Lean手法: 原則と8つのムダ
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Lean手法とは、あらゆるプロセスからムダを取り除き、価値を最大化するための体系的なアプローチです。顧客価値を生み出さずに消費されるすべてのリソースはムダであるという信念に根ざしています。Leanに本気で取り組む組織は、コストを一度削減するだけでなく、サイクルを重ねるごとに摩擦を発見・除去する永続的な能力を構築します。
Lean手法とは何か
Lean手法は、非付加価値活動を体系的に識別・排除することで、より少ないリソースでより多くの価値を顧客に届けることに焦点を当てた哲学と実践の体系です。
その起源は、1940年代から1980年代にかけて大野耐一と豊田英二が開発したトヨタ生産方式(TPS)にあります。トヨタはアメリカのメーカーが利用できる予算と工場スペースのわずかな部分で車を作っていたため、1時間の労働も1平方メートルの在庫もすべてが重要でした。彼らが構築したものは、歴史上最も模倣された生産システムとなりました。「Lean」という言葉自体は、研究者のジェームズ・ウォマック、ダニエル・ジョーンズ、ダニエル・ルースが1990年の著書『ザ・マシン・ザット・チェンジド・ザ・ワールド』でトヨタの手法を西洋のビジネス界に紹介した際に造られました。
主要データ
トヨタとTPS: トヨタ生産方式(Leanの基盤)の採用は、2008年に販売台数世界第1位の自動車メーカーに浮上した直接の要因とされており、それ以来ほとんどの年でその地位を維持しています(トヨタ年次報告書、OICA)。
リードタイムの削減: LNS ResearchとIndustryWeekによる2023年のベンチマーク調査では、Lean原則を一貫して適用している組織は、継続的な導入から18ヶ月以内にプロセスのリードタイムを20〜40%削減していると報告されています。
この名前をつけた本: 『ザ・マシン・ザット・チェンジド・ザ・ワールド』(1990年)は100万部以上を売り上げ、世界有数のビジネス・工学プログラムで今も必読書となっています(MIT IMVP)。
Leanの5つのコア原則
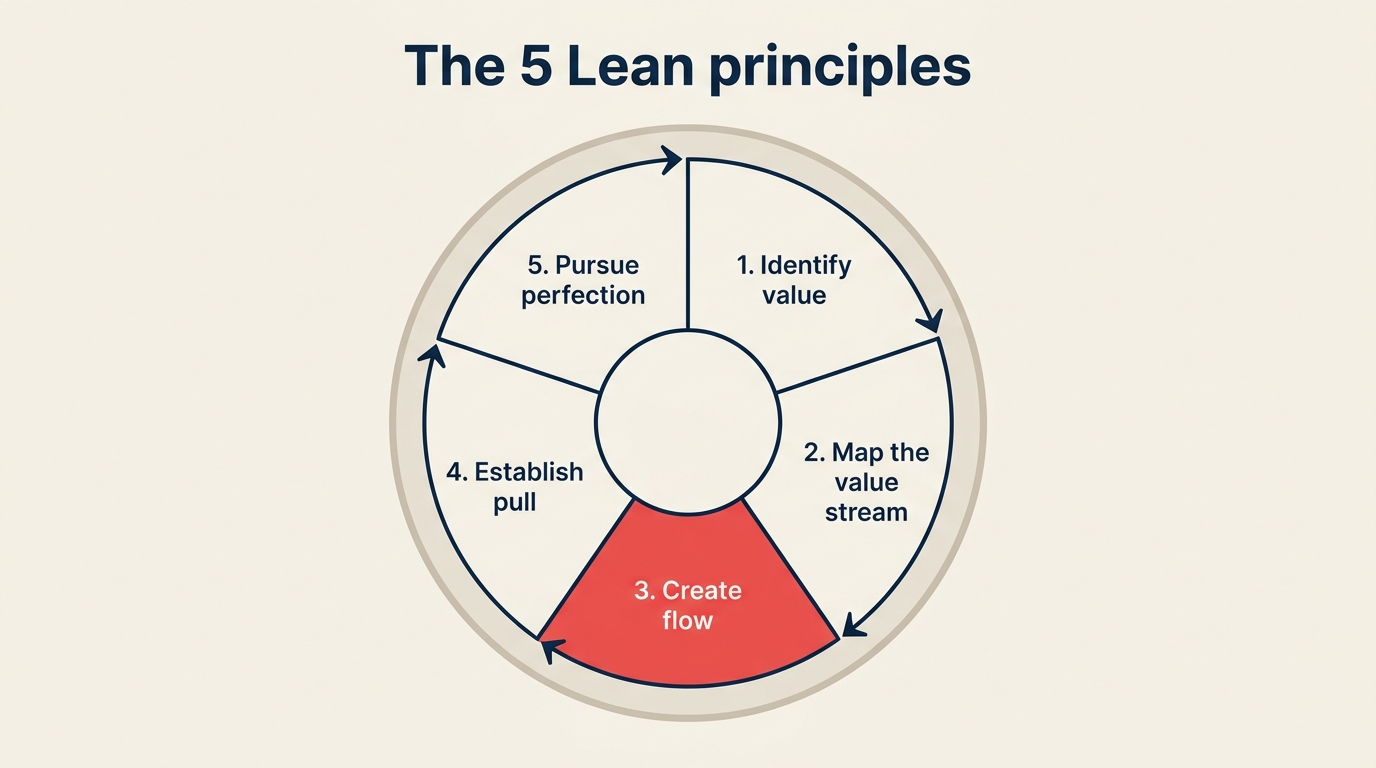
ウォマックとジョーンズは、続編の著書『リーン・シンキング』(1996年)でLeanの考え方を5つの原則に蒸留しました。今日でも有効です。
