Bahasa Indonesia
Lean Methodology: Prinsip dan 8 Pemborosan
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Lean methodology adalah pendekatan sistematis untuk menghilangkan pemborosan dan memaksimalkan nilai dalam proses apa pun, berakar pada keyakinan bahwa setiap sumber daya yang dihabiskan tanpa menciptakan nilai bagi pelanggan adalah pemborosan. Organisasi yang berkomitmen pada Lean tidak sekadar memangkas biaya sekali saja -- mereka membangun kemampuan permanen untuk menemukan dan menghilangkan hambatan, siklus demi siklus.
Apa Itu Lean Methodology?
Lean methodology adalah filosofi dan seperangkat praktik yang berfokus pada pemberian nilai lebih kepada pelanggan dengan sumber daya lebih sedikit, melalui identifikasi dan penghapusan aktivitas yang tidak bernilai tambah secara sistematis.
Akarnya dapat ditelusuri ke Toyota Production System (TPS), yang dikembangkan oleh Taiichi Ohno dan Eiji Toyoda dari tahun 1940-an hingga 1980-an. Toyota membangun mobil dengan anggaran dan ruang lantai yang hanya sebagian kecil dari yang tersedia bagi produsen Amerika, sehingga setiap jam kerja dan setiap meter persegi inventaris harus diperhitungkan. Apa yang mereka bangun menjadi sistem operasi paling banyak ditiru dalam sejarah. Istilah "Lean" sendiri diciptakan oleh peneliti James Womack, Daniel Jones, dan Daniel Roos dalam buku mereka tahun 1990 The Machine That Changed the World, yang memperkenalkan metode Toyota ke dunia bisnis Barat.
Fakta Utama
Toyota dan TPS: Adopsi Toyota Production System oleh Toyota (fondasi Lean) secara langsung dikreditkan sebagai pendorong naiknya Toyota menjadi produsen otomotif terbesar di dunia berdasarkan volume pada tahun 2008, gelar yang dipegangnya selama sebagian besar tahun berikutnya (laporan tahunan Toyota; OICA).
Pengurangan waktu tunggu: Studi tolok ukur 2023 oleh LNS Research dan IndustryWeek menemukan bahwa organisasi yang secara konsisten menerapkan prinsip Lean melaporkan pengurangan waktu tunggu proses sebesar 20-40% dalam 18 bulan penerapan yang berkelanjutan.
