Metodología Lean: Principios y los 8 Desperdicios
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
La metodología Lean es un enfoque sistemático para eliminar el desperdicio y maximizar el valor en cualquier proceso, basado en la convicción de que todo recurso consumido sin crear valor para el cliente es desperdicio. Las organizaciones que se comprometen con Lean no solo recortan costos una vez; construyen una capacidad permanente para detectar y eliminar fricciones, ciclo tras ciclo.
¿Qué es la metodología Lean?
La metodología Lean es una filosofía y conjunto de prácticas enfocadas en entregar más valor a los clientes con menos recursos, mediante la identificación y eliminación sistemática de actividades que no agregan valor.
Sus raíces se remontan al Sistema de Producción de Toyota (TPS), desarrollado por Taiichi Ohno y Eiji Toyoda entre las décadas de 1940 y 1980. Toyota fabricaba autos con una fracción del presupuesto y el espacio disponible para los fabricantes estadounidenses, por lo que cada hora de trabajo y cada metro cuadrado de inventario debía justificarse. Lo que construyeron se convirtió en el sistema de operaciones más imitado de la historia. El término "Lean" fue acuñado por los investigadores James Womack, Daniel Jones y Daniel Roos en su libro de 1990 The Machine That Changed the World, que introdujo los métodos de Toyota al mundo empresarial occidental.
Datos clave
Toyota y el TPS: La adopción del Sistema de Producción de Toyota (la base de Lean) es directamente responsable de que Toyota se convirtiera en el fabricante de autos número 1 del mundo por volumen en 2008, título que ha mantenido la mayor parte de los años siguientes (informes anuales de Toyota; OICA).
Reducciones en el tiempo de entrega: Un estudio de referencia de 2023 de LNS Research e IndustryWeek encontró que las organizaciones que aplican consistentemente los principios Lean reportan reducciones del 20-40% en el tiempo de entrega de los procesos durante los 18 meses de adopción sostenida.
El libro que le dio nombre: The Machine That Changed the World (1990) ha vendido más de un millón de copias y sigue siendo un texto obligatorio en los principales programas de negocios e ingeniería del mundo (MIT IMVP).
Los 5 principios fundamentales de Lean
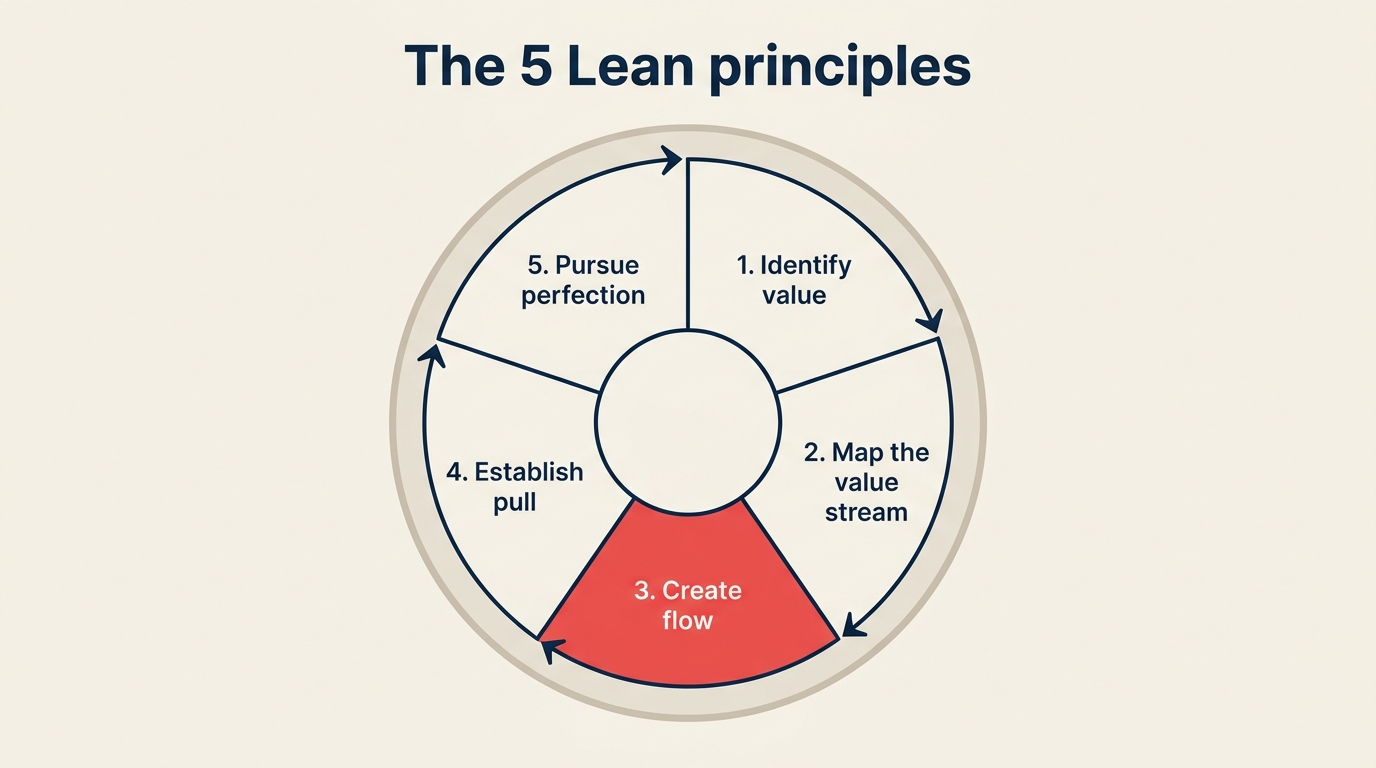
Womack y Jones destilaron el pensamiento Lean en cinco principios en su siguiente libro, Lean Thinking (1996). Siguen siendo completamente válidos.
1. Identificar el valor
El valor lo define únicamente el cliente, no el ingeniero, el gerente ni el contador. Un paso en el proceso solo tiene valor si el cliente pagaría por él, y únicamente en la forma y en el momento en que lo desea.