1. 価値を特定する
価値は顧客だけが定義します。エンジニアでも、マネージャーでも、経理担当者でもありません。プロセスのあるステップは、顧客がその費用を払い、かつ望む形で、望む時に提供される場合にのみ価値を持ちます。
- 自問しましょう。「このステップがなくなったら、顧客は気づくか、気にするか?」
- 社内で生産するものではなく、顧客が望む成果をマッピングします。
- 付加価値活動と、必要なムダ(法規制への対応など)、純粋なムダを区別します。
2. バリューストリームをマッピングする
バリューストリームとは、原材料の投入から顧客への届けまで、製品やサービスを提供するために必要な活動の完全な連鎖です。それをマッピングすることで、マネージャーが想定している場所ではなく、時間とリソースが実際にどこに行くかが明らかになります。
- まず、すべての引き継ぎ、待ち行列、遅延を含む現状マップを描きます。
- 各ステップを付加価値、必要な非付加価値、純粋なムダとしてタグ付けします。
- 2つのマップのギャップが改善ロードマップとなります(プロセス管理戦略とリンクします)。
3. フローを構築する
ムダなステップが特定されたら、残りの付加価値ステップを中断、バッチ処理、待機なしに継続的に流れるよう再設計します。
- 物理的またはデジタルの作業スペースを再配置して、引き継ぎの距離を減らします。
- 大きなバッチを小さなものに分割します。理想は1個流しです。
- 各ステップのキャパシティを次のステップに合わせ、仕掛品が待ち行列に積み上がらないようにします。
4. プルを確立する
プルシステムでは、作業は予測や生産スケジュールではなく、実際の下流の需要によってトリガーされます。必要とされるシグナルが来るまで何も作られません。
- Kanbanシグナル(カード、デジタルフラグ、在庫低減アラート)を使って補充をトリガーします。
- 月次バッチレポートをリアルタイムダッシュボードに置き換え、システムが実際の需要に反応できるようにします。
- プルシステムは在庫を削減し、リードタイムを短縮し、キャパシティの問題を即座に表面化させます。
5. 完璧を追求する
Leanは一度きりのプロジェクトではありません。最初の4つの原則が目に見えるムダを減らすと、在庫の減少とフローの加速により、隠れたムダの次の層が露わになります。完璧とは、Kaizenを通じた継続的で段階的な改善によって追い続ける漸近線です。