Buku yang menamainya: The Machine That Changed the World (1990) telah terjual lebih dari satu juta eksemplar dan masih menjadi teks wajib di program bisnis dan teknik terkemuka di seluruh dunia (MIT IMVP).
5 Prinsip Inti Lean
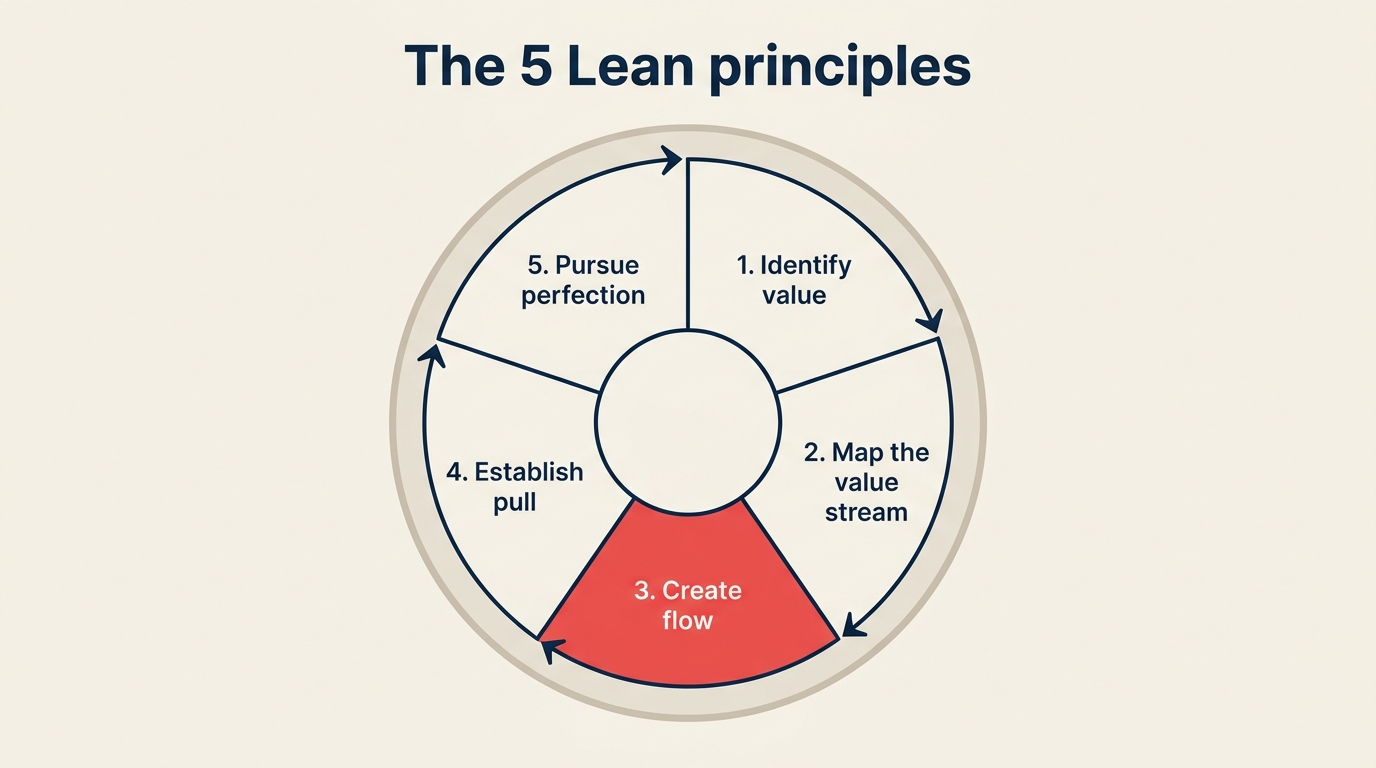
Womack dan Jones menyarikan pemikiran Lean menjadi lima prinsip dalam buku lanjutan mereka Lean Thinking (1996). Prinsip-prinsip ini masih relevan hingga kini.
1. Identifikasi Nilai
Nilai sepenuhnya didefinisikan oleh pelanggan -- bukan oleh insinyur, manajer, atau akuntan. Sebuah langkah dalam proses Anda hanya memiliki nilai jika pelanggan mau membayarnya, dan hanya dalam bentuk dan pada waktu yang mereka inginkan.
- Tanyakan: "Jika langkah ini hilang, apakah pelanggan akan memperhatikan atau peduli?"
- Petakan hasil yang diinginkan pelanggan, bukan apa yang Anda hasilkan secara internal.
- Pisahkan aktivitas bernilai tambah dari pemborosan yang diperlukan (seperti kepatuhan regulasi) dan pemborosan murni.
2. Petakan Aliran Nilai
Aliran nilai adalah rangkaian aktivitas lengkap yang diperlukan untuk menyampaikan produk atau layanan dari input mentah ke pelanggan. Pemetaannya mengungkapkan ke mana waktu dan sumber daya benar-benar pergi, bukan ke mana asumsi manajer mengarahkannya.
- Gambar peta kondisi saat ini terlebih dahulu, termasuk semua serah terima, antrean, dan penundaan.
- Tandai setiap langkah sebagai bernilai tambah, tidak bernilai tambah namun diperlukan, atau pemborosan murni.
- Kesenjangan antara dua peta tersebut adalah roadmap perbaikan Anda (terkait dengan strategi manajemen proses).
3. Ciptakan Aliran
Setelah langkah-langkah pemborosan teridentifikasi, rancang ulang langkah-langkah bernilai tambah yang tersisa agar mengalir secara berkelanjutan tanpa gangguan, pengelompokan, atau penantian.
- Reorganisasi ruang kerja fisik atau digital untuk mengurangi jarak serah terima.
- Pecah tumpukan besar menjadi yang lebih kecil -- idealnya aliran satuan tunggal.
- Selaraskan kapasitas setiap langkah dengan langkah berikutnya agar pekerjaan tidak menumpuk dalam antrean.
