaan atau unit produk, bersama kotak data yang menunjukkan berapa lama setiap langkah berlangsung, berapa banyak pekerjaan dalam proses yang duduk di antara langkah-langkah, dan bagaimana informasi bergerak melalui sistem.
Metode ini berakar pada diagram aliran material dan informasi Toyota, yang dikembangkan sebagai bagian dari Toyota Production System (TPS) selama tahun 1980-an. Insinyur Toyota menggunakan diagram ini untuk mengajarkan tim di lantai pabrik di mana pemborosan tersembunyi dan perubahan mana yang akan memiliki dampak terbesar pada throughput. Pendekatan ini masuk ke dalam praktik berbahasa Inggris arus utama pada tahun 1999 ketika Mike Rother dan John Shook menerbitkan Learning to See (Lean Enterprise Institute), buku yang menstandarkan simbol-simbol dan pendekatan dua peta (kondisi saat ini, kemudian kondisi masa depan) yang masih digunakan praktisi hingga saat ini.
VSM berbeda dari peta proses standar dalam satu cara yang kritis: ia memperlakukan aliran nilai sebagai unit analisis, bukan tugas individual. Peta proses bertanya "apa yang terjadi?" VSM bertanya "apa yang terjadi, berapa lama, berapa banyak yang menunggu di antara setiap langkah, dan aktivitas mana yang benar-benar penting bagi pelanggan?"
Fakta Utama
- Mike Rother dan John Shook memformalkan VSM dalam Learning to See (Lean Enterprise Institute, 1999), menstandarkan simbol-simbol dan pendekatan dua peta yang masih digunakan secara global.
- Riset dari Lean Enterprise Institute dan Lean Thinking (Free Press, 1996) karya Womack dan Jones menemukan bahwa dalam sebagian besar aliran nilai manufaktur, hanya sekitar 5% dari total waktu tunggu yang terdiri dari aktivitas bernilai tambah -- sisanya adalah transportasi, menunggu, dan pemrosesan berlebihan.
- Studi tahun 2021 dalam International Journal of Production Research menemukan adopsi VSM telah berkembang kuat ke layanan kesehatan, perangkat lunak, dan jasa keuangan, jauh melampaui asal-usul manufakturnya.
Simbol VSM yang Perlu Anda Ketahui
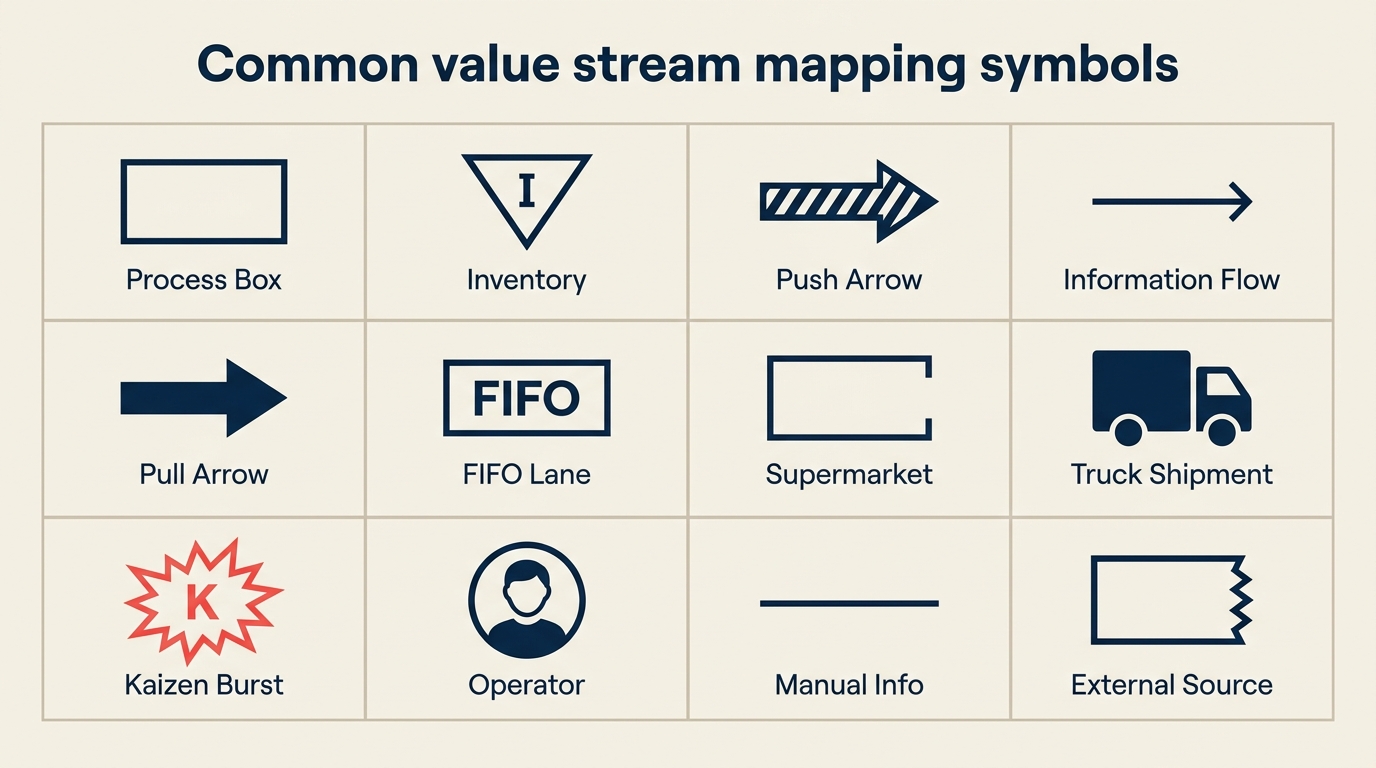
VSM menggunakan bahasa visual bersama sehingga anggota tim mana pun dapat membaca peta tanpa legenda. Berikut adalah simbol yang akan Anda gunakan di hampir setiap peta:
| Simbol | Nama | Artinya |
|---|---|---|
| Persegi panjang | Kotak proses | Langkah di mana pekerjaan dilakukan. Beri label dengan nama aktivitas dan lampirkan kotak data di bawahnya (waktu siklus, waktu changeover, uptime, operator). |
| Segitiga terisi dengan I | Segitiga inventaris | Pekerjaan dalam proses (WIP) atau stok yang duduk di antara dua langkah proses. Beri label dengan jumlah dan, jika diketahui, waktu dalam antrean. |
| Panah bergaris-garis | Panah push | Material atau pekerjaan didorong ke depan oleh langkah hulu tanpa memperhatikan apakah hilir siap. Umum dalam lingkungan batch. |
| Panah melengkung | Panah pull | Langkah hilir memberi sinyal ke hulu untuk memproduksi atau melepaskan pekerjaan. Menunjukkan sistem tarik daripada sistem dorong. |
| Persegi panjang sempit berlabel FIFO | Jalur FIFO | Antrean terkendali di mana item mengalir dalam urutan yang sama saat masuk. Membatasi WIP dan mencegah cherry-picking. |
| Persegi panjang terbuka | Supermarket | Buffer inventaris terkendali yang ditarik hilir. Langkah hulu hanya mengisi ulang apa yang dikonsumsi. |
| Bintang bergelombang | Kaizen burst | Peluang perbaikan spesifik yang diidentifikasi pada peta. Menandai di mana pemborosan terkonsentrasi dan perubahan akan difokuskan. |
| Lingkaran dengan kepala | Operator | Jumlah orang yang bekerja pada langkah proses tersebut. |
| Siluet truk | Pengiriman truk | Pengiriman fisik dari pemasok atau ke pelanggan, biasanya diberi label dengan frekuensi. |
| Panah lurus | Aliran informasi | Aliran instruksi, jadwal, atau pesanan antara langkah-langkah atau ke/dari sumber eksternal. |
| Garis lurus dengan tanda centang | Informasi manual | Aliran informasi berbasis kertas atau lisan, berbeda dari elektronik. |
| Persegi panjang bergerigi | Sumber eksternal | Pemasok atau pelanggan yang berada di luar batas aliran nilai. Biasanya ditempatkan di ujung kiri (pemasok) dan ujung kanan (pelanggan). |
Anda tidak memerlukan setiap simbol di setiap peta. Mulai dengan kotak proses, segitiga inventaris, panah push, dan garis aliran informasi. Tambahkan yang lain sesuai kebutuhan peta Anda.