- 定期的な振り返り(Kaizenイベント)をスケジュールし、何が変わって次は何かをレビューします。
- 各マイルストーンでサイクルタイム、欠陥率、顧客満足度を測定します。
- すべての欠陥と遅延を責任追及の場ではなく学習の機会として扱います。
Leanの8つのムダ(DOWNTIME)
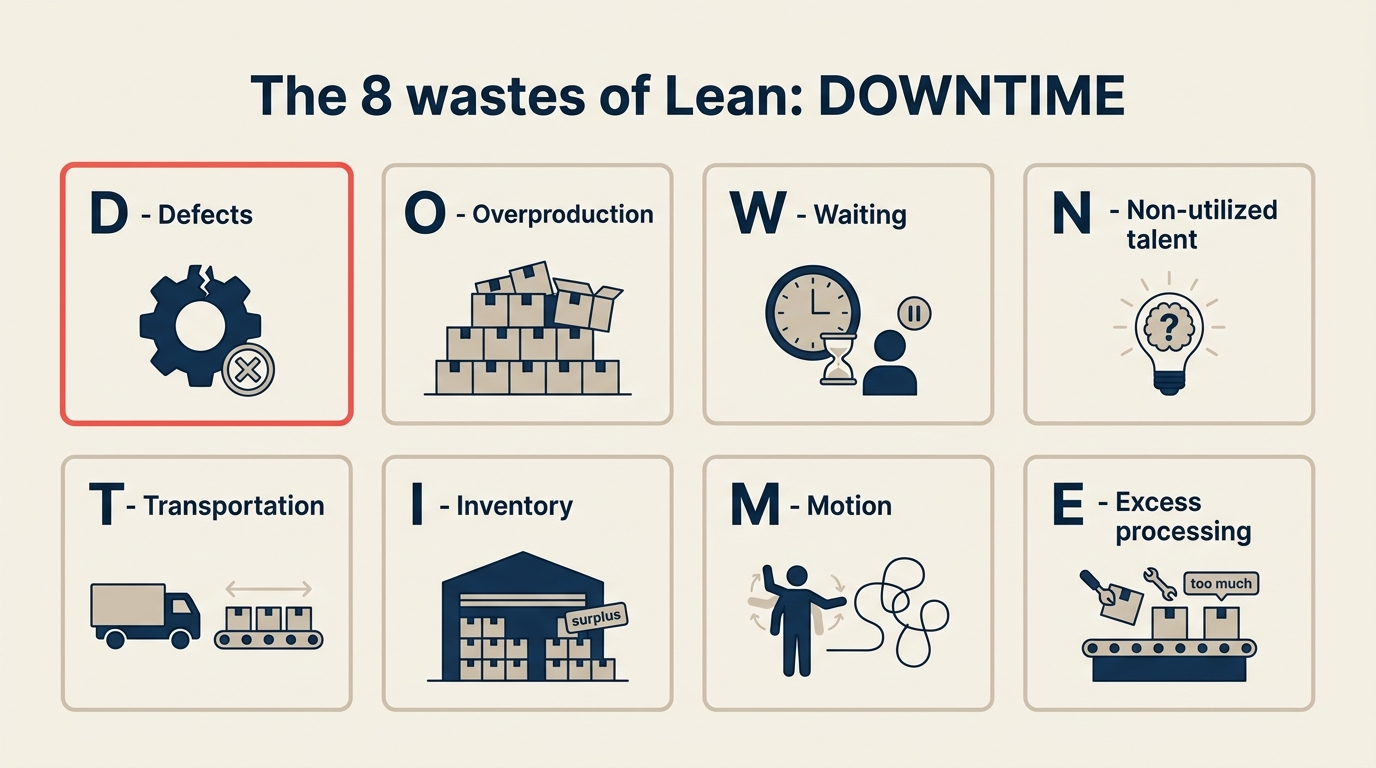
元のTPSは7つのムダ(Muda)を特定していました。後に8つ目、未活用の人材が追加されました。頭字語DOWNTIMEで覚えやすくなっています。
| 文字 | ムダ | 例 |
|---|---|---|
| D | 欠陥(Defects) | 文書化されていない要件のためにソフトウェアビルドが失敗し、チームが2スプリント分のコードを手直しする。 |
| O | 過剰生産(Overproduction) | 注文が届く前に工場が1万個の部品をプレスし、3,000個が6ヶ月倉庫に眠る。 |
| W | 待機(Waiting) | 承認者が異なるタイムゾーンにいるため、請求書承認待ちが3日間放置される。 |
| N | 未活用の人材(Non-utilized talent) | データアナリストが週の40%をスプレッドシート間の手動コピーに費やす。 |
| T | 運搬(Transportation) | 文書が印刷され、別のフロアに手で運ばれ、スキャンされ、メールで送られる。4回の不要な移動。 |
| I | 在庫(Inventory) | 病院が動きの遅い薬を30日分保管し、使用前に20%が期限切れになる。 |
| M | 動作(Motion) | 技術者がプリンターをワークステーションと共有していないため、1日15回共有プリンターまで歩く。 |
| E | 過剰処理(Excess processing) | 誰もデータを読む前にレポートが4回のフォーマットレビューを経る。 |
DOWNTIMEフレームワークはビジネスプロセス管理の診断とうまく組み合わせられます。チームが責任を追及せずにムダを名指しするための共通の語彙を提供するからです。
Leanのコアツールとテクニック
Leanにはツールキットがあります。各ツールは特定のムダの種類を狙い撃ちにし、特定のプロセス成熟度レベルで最も効果を発揮します。
| ツール | 目的 | 使用タイミング |
|---|---|---|