4. Tegakkan Sistem Tarik
Dalam sistem tarik, pekerjaan dipicu oleh permintaan nyata dari hilir, bukan perkiraan atau jadwal produksi. Tidak ada yang diproduksi hingga ada sinyal bahwa itu diperlukan.
- Gunakan sinyal Kanban (kartu, tanda digital, peringatan inventaris rendah) untuk memicu pengisian ulang.
- Ganti laporan batch bulanan dengan dashboard real-time agar sistem merespons permintaan aktual.
- Sistem tarik menyusutkan inventaris, memotong waktu tunggu, dan langsung memperlihatkan masalah kapasitas.
5. Kejar Kesempurnaan
Lean bukan proyek satu kali. Begitu empat prinsip pertama mengurangi pemborosan yang terlihat, inventaris yang lebih rendah dan aliran yang lebih cepat mengekspos lapisan pemborosan tersembunyi berikutnya. Kesempurnaan adalah asimtot yang terus Anda kejar melalui Kaizen, yaitu praktik perbaikan berkelanjutan dan bertahap.
- Jadwalkan retrospektif rutin (acara Kaizen) untuk meninjau apa yang berubah dan apa yang akan dilakukan selanjutnya.
- Ukur waktu siklus, tingkat cacat, dan kepuasan pelanggan di setiap tonggak.
- Perlakukan setiap cacat dan penundaan sebagai peristiwa pembelajaran, bukan kesempatan untuk menyalahkan.
8 Pemborosan Lean (DOWNTIME)
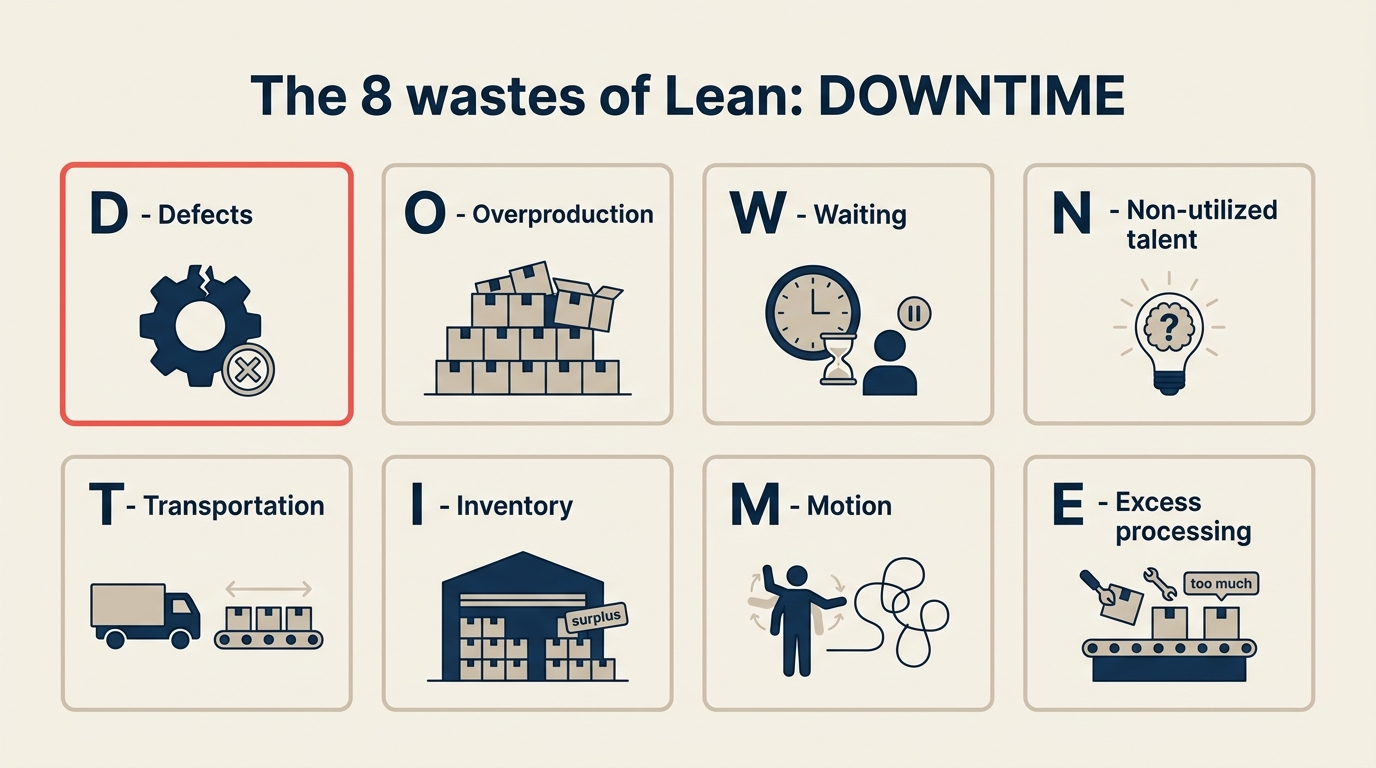
TPS asli mengidentifikasi 7 pemborosan (Muda). Ekstensi selanjutnya menambahkan pemborosan kedelapan: bakat yang tidak dimanfaatkan. Akronim DOWNTIME memudahkan pengingatan.