- Pregúntese: "Si este paso desapareciera, ¿el cliente lo notaría o le importaría?"
- Mapee el resultado deseado por el cliente, no lo que se produce internamente.
- Separe las actividades que agregan valor del desperdicio necesario (como el cumplimiento regulatorio) y el desperdicio puro.
2. Mapear el flujo de valor
Un flujo de valor es la secuencia completa de actividades necesarias para entregar un producto o servicio desde la materia prima hasta el cliente. Mapearlo revela adónde va realmente el tiempo y los recursos, no adónde asumen los gerentes que van.
- Dibuje primero el mapa del estado actual, incluyendo todas las transferencias, colas y demoras.
- Etiquete cada paso como de valor añadido, de valor no añadido pero necesario, o desperdicio puro.
- La brecha entre los dos mapas es su hoja de ruta de mejora (vinculada a la estrategia de gestión de procesos).
3. Crear flujo
Una vez identificados los pasos de desperdicio, rediseñe los pasos restantes que agregan valor para que fluyan de forma continua sin interrupciones, lotes de trabajo ni esperas.
- Reorganice los espacios de trabajo físicos o digitales para reducir las distancias de transferencia.
- Divida los grandes lotes en lotes más pequeños, idealmente en flujo de una sola pieza.
- Alinee la capacidad de cada paso con el siguiente para que el trabajo nunca se acumule en una cola.
4. Establecer el sistema pull
En un sistema pull, el trabajo se activa por la demanda real del siguiente paso en la cadena, no por una previsión ni un programa de producción. Nada se fabrica hasta que llega una señal de que se necesita.
- Use señales Kanban (tarjetas, indicadores digitales, alertas de bajo inventario) para activar la reposición.
- Reemplace los informes mensuales por lotes con paneles en tiempo real para que el sistema reaccione a la demanda real.
- Los sistemas pull reducen el inventario, acortan los tiempos de entrega y exponen los problemas de capacidad de inmediato.
5. Buscar la perfección
Lean no es un proyecto puntual. Una vez que los primeros cuatro principios reducen el desperdicio visible, el menor inventario y el flujo más rápido exponen la siguiente capa de desperdicio oculto. La perfección es la asíntota que se persigue continuamente a través del Kaizen, la práctica de la mejora continua e incremental.
- Programe retrospectivas regulares (eventos Kaizen) para revisar qué cambió y cuál es el siguiente paso.
- Mida el tiempo de ciclo, las tasas de defectos y la satisfacción del cliente en cada hito.
- Trate cada defecto y cada demora como un evento de aprendizaje, no de culpa.