| バリューストリームマッピング(VSM) | エンドツーエンドのフローを可視化してムダを特定する | Leanイニシアチブの開始時 |
| 5S | 安全性と効率性のために作業スペースを整理する | フロー改善の前(5S手法) |
| Kaizenイベント | 短期集中改善ワークショップ(3〜5日) | 特定のプロセスセグメントに集中的に取り組む必要がある場合 |
| Kanban | 仕掛品を制御するビジュアルプルシグナル | フローが確立された後、継続的に |
| A3問題解決 | 構造化された1ページの問題レポート | 繰り返し発生する欠陥の根本原因分析 |
| Jidoka | 「人間の手を持つ自動化」、問題発生源での停止と修正 | 欠陥が下流に伝播しやすい大量ライン |
| ジャストインタイム(JIT) | 必要なものを、必要なときに、必要な分だけ生産する | 安定した需要を持つ成熟したプルシステム |
| Taktタイム | 顧客の需要率に合わせて生産ペースを調整する | キャパシティ計画とライン均衡化 |
| 平準化(Heijunka) | 生産量と製品構成を平準化する | 過剰生産につながる需要の急増を平滑化する |
Lean vs Six Sigma vs Lean Six Sigma
この3つはよく混同されます。互換性はありますが、それぞれ異なる主要問題を解決します。
| 次元 | Lean | Six Sigma | Lean Six Sigma |
|---|---|---|---|
| 主な目標 | ムダを排除してフローを加速する | ばらつきと欠陥を減らす | ムダを排除しつつ欠陥も同時に減らす |
| 起源 | トヨタ生産方式(1940〜80年代) | モトローラ(1986年)、GEが普及 | 統合的アプローチ(1990年代以降) |
| 主要ツール | VSM、5S、Kanban、Kaizen | DMAIC、管理図、回帰分析 | 上記すべて |
| メトリクスの焦点 | リードタイム、フロー効率、仕掛品 | 欠陥率、プロセスシグマレベル、Cpk | リードタイムと欠陥率の両方 |
| 最適な場合 | 遅いまたはムダの多いプロセス | 欠陥率やばらつきが高いプロセス | 両方の問題を抱える複雑なプロセス |
| 認定 | Lean実践者/Leanリーダー | グリーンベルト、ブラックベルト、マスターブラックベルト | Lean Six Sigmaグリーン/ブラックベルト |
どれを選ぶか?