Cara Membangun Value Stream Map dalam 6 Langkah
Membangun VSM adalah aktivitas fisik berbasis tim. Peta terbaik digambar dengan pensil, di atas kertas, di dinding -- bukan dalam perangkat lunak, setidaknya bukan yang pertama.
Langkah 1: Pilih Keluarga Produk Anda
Jangan memetakan segalanya. Pilih satu keluarga produk -- sekelompok produk atau layanan yang melewati urutan langkah proses yang sama. Peta yang mencoba menampilkan setiap varian menjadi tidak terbaca. Peta yang terfokus mengungkap pemborosan nyata.
Langkah 2: Ikuti Proses dari Belakang, Dimulai dari Pelanggan
Mulai dari ujung pelanggan dan secara fisik ikuti ke hulu. Jangan mengandalkan bagaimana orang berpikir proses itu berjalan. Amati apa yang sebenarnya terjadi, dalam urutan yang sebenarnya terjadi. Berjalan mundur mencegah Anda menggambar proses yang "dimaksudkan" daripada yang nyata.
Langkah 3: Tangkap Kotak Proses dan Kotak Data
Untuk setiap langkah, gambar kotak proses. Di bawahnya, gambar kotak data dengan setidaknya: waktu siklus (CT), waktu changeover (CO), dan jumlah operator. Angka-angka ini adalah yang membuat peta kondisi masa depan dapat dipercaya -- Anda tidak dapat meningkatkan apa yang belum diukur.
Langkah 4: Tambahkan Aliran Material
Gambar segitiga inventaris antara kotak proses. Beri label masing-masing dengan jumlah WIP saat ini atau, jika diketahui, waktu rata-rata material menunggu di sana. Tambahkan panah push atau pull untuk menunjukkan bagaimana pekerjaan bergerak antara langkah-langkah.
Langkah 5: Tambahkan Aliran Informasi
Gambar bagaimana informasi bergerak melalui sistem. Siapa yang menjadwalkan setiap langkah? Apakah perencanaan produksi mendorong jadwal mingguan ke lantai? Apakah sistem manajemen pesanan memicu pelepasan? Aliran informasi ini sering mengungkap di mana penjadwalan yang buruk menciptakan penantian yang ditunjukkan dalam segitiga inventaris.