Los 8 desperdicios de Lean (DOWNTIME)
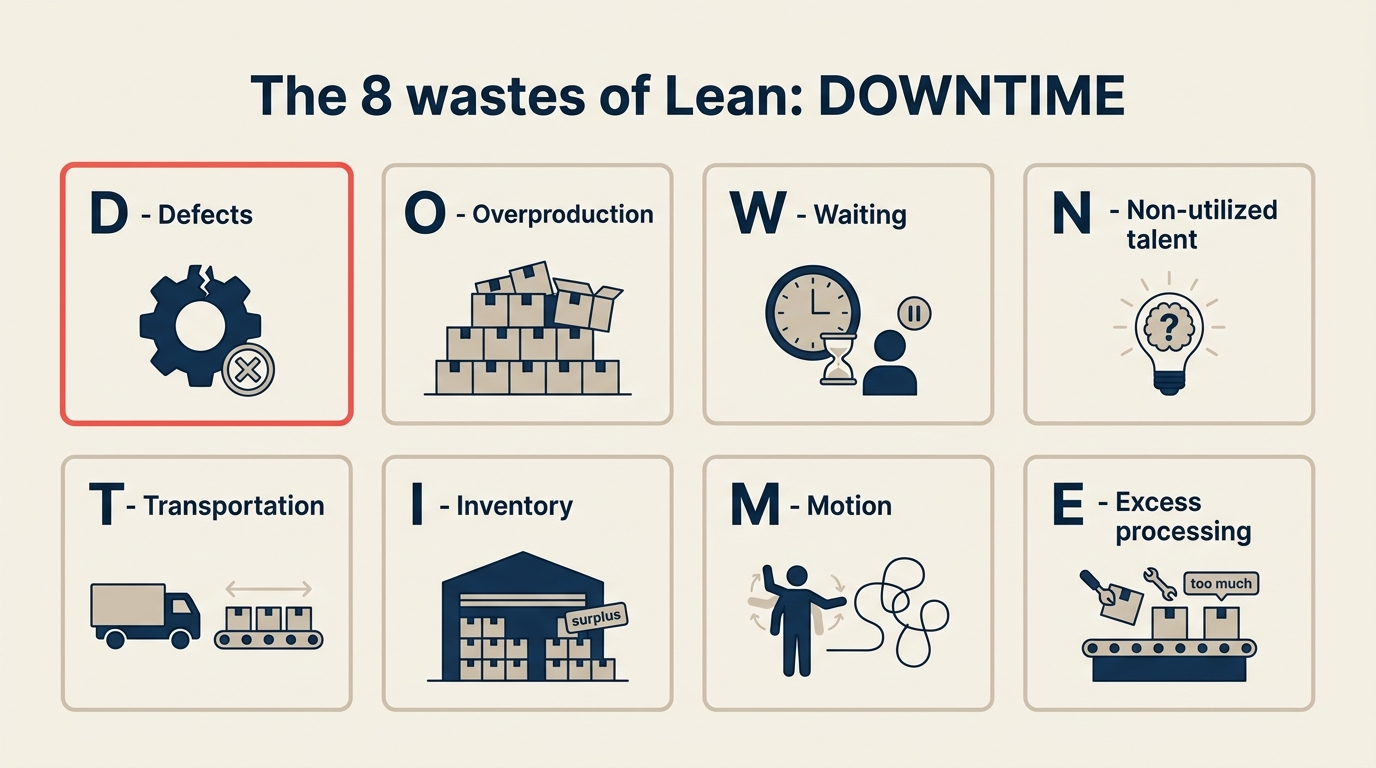
El TPS original identificó 7 desperdicios (muda). Una extensión posterior añadió un octavo: el talento no aprovechado. El acrónimo DOWNTIME los hace fáciles de recordar.