主な問題がスピードまたはムダなら、Leanから始めましょう。注文の処理に時間がかかっている、チームは忙しいのにアウトプットが少ない、在庫が積み上がり続けているなど、これらはLeanの問題です。Leanは実装が速く、数週間以内に目に見える成果をもたらします。
主な問題が品質と欠陥なら、PDCAサイクルまたはDMAICを使ったSix Sigmaから始めましょう。プロセスは速く動くが安定しないアウトプットが出る場合、製品がQAに通らない、サービスへの苦情が続く、データが常に間違っているなど、それはばらつきの問題です。Six Sigmaの統計ツールが根本原因を見つけます。
両方の問題があり、データ収集とムダ削減作業を並行して支えるだけのプロセス成熟度がある場合はLean Six Sigmaを選びましょう。ほとんどの大規模組織は最終的にここに行き着きますが、早期に取り組もうとすると、どちらもうまくいかないことが多いです。
Lean変革を5ステップで実施する方法
ステップ1: 影響の大きいプロセスを選ぶ
すべてを一度にLean化しようとしないでください。長いリードタイム、高い欠陥率、顧客からの苦情、コスト超過など、目に見える測定可能な問題を抱えた1つのプロセスを選びます。1文で問題定義を書きます。「顧客注文の処理に14日かかっている。目標は5日。」比較対象を持つために標準作業手順書のベースラインに文書化します。
ステップ2: 現状をマッピングする
実際に作業をしている人たちとバリューストリームマッピングセッションを実施します。プロセスをエンドツーエンドで歩き、すべてのステップ、引き継ぎ、待ち行列、データフローを描きます。各ステップでサイクルタイム、待ち時間、欠陥率を測定します。厳密に行いましょう。チームは通常、総リードタイムの60〜80%が作業ではなく純粋な待機であることを発見します。
ステップ3: ムダを特定する
現状マップをDOWNTIMEフレームワークに照らしてレビューします。各非付加価値ステップをタグ付けします。影響の大きさで優先順位をつけます。最も多くの時間、コスト、顧客不満を引き起こすムダはどれですか? 特にビジネスのボトルネックを探しましょう。フロー全体を制約している単一のステップです。
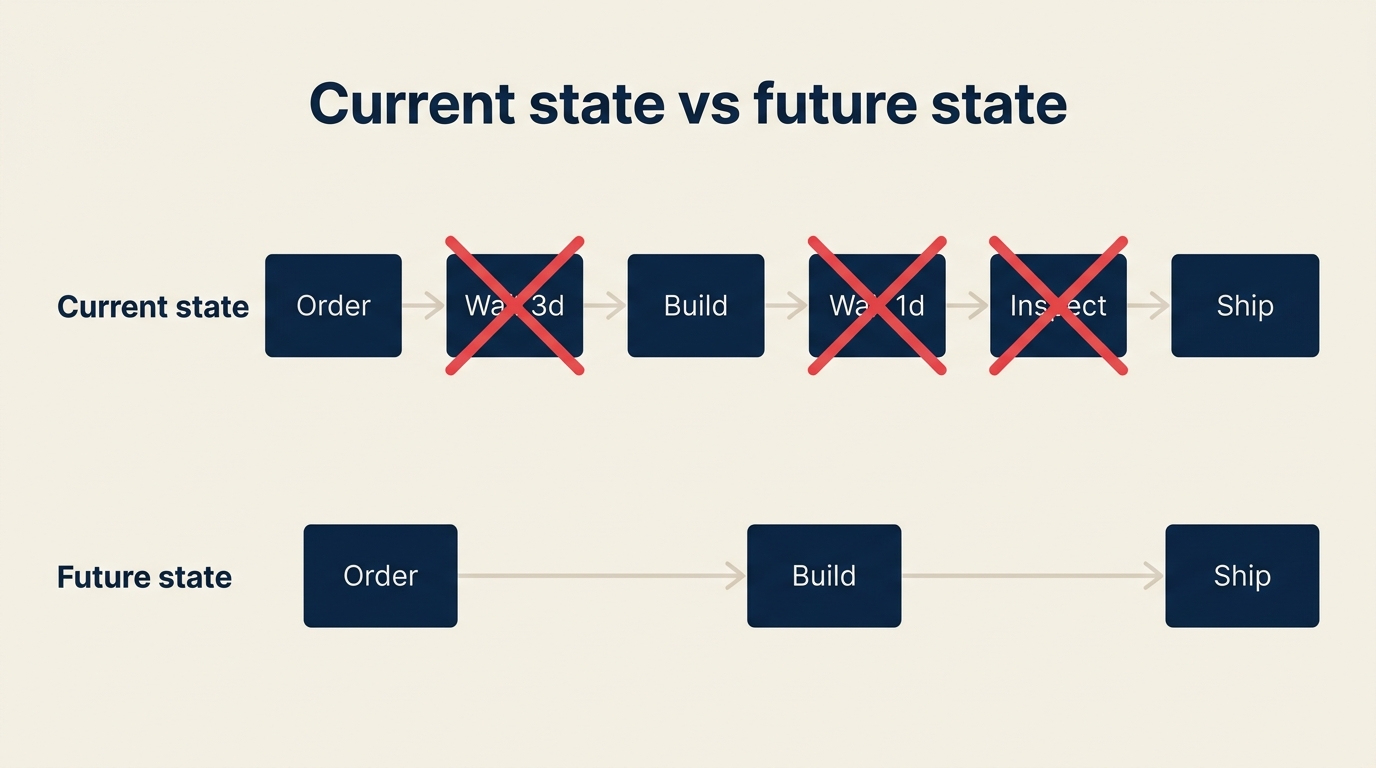
ステップ4: 将来像を設計しパイロット実施する
ムダなステップを削除・削減した将来像マップを描きます。すべてを紙の上で再設計して組織全体に展開しないでください。まず1チーム、1製品ライン、または1シフトで変更をパイロット実施します。ステップ2で追跡したのと同じメトリクスを測定します。通常2〜4週間のパイロットで将来像が機能するかどうかを検証するのに十分です。
ステップ5: 標準化してスケールする
パイロットで成果が証明されたら、更新されたSOPに新しいプロセスを文書化し、全員を新しい標準でトレーニングします。そして繰り返します。改善されたプロセスが新しい現状となり、サイクルを再び回します。完璧はいつも次のイテレーションの先にあります。