Langkah 6: Gambar Garis Waktu
Di bawah kotak proses dan segitiga inventaris, gambar garis waktu bertingkat. Puncak di bawah garis menunjukkan waktu proses di setiap langkah. Dataran di atas garis menunjukkan waktu tunggu antara langkah-langkah. Jumlahkan dataran untuk mendapatkan waktu tunggu total. Jumlahkan puncak untuk mendapatkan total waktu proses.
Kondisi Saat Ini vs Kondisi Masa Depan
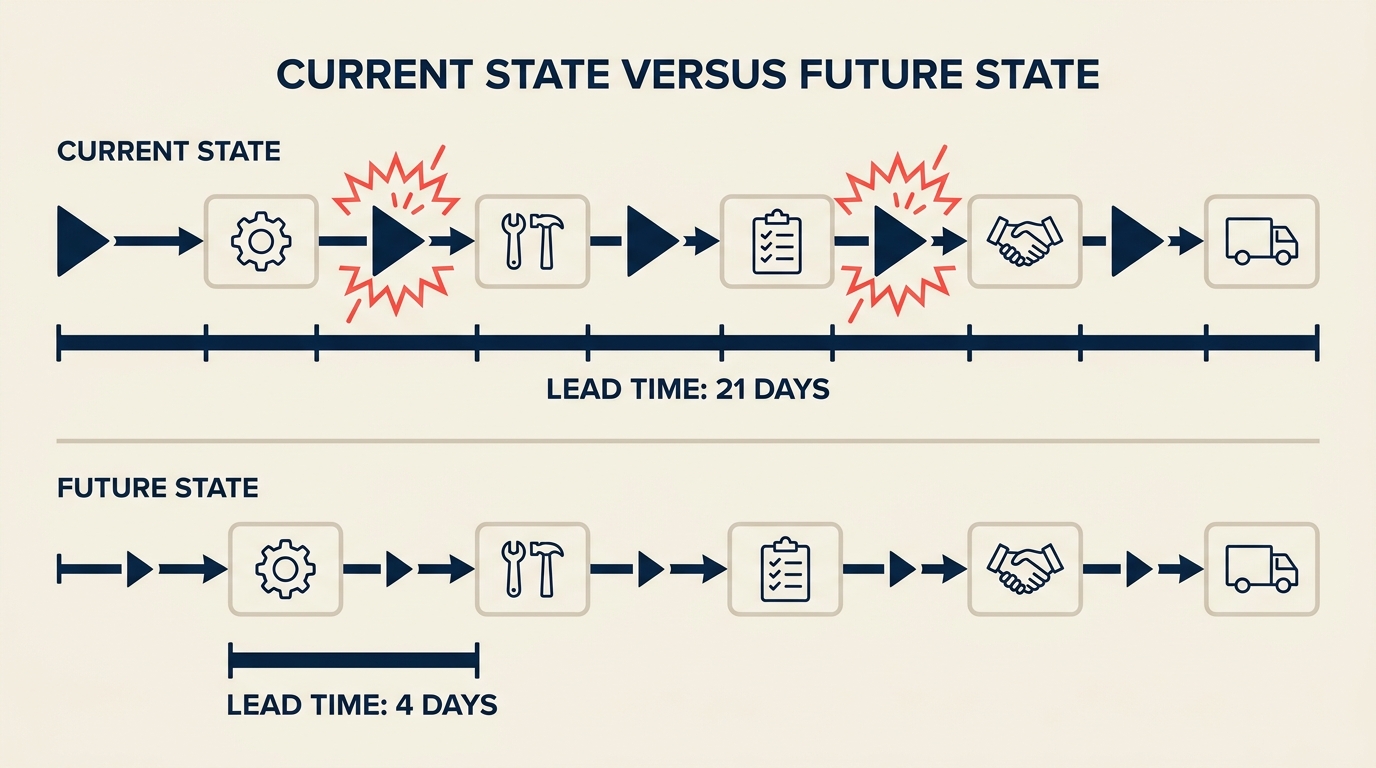
Latihan VSM menghasilkan dua peta, bukan satu.
Peta kondisi saat ini adalah gambaran jujur dari aliran nilai seperti yang ada hari ini -- setiap hambatan, setiap tumpukan WIP, setiap serah terima penjadwalan. Tujuannya bukan untuk mempermalukan siapapun. Ini untuk memberikan tim garis dasar bersama yang akurat yang sudah dilihat dan disepakati semua orang.
Peta kondisi masa depan adalah ideal Lean yang akan Anda tuju. Anda tidak menebaknya. Anda membangunnya dari kondisi saat ini dengan bertanya: di mana waktu Takt yang ditentukan pelanggan (laju di mana pelanggan meminta produk)? Langkah mana yang menetapkan laju untuk seluruh aliran? Di mana kita dapat memperkenalkan sistem tarik daripada dorong? Di mana kita harus menciptakan aliran berkelanjutan dan menghilangkan antrean antara langkah-langkah?
Kaizen burst adalah cara Anda menjembatani dua peta. Tandai setiap area di mana Anda akan menyerang pemborosan dengan kaizen burst bergelombang pada kondisi saat ini. Setiap burst menjadi proyek perbaikan spesifik dengan pemilik dan tenggat waktu. Peta kondisi masa depan menunjukkan seperti apa aliran nilai setelah proyek-proyek tersebut selesai.
Disiplin praktis di sini adalah menghindari melompat langsung ke solusi. Gambar kondisi saat ini secara jujur sebelum merancang kondisi masa depan. Tim yang langsung ke "seperti apa seharusnya" cenderung menggambar proses ideal yang tidak mencerminkan kendala yang sebenarnya dihadapi lantai.