| Letra | Desperdicio | Ejemplo |
|---|---|---|
| D | Defectos | Una compilación de software falla por un requisito no documentado; el equipo rehace dos sprints de código. |
| O | Sobreproducción | Una fábrica estampa 10.000 piezas antes de que lleguen los pedidos; 3.000 permanecen en un almacén 6 meses. |
| W | Esperas | Una cola de aprobación de facturas no se revisa durante 3 días porque el aprobador está en otra zona horaria. |
| N | Talento no aprovechado | Una analista de datos dedica el 40% de su semana a copiar filas manualmente entre hojas de cálculo. |
| T | Transporte | Un documento se imprime, se lleva manualmente a otro piso, se escanea y se envía por correo electrónico: 4 movimientos innecesarios. |
| I | Inventario | Un hospital mantiene 30 días de stock de un medicamento de rotación lenta; el 20% vence antes de usarse. |
| M | Movimiento | Un técnico camina hasta una impresora compartida 15 veces al día porque las impresoras no están junto a las estaciones de trabajo. |
| E | Procesamiento excesivo | Un informe pasa por 4 rondas de revisión de formato antes de que alguien lea los datos que contiene. |
El marco DOWNTIME combina bien con los diagnósticos de gestión de procesos de negocio porque brinda a los equipos un vocabulario común para nombrar el desperdicio sin señalar con el dedo.
Herramientas y técnicas fundamentales de Lean
Lean cuenta con un conjunto de herramientas. Cada una apunta a tipos específicos de desperdicio y funciona mejor en determinados niveles de madurez del proceso.
| Herramienta | Propósito | Cuándo usarla |
|---|---|---|
| Value stream mapping (VSM) | Visualizar el flujo de extremo a extremo y localizar el desperdicio | Al inicio de cualquier iniciativa Lean |
| 5S | Organizar el espacio de trabajo para la seguridad y la eficiencia | Antes de comenzar el trabajo de flujo (metodología 5S) |
| Eventos Kaizen | Talleres de mejora rápida (3-5 días) | Cuando un segmento de proceso específico necesita un ataque focalizado |
| Kanban | Señales visuales pull que controlan el trabajo en curso | Una vez establecido el flujo; de forma continua |
| A3 para resolución de problemas | Informe de problemas estructurado en una página | Análisis de causa raíz para defectos recurrentes |
| Jidoka | "Automatización con toque humano": detener y corregir en la fuente | Líneas de alto volumen donde los defectos se propagan rápidamente |
| Just-in-time (JIT) | Producir solo lo que se necesita, cuando se necesita | Sistemas pull maduros con demanda estable |
| Takt time | Ajustar el ritmo de producción a la tasa de demanda del cliente | Planificación de capacidad y equilibrio de líneas |
| Heijunka | Nivelar el volumen y la mezcla de producción | Suavizar los picos de demanda antes de que generen sobreproducción |
Lean vs Six Sigma vs Lean Six Sigma
Estos tres conceptos se confunden con frecuencia. Son compatibles, pero resuelven problemas primarios distintos.
| Dimensión | Lean | Six Sigma | Lean Six Sigma |
|---|---|---|---|
| Objetivo principal | Eliminar el desperdicio y acelerar el flujo | Reducir la variación y los defectos | Eliminar el desperdicio Y reducir los defectos simultáneamente |
| Origen | Sistema de Producción de Toyota (décadas de 1940-80) | Motorola (1986), popularizado por GE | Enfoque combinado (desde la década de 1990) |
| Herramientas principales | VSM, 5S, Kanban, Kaizen | DMAIC, gráficos de control, análisis de regresión | Todas las anteriores |
| Métricas clave | Tiempo de entrega, eficiencia del flujo, trabajo en curso | Tasa de defectos, nivel sigma del proceso, Cpk | Tanto el tiempo de entrega como la tasa de defectos |
| Mejor para | Procesos lentos o con mucho desperdicio | Procesos con alta tasa de defectos o variación | Procesos complejos con ambos problemas |
| Certificación | Lean practitioner / Lean leader | Green Belt, Black Belt, Master Black Belt | Lean Six Sigma Green/Black Belt |
¿Cuál elegir?
Comience con Lean si su principal problema es la velocidad o el desperdicio. Si los pedidos tardan demasiado en cumplirse, si su equipo está ocupado pero la producción es baja, si el inventario sigue acumulándose, esos son problemas Lean. Lean es más rápido de implementar y ofrece resultados visibles en semanas.
Comience con Six Sigma (usando el ciclo PDCA o DMAIC) si su principal problema es la calidad y los defectos. Si un proceso se ejecuta rápidamente pero produce resultados inconsistentes, como productos que no pasan el control de calidad, servicios que generan quejas o datos que siempre están mal, ese es un problema de variación. Las herramientas estadísticas de Six Sigma encontrarán la causa raíz.