| Huruf | Pemborosan | Contoh |
|---|---|---|
| D | Defects (Cacat) | Build perangkat lunak gagal karena persyaratan yang tidak terdokumentasi; tim mengerjakan ulang dua sprint kode. |
| O | Overproduction (Produksi Berlebihan) | Pabrik mencetak 10.000 suku cadang sebelum pesanan tiba; 3.000 di antaranya tersimpan di gudang selama 6 bulan. |
| W | Waiting (Menunggu) | Antrean persetujuan faktur tidak diproses selama 3 hari karena penanggung jawab berada di zona waktu berbeda. |
| N | Non-utilized talent (Bakat Tidak Termanfaatkan) | Seorang analis data menghabiskan 40% waktunya setiap minggu untuk menyalin baris data antar spreadsheet secara manual. |
| T | Transportation (Transportasi) | Sebuah dokumen dicetak, dibawa secara fisik ke lantai lain, dipindai, dan dikirim melalui email -- 4 pergerakan yang tidak perlu. |
| I | Inventory (Inventaris) | Sebuah rumah sakit menyimpan obat yang pergerakannya lambat selama 30 hari; 20% kedaluwarsa sebelum digunakan. |
| M | Motion (Gerak) | Seorang teknisi berjalan ke printer bersama 15 kali sehari karena printer tidak berada di dekat stasiun kerja. |
| E | Excess processing (Pemrosesan Berlebihan) | Sebuah laporan melewati 4 putaran tinjauan format sebelum ada yang membaca data di dalamnya. |
Kerangka DOWNTIME sangat cocok dikombinasikan dengan diagnostik business process management karena memberikan tim kosakata bersama untuk menamai pemborosan tanpa menyalahkan siapapun.
Alat dan Teknik Inti Lean
Lean hadir dengan seperangkat alat. Setiap alat menargetkan jenis pemborosan tertentu dan bekerja paling baik pada tingkat kematangan proses tertentu.
| Alat | Tujuan | Kapan Digunakan |
|---|---|---|
| Value stream mapping (VSM) | Memvisualisasikan aliran menyeluruh dan menemukan pemborosan | Di awal inisiatif Lean apa pun |
| 5S | Mengorganisir ruang kerja untuk keamanan dan efisiensi | Sebelum pekerjaan aliran dimulai (metodologi 5S) |
| Acara Kaizen | Workshop perbaikan cepat (3-5 hari) | Ketika segmen proses tertentu memerlukan serangan terfokus |
| Kanban | Sinyal tarik visual yang mengendalikan pekerjaan dalam proses | Setelah aliran terbentuk; berkelanjutan |
| A3 problem-solving | Laporan masalah terstruktur satu halaman | Analisis akar masalah untuk cacat yang berulang |
| Jidoka | "Otomasi dengan sentuhan manusia" -- berhenti dan perbaiki di sumbernya | Lini volume tinggi di mana cacat menyebar cepat |
| Just-in-time (JIT) | Produksi hanya apa yang diperlukan, saat diperlukan | Sistem tarik yang matang dengan permintaan stabil |
| Waktu Takt | Menyamakan laju produksi dengan laju permintaan pelanggan | Perencanaan kapasitas dan penyeimbangan lini |
| Heijunka | Meratakan volume dan bauran produksi | Memperhalus lonjakan permintaan sebelum menciptakan produksi berlebihan |
Lean vs Six Sigma vs Lean Six Sigma
Ketiga hal ini sering membingungkan. Ketiganya kompatibel namun menyelesaikan masalah utama yang berbeda.