Menghitung Waktu Tunggu vs Waktu Proses
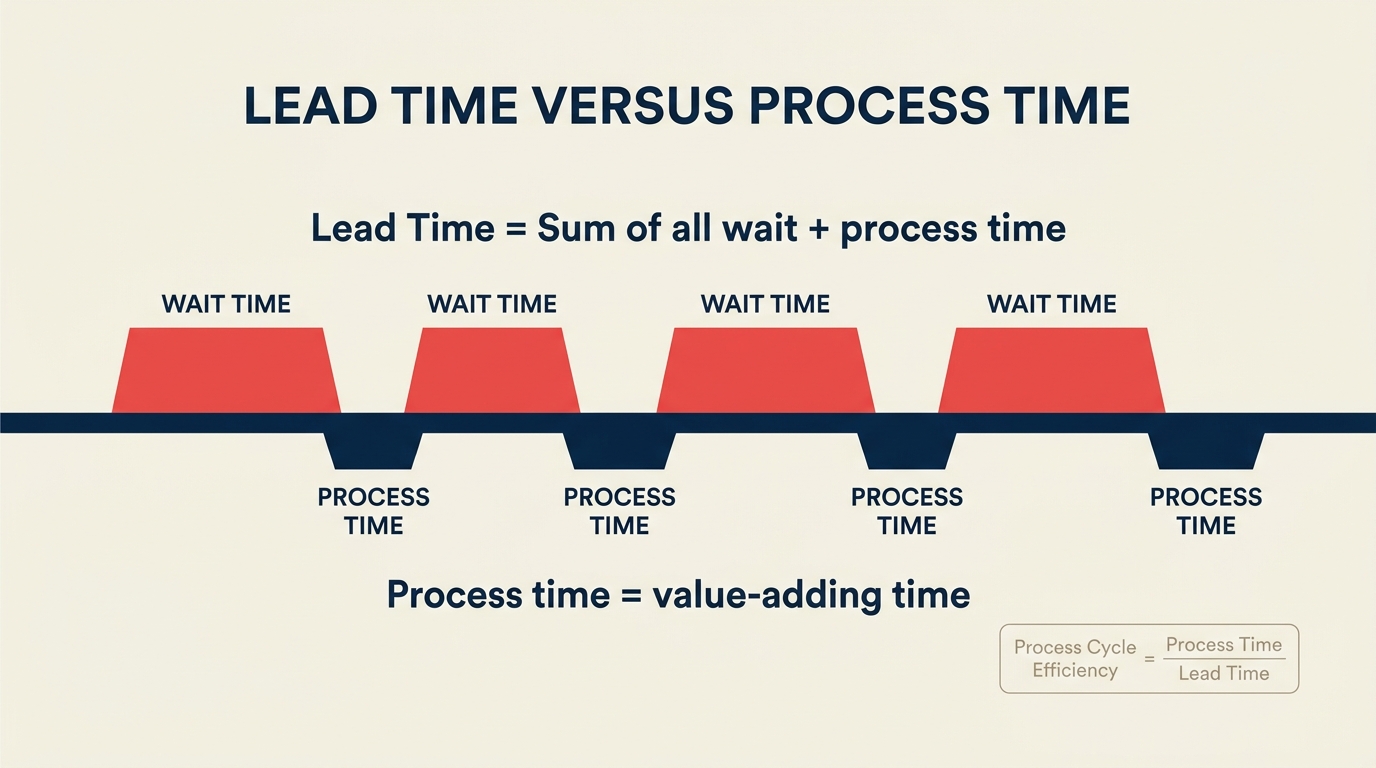
Garis waktu di bagian bawah diagram VSM melacak dua angka yang berbeda, dan mencampuradukkan keduanya menyebabkan keputusan perbaikan yang buruk.
Waktu proses (PT) adalah waktu bernilai tambah di setiap langkah -- berapa lama sebuah unit sebenarnya dikerjakan. Ini direpresentasikan di bawah garis waktu sebagai puncak kecil.
Waktu tunggu (LT) adalah total waktu yang berlalu dari saat permintaan pelanggan memasuki aliran nilai hingga saat pelanggan menerima output. Ini mencakup semua penantian antara langkah-langkah, bukan hanya waktu kerja. Ini direpresentasikan oleh dataran tinggi di atas garis waktu.