業界別Leanの事例
製造業: トヨタ
| プロセス | 除去されたムダ | 結果 |
|---|---|---|
| エンジン組立ライン | 過剰生産、在庫、動作 | JIT生産により完成品在庫が数週間分から数時間分に削減 |
| サプライヤー部品受入 | 運搬、待機 | 直接ライン納品により部品の40%で中央倉庫が廃止 |
| 欠陥検出 | 欠陥、手直し | Jidoka(ラインストップ権限)により対象工場での欠陥流出率が90%以上削減 |
ソフトウェア/DevOps: Lean StartupとKanbanボード
| プロセス | 除去されたムダ | 結果 |
|---|---|---|
| 機能開発バックログ | 過剰生産、待機 | KanbanボードのWIP制限により平均サイクルタイムを3週間から6日に短縮 |
| デプロイメントパイプライン | 欠陥、過剰処理 | 自動テストとトランクベース開発により手直しを約35%削減 |
| 顧客探索 | 未活用の人材 | ビルド・計測・学習ループにより、使われない機能から検証済みの機能へエンジニアの時間を振り向けた |
ヘルスケア: バージニアメイソンメディカルセンター(シアトル)
| プロセス | 除去されたムダ | 結果 |
|---|---|---|
| がん検査ラボの結果待ち | 待機、動作 | ラボフローの再設計により結果待ち時間を4日から当日中に短縮 |
| 患者チェックイン | 過剰処理、動作 | 1個流しのチェックインにより重複した書類作業を廃止し待ち時間を53%削減 |
| 手術器具の準備 | 在庫、欠陥 | 5Sと標準キットにより器具紛失インシデントを80%削減 |
Leanのメリットと限界
メリット:
- 納期の短縮: 待ち時間とバッチ処理の排除によりリードタイムが劇的に短縮される
- コスト削減: 在庫の減少、手直しの削減、無駄な動作の削減により運営費用が下がる
- 品質の向上: 問題発生源での欠陥検出(Jidoka)により下流での連鎖が防がれる
- モラルの向上: 人々がワークアラウンドではなく価値ある作業に時間を費やせる
- スケーラブルな規律: 5人チームから5万人規模の工場まで、同じ原則が適用できる
限界:
- 文化依存: Leanはリーダーシップのコミットメントと心理的安全性なしには機能しない(責任を恐れる人々はムダを指摘しない)
- 継続的な努力が必要: フォローアップのない一度限りのKaizenイベントは一時的な結果しか生まない
- JITの脆弱性: 効率性のために構築されたプルシステムは余裕が少ない。サプライチェーンの混乱(パンデミックなど)でこの脆弱性が露わになる
- データへの飢え: Taktタイム、サイクルタイム、欠陥率の測定は、多くの組織が最初から持っているより高いプロセス規律を必要とする
- ばらつきに対する万能薬ではない: Leanはムダを削減するが、Six Sigmaのように欠陥の根本原因を排除するわけではない
よくある質問
Leanの5つの原則は何ですか?