| Dimensi | Lean | Six Sigma | Lean Six Sigma |
|---|---|---|---|
| Tujuan utama | Hilangkan pemborosan dan percepat aliran | Kurangi variasi dan cacat | Hilangkan pemborosan DAN kurangi cacat secara bersamaan |
| Asal | Toyota Production System (1940-80-an) | Motorola (1986), dipopulerkan oleh GE | Pendekatan gabungan (1990-an ke depan) |
| Alat utama | VSM, 5S, Kanban, Kaizen | DMAIC, diagram kendali, analisis regresi | Semua hal di atas |
| Fokus metrik | Waktu tunggu, efisiensi aliran, pekerjaan dalam proses | Tingkat cacat, level sigma proses, Cpk | Waktu tunggu dan tingkat cacat |
| Paling cocok untuk | Proses yang lambat atau boros | Proses dengan tingkat cacat atau variasi tinggi | Proses kompleks dengan kedua masalah |
| Sertifikasi | Lean practitioner / Lean leader | Green Belt, Black Belt, Master Black Belt | Lean Six Sigma Green/Black Belt |
Mana yang harus dipilih?
Mulai dengan Lean jika masalah utama Anda adalah kecepatan atau pemborosan. Jika pesanan memerlukan waktu terlalu lama, jika tim Anda sibuk namun output rendah, jika inventaris terus menumpuk -- itu adalah masalah Lean. Lean lebih cepat diimplementasikan dan memberikan hasil yang terlihat dalam hitungan minggu.
Mulai dengan Six Sigma (menggunakan siklus PDCA atau DMAIC) jika masalah utama Anda adalah kualitas dan cacat. Jika proses berjalan cepat namun menghasilkan output yang tidak konsisten -- produk yang gagal QA, layanan yang dikeluhkan, data yang selalu salah -- itu adalah masalah variasi. Alat statistik Six Sigma akan menemukan akar masalahnya.
Pilih Lean Six Sigma ketika Anda menghadapi kedua masalah dan proses sudah cukup matang untuk mendukung pengumpulan data bersamaan dengan pekerjaan pengurangan pemborosan. Sebagian besar organisasi besar akhirnya sampai di sini, namun mencobanya terlalu dini sering berarti tidak melakukan keduanya dengan baik.
Cara Menjalankan Transformasi Lean dalam 5 Langkah
Langkah 1: Pilih Proses Berdampak Tinggi
Jangan mencoba menerapkan Lean pada semuanya sekaligus. Pilih satu proses dengan hambatan nyata yang terukur -- waktu tunggu yang panjang, tingkat cacat tinggi, keluhan pelanggan, atau pembengkakan biaya. Tulis pernyataan masalah satu kalimat: "Pesanan pelanggan memerlukan 14 hari untuk dipenuhi; targetnya adalah 5 hari." Dokumentasikan dalam garis dasar prosedur operasional standar agar ada sesuatu yang dapat dibandingkan.
Langkah 2: Petakan Kondisi Saat Ini
Jalankan sesi value stream mapping bersama orang-orang yang benar-benar melakukan pekerjaan tersebut. Ikuti proses dari awal hingga akhir dan gambar setiap langkah, setiap serah terima, setiap antrean, dan setiap aliran data. Ukur waktu siklus, waktu tunggu, dan tingkat cacat di setiap langkah. Bersikaplah teliti -- tim secara rutin menemukan bahwa 60-80% total waktu tunggu adalah penantian murni, bukan pekerjaan.
Langkah 3: Identifikasi Pemborosan
Tinjau peta kondisi saat ini terhadap kerangka DOWNTIME. Tandai setiap langkah yang tidak bernilai tambah. Prioritaskan berdasarkan dampak: pemborosan mana yang paling banyak menghabiskan waktu, biaya, atau frustrasi pelanggan? Cari secara khusus hambatan bisnis -- langkah tunggal yang membatasi seluruh aliran.