Process Cycle Efficiency (PCE) = Waktu Proses / Waktu Tunggu. PCE di bawah 10% umum terjadi dalam proses manufaktur dan perkantoran. Meningkatkannya adalah tujuan inti dari setiap peta kondisi masa depan.
Berikut contoh sederhana yang sudah dikerjakan:
| Langkah | Waktu proses | Waktu tunggu (inventaris) |
|---|---|---|
| Penerimaan pesanan | 5 menit | 4 jam |
| Pemeriksaan kredit | 10 menit | 2 jam |
| Ambil dan kemas | 15 menit | 1 jam |
| Kirim | 5 menit | 30 menit |
| Total | 35 menit | 7,5 jam |
Waktu tunggu = 35 menit + 7,5 jam = sekitar 8 jam. Waktu proses = 35 menit. PCE = 35 / 480 = 7,3%.
Tujuannya bukan mempercepat 35 menit kerja. Tujuannya adalah menyusutkan 7,5 jam penantian.
Contoh yang Sudah Dikerjakan: Aliran Nilai Persetujuan Faktur
Pertimbangkan tim keuangan yang memproses faktur vendor. Kondisi saat ini terlihat seperti ini:
| Langkah | Waktu siklus | WIP dalam antrean | Waktu antrean |
|---|---|---|---|
| Faktur diterima | 2 menit | 20 faktur | 2 hari |
| Tinjauan manajer | 5 menit | 12 faktur | 1,5 hari |
| Persetujuan keuangan | 3 menit | 8 faktur | 1 hari |
| Pelepasan pembayaran | 2 menit | 5 faktur | 4 jam |
| Pemasok diberitahu | 1 menit | 0 | 0 |
Total waktu proses: 13 menit. Total waktu tunggu: sekitar 4,5 hari. PCE: sekitar 0,3%.
Kaizen burst jatuh pada antrean "Faktur diterima" (2 hari faktur yang tidak diproses duduk di kotak masuk email) dan pada "Tinjauan manajer" (pemrosesan batch sekali sehari daripada saat diterima). Kondisi masa depan memotong waktu tunggu menjadi di bawah 1 hari dengan memperkenalkan pemicu sistem tarik -- manajer meninjau dalam 4 jam setelah diterima, dan sistem keuangan secara otomatis melepaskan pembayaran dalam 2 jam setelah persetujuan.
Tidak ada yang berubah dari 13 menit kerja aktual. Seluruh keuntungan berasal dari menyerang waktu tunggu.
VSM vs Peta Proses vs Diagram Jalur Proses
VSM sering dikacaukan dengan alat diagram lainnya. Berikut perbedaannya:
| Alat | Menampilkan | Skala | Paling cocok untuk |
|---|---|---|---|
| Value stream map | Aliran material + aliran informasi + garis waktu + data pemborosan | Aliran nilai menyeluruh (pemasok ke pelanggan) | Menemukan di mana waktu tunggu dan WIP terkonsentrasi; membangun argumen untuk perbaikan Lean |
| Peta proses / flowchart | Langkah-langkah dan titik keputusan secara berurutan | Satu proses atau subproses | Mendokumentasikan cara proses berjalan; onboarding; prosedur operasional standar |
| Diagram jalur proses | Peran atau tim mana yang menangani setiap langkah | Satu proses lintas fungsi | Memetakan serah terima antara departemen; menemukan kesenjangan akuntabilitas |
Pilih VSM ketika Anda ingin mengukur pemborosan. Pilih peta proses ketika Anda ingin mendokumentasikan langkah-langkah. Gunakan diagram jalur proses ketika serah terima antara tim adalah masalah inti yang sedang Anda selidiki.