Elija Lean Six Sigma cuando tenga ambos problemas y el proceso sea lo suficientemente maduro para soportar la recopilación de datos junto al trabajo de reducción de desperdicio. La mayoría de las organizaciones grandes terminan aquí, pero intentarlo demasiado pronto suele significar que ninguno de los dos se hace bien.
Cómo ejecutar una transformación Lean en 5 pasos
Paso 1: Elija un proceso de alto impacto
No intente hacer Lean con todo a la vez. Elija un proceso con un problema visible y medible: tiempos de entrega largos, altas tasas de defectos, quejas de clientes o sobrecostos. Escriba un enunciado del problema en una sola frase: "Los pedidos de clientes tardan 14 días en cumplirse; el objetivo es 5 días." Documéntelo en una línea base de procedimiento operativo estándar para tener algo con qué comparar.
Paso 2: Mapear el estado actual
Realice una sesión de mapeo del flujo de valor con las personas que realmente hacen el trabajo. Recorra el proceso de principio a fin y dibuje cada paso, cada transferencia, cada cola y cada flujo de datos. Mida el tiempo de ciclo, el tiempo de espera y la tasa de defectos en cada paso. Sea riguroso: los equipos descubren habitualmente que el 60-80% del tiempo de entrega total es pura espera, no trabajo.
Paso 3: Identificar el desperdicio
Revise el mapa del estado actual con el marco DOWNTIME. Etiquete cada paso que no agrega valor. Priorice por impacto: ¿qué desperdicios generan más tiempo, costo o frustración en el cliente? Busque específicamente los cuellos de botella del negocio, es decir, los pasos individuales que restringen todo el flujo.
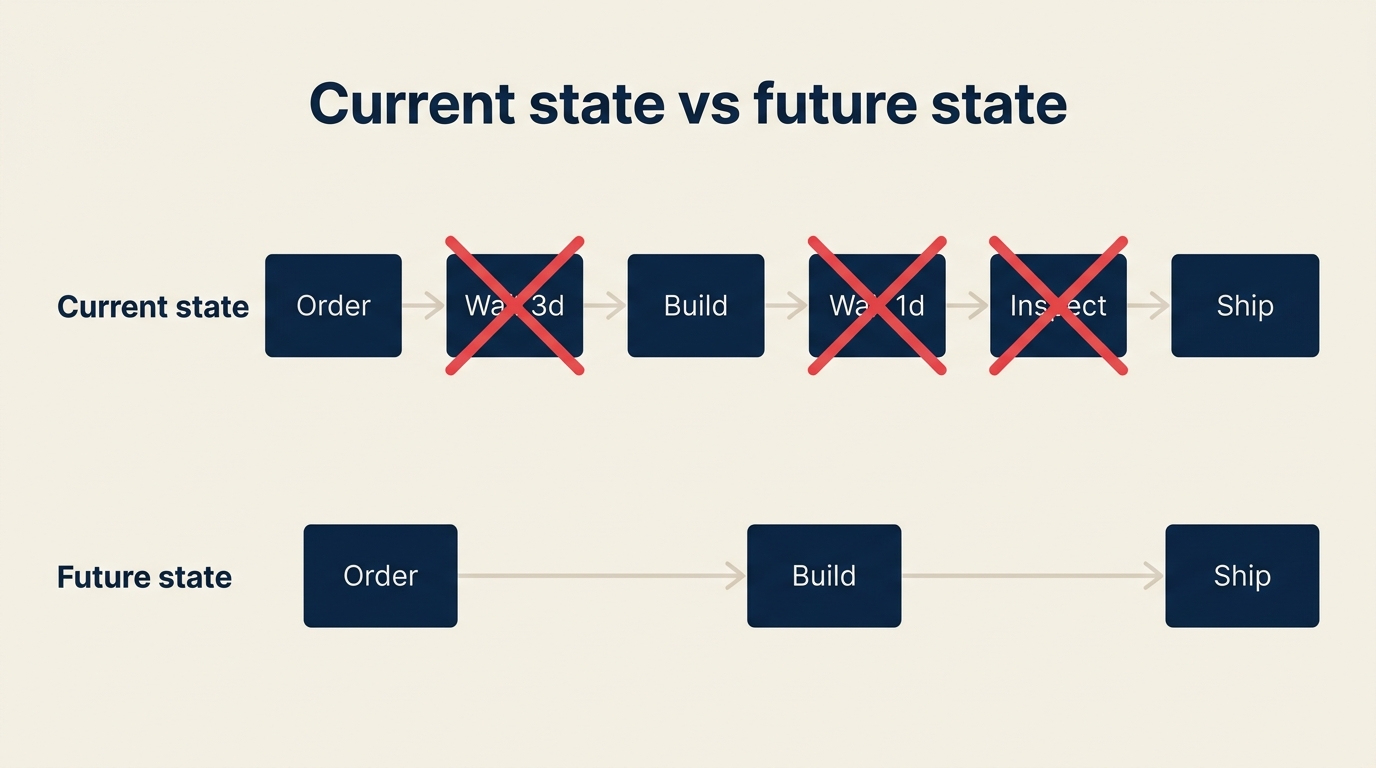
Paso 4: Diseñar y pilotar el estado futuro
Dibuje el mapa del estado futuro con los pasos de desperdicio eliminados o reducidos. No rediseñe todo en papel y lo implemente en toda la organización. Primero pruebe los cambios en un equipo, una línea de producto o un turno. Mida las mismas métricas que rastreó en el paso 2. Un piloto de 2 a 4 semanas suele ser suficiente para validar si el estado futuro funciona.