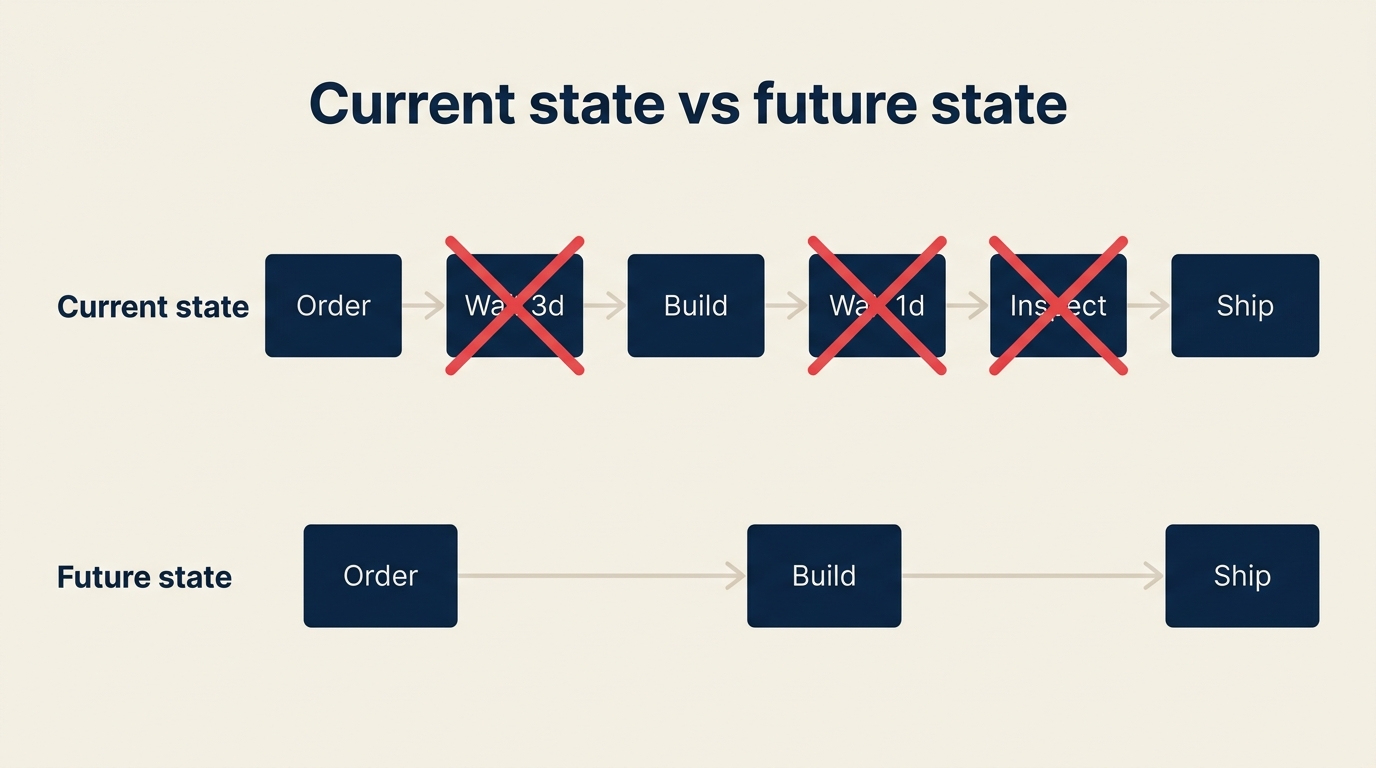
Langkah 4: Rancang dan Uji Kondisi Masa Depan
Gambar peta kondisi masa depan dengan langkah-langkah pemborosan yang dihapus atau dikurangi. Jangan merancang ulang segalanya di atas kertas dan meluncurkannya ke seluruh organisasi. Uji coba perubahan pada satu tim, satu lini produk, atau satu shift terlebih dahulu. Ukur metrik yang sama yang dilacak di langkah 2. Uji coba 2-4 minggu biasanya cukup untuk memvalidasi apakah kondisi masa depan berhasil.