5つのLean原則は、(1) 顧客の視点から価値を特定する、(2) バリューストリームをマッピングしてムダを明らかにする、(3) 中断を排除してフローを構築する、(4) 需要によって仕事がトリガーされるプルを確立する、(5) 継続的改善を通じて完璧を追求する、です。ウォマックとジョーンズが『リーン・シンキング』(1996年)で定式化しました。
LeanにおけるDOWNTIMEとは何の略ですか?
DOWNTIMEはLeanの8つのムダの頭字語です: 欠陥(Defects)、過剰生産(Overproduction)、待機(Waiting)、未活用の人材(Non-utilized talent)、運搬(Transportation)、在庫(Inventory)、動作(Motion)、過剰処理(Excess processing)。元のトヨタ生産方式は7つのムダを挙げていました。未活用の人材は後に知識労働のコンテキストを反映して追加されました。
LeanとSix Sigmaの違いは何ですか?
Leanはムダとスピードを対象とし、付加価値を生まないステップを排除して作業が速く流れるようフローを再設計します。Six Sigmaはばらつきと欠陥を対象とし、統計手法を用いて不一致の根本原因を発見・排除します。どちらも品質を向上させますが、異なる問題に取り組みます。多くの組織が両方を組み合わせてLean Six Sigmaとして採用しています。
Leanは製造業だけのためですか?
いいえ。Leanは製造業から始まりましたが、ソフトウェア開発(Lean Startup、アジャイル)、ヘルスケア(バージニアメイソン、ThedaCare)、金融サービス、物流、行政で成功裏に応用されています。ステップ、引き継ぎ、顧客を持つあらゆるプロセスがLeanの考え方から恩恵を受けられます。
Lean Startup手法はLeanと同じですか?
Lean Startup手法はエリック・リースが2011年の著書で広めたもので、Lean製造業から借用していますが、スタートアップでのプロダクト開発に適用します。コアループ、最小限の実行可能プロダクトを構築し、実際の顧客行動を測定し、学ぶ、はLeanのプル(必要なものだけを構築する)と完璧(継続的に反復する)のアイデアを反映しています。しかしLean Startupは特にビジネス仮説を素早く検証することに焦点を当てており、Lean手法はあらゆる規模での製造、サービス、知識労働をカバーするより広い運営システムです。
Leanから最も多くの価値を引き出しているチームは、最良のワークショップを実施したチームではありません。次のワークショップを続けて実施し続けたチームです。1つの問題のあるプロセスから始め、正直にマッピングし、最初の明らかなムダを取り除きましょう。そこから習慣が育ちます。

Senior Operations & Growth Strategist
On this page
- Lean手法とは何か
- 主要データ
- Leanの5つのコア原則
- 1. 価値を特定する
- 2. バリューストリームをマッピングする
- 3. フローを構築する
- 4. プルを確立する
- 5. 完璧を追求する
- Leanの8つのムダ(DOWNTIME)
- Leanのコアツールとテクニック
- Lean vs Six Sigma vs Lean Six Sigma
- Lean変革を5ステップで実施する方法
- ステップ1: 影響の大きいプロセスを選ぶ
- ステップ2: 現状をマッピングする
- ステップ3: ムダを特定する
- ステップ4: 将来像を設計しパイロット実施する
- ステップ5: 標準化してスケールする
- 業界別Leanの事例
- 製造業: トヨタ
- ソフトウェア/DevOps: Lean StartupとKanbanボード
- ヘルスケア: バージニアメイソンメディカルセンター(シアトル)
- Leanのメリットと限界
- よくある質問