Paso 5: Estandarizar y escalar
Una vez que el piloto demuestre resultados, documente el nuevo proceso en SOPs actualizados y capacite a todos en el nuevo estándar. Luego repita: el proceso mejorado se convierte en el nuevo estado actual y vuelve a ejecutar el ciclo. La perfección siempre está a una iteración más de distancia.
Ejemplos de Lean por industria
Manufactura: Toyota
| Proceso | Desperdicio eliminado | Resultado |
|---|---|---|
| Línea de ensamblaje de motores | Sobreproducción, inventario, movimiento | La producción JIT redujo el inventario de productos terminados de semanas a horas |
| Recepción de piezas de proveedores | Transporte, esperas | La entrega directa a línea eliminó el almacén central para el 40% de las piezas |
| Detección de defectos | Defectos, retrabajo | Jidoka (autoridad para detener la línea) redujo la tasa de defectos que escapan en más del 90% en plantas objetivo |
Software / DevOps: Lean startup y tableros Kanban
| Proceso | Desperdicio eliminado | Resultado |
|---|---|---|
| Backlog de desarrollo de funcionalidades | Sobreproducción, esperas | Los límites de trabajo en curso en tableros Kanban redujeron el tiempo de ciclo promedio de 3 semanas a 6 días |
| Pipeline de despliegue | Defectos, procesamiento excesivo | Las pruebas automatizadas y el desarrollo basado en trunk redujeron el retrabajo en aproximadamente un 35% |
| Descubrimiento de clientes | Talento no aprovechado | Los ciclos Build-Measure-Learn redirigieron las horas de ingeniería de funcionalidades no usadas hacia las validadas |
Salud: Virginia Mason Medical Center (Seattle)
| Proceso | Desperdicio eliminado | Resultado |
|---|---|---|
| Tiempo de entrega de análisis de laboratorio de oncología | Esperas, movimiento | El flujo rediseñado en el laboratorio redujo el tiempo de entrega de 4 días a el mismo día |
| Registro de pacientes | Procesamiento excesivo, movimiento | El flujo de una sola pieza en el registro eliminó el papeleo duplicado y redujo el tiempo de espera en un 53% |
| Preparación de instrumental quirúrgico | Inventario, defectos | El 5S y los kits estandarizados redujeron los incidentes por instrumental faltante en un 80% |
Beneficios y limitaciones de Lean
Beneficios:
- Entrega más rápida: eliminar tiempos de espera y procesamiento por lotes reduce drásticamente los tiempos de entrega
- Menor costo: menos inventario, menos retrabajo y menos movimientos innecesarios reducen el gasto operativo
- Mayor calidad: detectar los defectos en la fuente (jidoka) evita que se agraven más adelante
- Mayor moral: las personas dedican su tiempo a trabajo valioso en lugar de soluciones provisionales
- Disciplina escalable: los mismos principios aplican a un equipo de 5 personas o a una fábrica de 50.000
Limitaciones:
- Depende de la cultura: Lean fracasa sin el compromiso del liderazgo y la seguridad psicológica (las personas no expondrán el desperdicio si temen ser culpadas)
- Requiere esfuerzo sostenido: un evento Kaizen aislado sin seguimiento produce resultados temporales
- Fragilidad del JIT: los sistemas pull diseñados para la eficiencia tienen poco margen; las disrupciones en la cadena de suministro (como las de la pandemia) exponen esta vulnerabilidad
- Necesita datos: medir el takt time, el tiempo de ciclo y las tasas de defectos exige más disciplina de proceso de la que muchas organizaciones tienen al comenzar
- No es solución para la variación: Lean reduce el desperdicio pero no elimina las causas raíz de los defectos como lo hace Six Sigma
Preguntas frecuentes
¿Cuáles son los 5 principios de Lean?