Langkah 5: Standarisasi dan Skalakan
Setelah uji coba membuktikan hasilnya, dokumentasikan proses baru dalam SOP yang diperbarui dan latih semua orang pada standar baru. Kemudian ulangi: proses yang ditingkatkan menjadi kondisi saat ini yang baru, dan Anda menjalankan siklus lagi. Kesempurnaan selalu satu iterasi lagi.
Contoh Lean per Industri
Manufaktur: Toyota
| Proses | Pemborosan yang Dihilangkan | Hasil |
|---|---|---|
| Lini perakitan mesin | Produksi berlebihan, inventaris, gerak | Produksi JIT mengurangi inventaris barang jadi dari hitungan minggu menjadi jam |
| Penerimaan suku cadang pemasok | Transportasi, menunggu | Pengiriman langsung ke lini menghilangkan gudang pusat untuk 40% suku cadang |
| Deteksi cacat | Cacat, pengerjaan ulang | Jidoka (wewenang berhenti lini) memangkas tingkat cacat yang lolos lebih dari 90% di pabrik target |
Perangkat Lunak / DevOps: Lean Startup dan Board Kanban
| Proses | Pemborosan yang Dihilangkan | Hasil |
|---|---|---|
| Backlog pengembangan fitur | Produksi berlebihan, menunggu | Batas WIP pada board Kanban memotong rata-rata waktu siklus dari 3 minggu menjadi 6 hari |
| Pipeline deployment | Cacat, pemrosesan berlebihan | Pengujian otomatis + pengembangan berbasis trunk mengurangi pengerjaan ulang sekitar 35% |
| Riset pelanggan | Bakat tidak termanfaatkan | Loop build-measure-learn mengarahkan jam insinyur dari fitur yang tidak digunakan ke fitur yang tervalidasi |
Kesehatan: Virginia Mason Medical Center (Seattle)
| Proses | Pemborosan yang Dihilangkan | Hasil |
|---|---|---|
| Waktu penyelesaian tes lab kanker | Menunggu, gerak | Aliran lab yang dirancang ulang memotong waktu penyelesaian dari 4 hari menjadi hari yang sama |
| Check-in pasien | Pemrosesan berlebihan, gerak | Check-in aliran satuan tunggal menghilangkan dokumen duplikat dan memotong waktu tunggu sebesar 53% |
| Persiapan instrumen bedah | Inventaris, cacat | 5S dan kit standar mengurangi insiden instrumen yang hilang sebesar 80% |
Manfaat dan Keterbatasan Lean
Manfaat:
- Pengiriman lebih cepat -- menghilangkan waktu tunggu dan pengelompokan secara dramatis memotong waktu tunggu
- Biaya lebih rendah -- inventaris lebih sedikit, pengerjaan ulang lebih sedikit, dan gerak yang tidak perlu berkurang sehingga mengurangi biaya operasional
- Kualitas lebih baik -- menangkap cacat di sumber (jidoka) mencegahnya memperburuk situasi di hilir
- Moral lebih tinggi -- orang menghabiskan waktu untuk pekerjaan bernilai, bukan solusi darurat
- Disiplin yang dapat diskalakan -- prinsip yang sama berlaku untuk tim 5 orang atau pabrik 50.000 orang
Keterbatasan:
- Bergantung pada budaya -- Lean gagal tanpa dukungan kepemimpinan dan keamanan psikologis (orang tidak akan memunculkan pemborosan jika takut disalahkan)
- Membutuhkan upaya berkelanjutan -- acara Kaizen satu kali tanpa tindak lanjut menghasilkan hasil sementara
- Fragilitas JIT -- sistem tarik yang dibangun untuk efisiensi memiliki sedikit kelonggaran; guncangan rantai pasokan (seperti gangguan pandemi) mengekspos kerentanan ini
- Haus data -- mengukur waktu Takt, waktu siklus, dan tingkat cacat memerlukan disiplin proses lebih dari yang dimiliki banyak organisasi di awal
- Bukan solusi ajaib untuk variasi -- Lean mengurangi pemborosan namun tidak menghilangkan akar masalah cacat seperti yang dilakukan Six Sigma
Pertanyaan yang Sering Diajukan
Apa saja 5 prinsip Lean?