8 Pemborosan yang Ditemukan VSM
Setiap sesi VSM adalah, pada intinya, latihan menemukan pemborosan. Lean methodology mengidentifikasi 8 jenis pemborosan, kadang diingat dengan akronim DOWNTIME:
- Defects (Cacat) -- kesalahan yang memerlukan pengerjaan ulang atau pembuangan, menghabiskan waktu tanpa nilai yang diciptakan
- Overproduction (Produksi Berlebihan) -- memproduksi lebih dari yang dibutuhkan pelanggan saat ini, menciptakan WIP yang harus menunggu
- Waiting (Menunggu) -- waktu ketika pekerjaan duduk menganggur antara langkah-langkah, yang persis itulah yang dibuat terlihat oleh garis waktu VSM
- Non-utilized talent (Bakat Tidak Termanfaatkan) -- keterampilan dan pengetahuan yang tidak pernah dimanfaatkan oleh sistem
- Transportation (Transportasi) -- pergerakan material, dokumen, atau data yang tidak perlu antara lokasi
- Inventory (Inventaris) -- WIP, barang jadi, atau informasi yang duduk dalam antrean melebihi apa yang diperlukan
- Motion (Gerak) -- pergerakan fisik atau digital yang tidak perlu oleh orang yang melakukan pekerjaan
- Extra processing (Pemrosesan Berlebihan) -- langkah-langkah yang tidak menambah nilai pelanggan, seperti memasukkan kembali data yang sudah ada atau persetujuan yang tidak mengubah hasil
VSM sangat baik dalam memunculkan pemborosan menunggu dan inventaris karena keduanya muncul langsung pada garis waktu dan dalam segitiga inventaris. Enam lainnya sering muncul ketika Anda menggali kotak data di setiap langkah proses.
Kesalahan Umum Saat Menjalankan VSM
Bahkan tim dengan niat baik membuat kesalahan yang sama pada beberapa peta pertama mereka:
- Memetakan proses yang mereka inginkan, bukan yang sebenarnya ada. Ikuti lantai. Bicaralah dengan orang yang melakukan pekerjaan. Aliran aktual hampir selalu memiliki solusi sementara dan jalan memutar yang tidak muncul dalam prosedur yang terdokumentasi.
- Melewatkan kotak data. VSM tanpa angka adalah dekorasi. Waktu siklus, jumlah WIP, dan waktu antrean adalah yang menghubungkan diagram dengan keputusan perbaikan nyata.
- Menggambar dalam perangkat lunak terlebih dahulu. Sticky notes dan pensil di atas kertas butcher membuat tim tetap terlibat dan peta mudah direvisi. Melompat ke Visio atau Miro sebelum kondisi saat ini disepakati cenderung membuat semua orang terikat pada versi pertama.
- Membangun peta kondisi masa depan secara terpisah. Kondisi masa depan harus dirancang oleh tim lintas fungsi yang sama yang menggambar kondisi saat ini. Merancangnya di ruang konferensi tanpa keterlibatan lantai menghasilkan kondisi masa depan yang tidak dimiliki siapapun di lantai.
- Memperlakukan peta sebagai output. Peta hanya berguna jika menghasilkan proyek Kaizen dengan pemilik dan tenggat waktu. Peta di dinding yang tidak ditindaklanjuti siapapun hanyalah dokumentasi.
Pertanyaan yang Sering Diajukan
Apa perbedaan antara value stream mapping dan pemetaan proses?
Peta proses (atau flowchart) menunjukkan urutan langkah-langkah dalam suatu proses -- apa yang terjadi, dalam urutan apa, dengan keputusan apa. Berguna untuk mendokumentasikan prosedur dan melatih orang.
VSM melangkah lebih jauh. Ini menambahkan aliran material, aliran informasi, tingkat inventaris, waktu siklus, dan garis waktu yang memisahkan waktu proses dari waktu tunggu. Tujuan VSM bukan dokumentasi -- ini adalah identifikasi pemborosan dan desain kondisi masa depan yang lebih Lean. Jika Anda ingin tahu "bagaimana cara kerja ini?", gunakan peta proses. Jika Anda ingin tahu "ke mana waktu pergi dan apa yang harus kita ubah?", gunakan VSM.
Berapa lama sesi VSM seharusnya?
Untuk aliran nilai yang terfokus dalam satu departemen -- seperti contoh persetujuan faktur di atas -- peta kondisi saat ini dapat diselesaikan dalam 3 hingga 4 jam dengan tim 4 hingga 6 orang. Membangun kondisi masa depan dan mengidentifikasi proyek Kaizen menambah 2 hingga 3 jam lagi. Untuk aliran nilai yang kompleks, multi-lokasi, atau rantai pasokan ujung ke ujung, perkirakan 2 hingga 3 hari. Faktor yang lebih penting bukanlah waktu jam -- ini adalah apakah orang yang benar-benar melakukan pekerjaan ada di ruangan.