Los cinco principios Lean son: (1) identificar el valor desde la perspectiva del cliente, (2) mapear el flujo de valor para exponer el desperdicio, (3) crear flujo eliminando las interrupciones, (4) establecer el pull para que el trabajo se active por la demanda, y (5) buscar la perfección a través de la mejora continua. Fueron formalizados por Womack y Jones en Lean Thinking (1996).
¿Qué significa DOWNTIME en Lean?
DOWNTIME es un acrónimo de los 8 desperdicios de Lean en inglés: Defects (defectos), Overproduction (sobreproducción), Waiting (esperas), Non-utilized talent (talento no aprovechado), Transportation (transporte), Inventory (inventario), Motion (movimiento) y Excess processing (procesamiento excesivo). El Sistema de Producción de Toyota original listaba 7 desperdicios; el talento no aprovechado se añadió posteriormente para reflejar los contextos de trabajo del conocimiento.
¿Cuál es la diferencia entre Lean y Six Sigma?
Lean apunta al desperdicio y a la velocidad: elimina los pasos que no agregan valor y rediseña el flujo para que el trabajo avance más rápido. Six Sigma apunta a la variación y los defectos: usa métodos estadísticos para encontrar y eliminar las causas raíz de la inconsistencia. Ambos mejoran la calidad, pero atacan problemas distintos. Muchas organizaciones los combinan como Lean Six Sigma.
¿Lean es solo para manufactura?
No. Lean comenzó en la manufactura, pero se ha aplicado con éxito en el desarrollo de software (Lean startup, agile), la salud (Virginia Mason, ThedaCare), los servicios financieros, la logística y el gobierno. Cualquier proceso que tenga pasos, transferencias y un cliente puede beneficiarse del pensamiento Lean.
¿Qué es el método lean startup y es lo mismo que Lean?
El método lean startup, popularizado por Eric Ries en su libro de 2011, toma prestado de la manufactura Lean pero lo aplica al desarrollo de producto en startups. El ciclo central, construir un producto mínimo viable, medir el comportamiento real del cliente y aprender, refleja la idea Lean de pull (construir solo lo necesario) y de perfección (iterar continuamente). Sin embargo, el lean startup se enfoca específicamente en validar hipótesis de negocio rápidamente, mientras que la metodología Lean es un sistema de operaciones más amplio que cubre la manufactura, los servicios y el trabajo del conocimiento a cualquier escala.
Los equipos que extraen más valor de Lean no son los que ejecutaron el mejor taller, sino los que siguieron ejecutando el siguiente. Comience con un proceso problemático, mapéelo con honestidad y elimine el primer desperdicio obvio. El hábito se construye desde ahí.

Senior Operations & Growth Strategist
On this page
- ¿Qué es la metodología Lean?
- Datos clave
- Los 5 principios fundamentales de Lean
- 1. Identificar el valor
- 2. Mapear el flujo de valor
- 3. Crear flujo
- 4. Establecer el sistema pull
- 5. Buscar la perfección
- Los 8 desperdicios de Lean (DOWNTIME)
- Herramientas y técnicas fundamentales de Lean
- Lean vs Six Sigma vs Lean Six Sigma
- Cómo ejecutar una transformación Lean en 5 pasos
- Paso 1: Elija un proceso de alto impacto
- Paso 2: Mapear el estado actual
- Paso 3: Identificar el desperdicio
- Paso 4: Diseñar y pilotar el estado futuro
- Paso 5: Estandarizar y escalar
- Ejemplos de Lean por industria
- Manufactura: Toyota
- Software / DevOps: Lean startup y tableros Kanban
- Salud: Virginia Mason Medical Center (Seattle)
- Beneficios y limitaciones de Lean
- Preguntas frecuentes