Lima prinsip Lean adalah: (1) identifikasi nilai dari perspektif pelanggan, (2) petakan aliran nilai untuk mengungkap pemborosan, (3) ciptakan aliran dengan menghilangkan gangguan, (4) tegakkan sistem tarik agar pekerjaan dipicu oleh permintaan, dan (5) kejar kesempurnaan melalui perbaikan berkelanjutan. Prinsip-prinsip ini diformulasikan oleh Womack dan Jones dalam Lean Thinking (1996).
Apa kepanjangan DOWNTIME dalam Lean?
DOWNTIME adalah akronim untuk 8 pemborosan Lean: Defects (Cacat), Overproduction (Produksi Berlebihan), Waiting (Menunggu), Non-utilized talent (Bakat Tidak Termanfaatkan), Transportation (Transportasi), Inventory (Inventaris), Motion (Gerak), dan Excess processing (Pemrosesan Berlebihan). Toyota Production System asli mencantumkan 7 pemborosan; bakat yang tidak termanfaatkan ditambahkan kemudian untuk mencerminkan konteks pekerjaan berbasis pengetahuan.
Apa perbedaan antara Lean dan Six Sigma?
Lean menargetkan pemborosan dan kecepatan -- menghilangkan langkah yang tidak bernilai tambah dan merancang ulang aliran agar pekerjaan bergerak lebih cepat. Six Sigma menargetkan variasi dan cacat -- menggunakan metode statistik untuk menemukan dan menghilangkan akar masalah ketidakkonsistenan. Keduanya meningkatkan kualitas, namun menyerang masalah yang berbeda. Banyak organisasi menggabungkan keduanya sebagai Lean Six Sigma.
Apakah Lean hanya untuk manufaktur?
Tidak. Lean dimulai di manufaktur namun telah berhasil diterapkan dalam pengembangan perangkat lunak (Lean startup, agile), layanan kesehatan (Virginia Mason, ThedaCare), jasa keuangan, logistik, dan pemerintahan. Proses apa pun yang memiliki langkah, serah terima, dan pelanggan dapat memperoleh manfaat dari pemikiran Lean.
Apa itu metode lean startup, dan apakah sama dengan Lean?
Metode lean startup, yang dipopulerkan oleh Eric Ries dalam bukunya tahun 2011, meminjam dari manufaktur Lean namun diterapkan pada pengembangan produk di startup. Loop inti -- bangun produk minimum yang layak, ukur perilaku pelanggan nyata, dan belajar -- mencerminkan ide Lean tentang sistem tarik (bangun hanya apa yang dibutuhkan) dan kesempurnaan (iterasi secara berkelanjutan). Namun lean startup berfokus khusus pada validasi hipotesis bisnis dengan cepat, sementara Lean methodology adalah sistem operasi yang lebih luas mencakup manufaktur, layanan, dan pekerjaan pengetahuan dalam skala apa pun.
Tim yang mengekstrak nilai paling banyak dari Lean bukan yang menjalankan workshop terbaik -- melainkan yang terus menjalankan workshop berikutnya. Mulailah dengan satu proses yang menyakitkan, petakan secara jujur, dan hilangkan pemborosan pertama yang jelas. Kebiasaan terbentuk dari sana.

Senior Operations & Growth Strategist
On this page
- Apa Itu Lean Methodology?
- Fakta Utama
- 5 Prinsip Inti Lean
- 1. Identifikasi Nilai
- 2. Petakan Aliran Nilai
- 3. Ciptakan Aliran
- 4. Tegakkan Sistem Tarik
- 5. Kejar Kesempurnaan
- 8 Pemborosan Lean (DOWNTIME)
- Alat dan Teknik Inti Lean
- Lean vs Six Sigma vs Lean Six Sigma
- Cara Menjalankan Transformasi Lean dalam 5 Langkah
- Langkah 1: Pilih Proses Berdampak Tinggi
- Langkah 2: Petakan Kondisi Saat Ini
- Langkah 3: Identifikasi Pemborosan
- Langkah 4: Rancang dan Uji Kondisi Masa Depan
- Langkah 5: Standarisasi dan Skalakan
- Contoh Lean per Industri
- Manufaktur: Toyota
- Perangkat Lunak / DevOps: Lean Startup dan Board Kanban
- Kesehatan: Virginia Mason Medical Center (Seattle)
- Manfaat dan Keterbatasan Lean
- Pertanyaan yang Sering Diajukan