Apakah Anda benar-benar perlu mengikuti lantai?
Ya. Ini adalah salah satu dari sedikit persyaratan yang tidak dapat dinegosiasikan dalam metode VSM. Prinsip Jepang Gemba -- "pergi ke tempat pekerjaan terjadi" -- merupakan inti dari Toyota Production System tempat VSM berasal. Proses yang terdokumentasi menggambarkan bagaimana pekerjaan seharusnya terjadi. Mengikuti proses menunjukkan bagaimana pekerjaan sebenarnya terjadi: solusi sementara, antrean informal, informasi yang berpindah melalui pesan teks daripada sistem. Peta yang dibangun dari wawancara atau dokumentasi saja secara konsisten melewatkan pemborosan berdampak tertinggi.
Bisakah VSM digunakan di layanan dan perkantoran?
Tentu saja. VSM berasal dari lantai pabrik manufaktur namun diterjemahkan langsung ke proses apa pun di mana pekerjaan mengalir dalam urutan menuju pelanggan. Organisasi layanan kesehatan memetakan jalur pasien dari rujukan hingga pemulangan. Tim perangkat lunak memetakan penerimaan tiket hingga deployment. Tim keuangan memetakan penerimaan faktur hingga pembayaran pemasok. Simbol dan logika garis waktu bekerja dengan cara yang sama. Adaptasi utama untuk VSM layanan adalah bahwa "inventaris" biasanya berarti permintaan atau dokumen yang mengantri daripada unit fisik, dan "transportasi" sering berarti informasi yang dipindahkan antara sistem atau kotak masuk daripada pengiriman fisik.
VSM adalah salah satu alat paling berguna dalam toolkit manajemen proses -- bukan karena rumit, tetapi karena memaksa tim untuk melihat seluruh aliran sekaligus. Sebagian besar upaya perbaikan gagal karena mengoptimalkan satu langkah tanpa melihat apa yang terjadi pada langkah-langkah di sekitarnya. VSM mencegah hal itu dengan membuat gambaran lengkap menjadi tidak mungkin diabaikan.
Setelah memetakan kondisi saat ini dan membangun kondisi masa depan, pertanyaan berikutnya adalah bagaimana mempertahankan perbaikan. Di situlah prosedur operasional standar mengunci keuntungan, dan metode seperti DMAIC Six Sigma menyediakan kerangka terstruktur untuk proyek perbaikan yang diidentifikasi oleh kaizen burst. Untuk pandangan yang lebih luas tentang bagaimana VSM cocok dalam tata kelola proses yang sedang berlangsung, business process management dan optimasi proses mencakup sistem organisasi yang menjaga aliran nilai bergerak ke arah yang benar dari waktu ke waktu.

Senior Operations & Growth Strategist
On this page
- Apa Itu Value Stream Mapping?
- Simbol VSM yang Perlu Anda Ketahui
- Cara Membangun Value Stream Map dalam 6 Langkah
- Langkah 1: Pilih Keluarga Produk Anda
- Langkah 2: Ikuti Proses dari Belakang, Dimulai dari Pelanggan
- Langkah 3: Tangkap Kotak Proses dan Kotak Data
- Langkah 4: Tambahkan Aliran Material
- Langkah 5: Tambahkan Aliran Informasi
- Langkah 6: Gambar Garis Waktu
- Kondisi Saat Ini vs Kondisi Masa Depan
- Menghitung Waktu Tunggu vs Waktu Proses
- Contoh yang Sudah Dikerjakan: Aliran Nilai Persetujuan Faktur
- VSM vs Peta Proses vs Diagram Jalur Proses
- 8 Pemborosan yang Ditemukan VSM
- Kesalahan Umum Saat Menjalankan VSM
- Pertanyaan yang Sering Diajukan
- Apa perbedaan antara value stream mapping dan pemetaan proses?
- Berapa lama sesi VSM seharusnya?
- Apakah Anda benar-benar perlu mengikuti lantai?
- Bisakah VSM digunakan di layanan dan perkantoran?