Bahasa Indonesia
Fishbone Diagram (Ishikawa): Analisis Akar Masalah Dijelaskan
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
Ketika sesuatu berjalan salah, sebagian besar tim menunjuk pada orang yang paling dekat dengan masalah. Rasanya cepat. Rasanya logis. Tetapi hampir selalu salah, dan itu menjamin masalah akan kembali. Fishbone diagram ada untuk menghentikan refleks itu dan menggantinya dengan pemikiran sistematis tentang apa yang sebenarnya menyebabkan kegagalan.
Baik Anda menjalankan proyek Six Sigma, tinjauan proses lean, atau debrief pasca-insiden, fishbone diagram memberi tim Anda peta terstruktur untuk diikuti, bukan permainan tebak-tebakan.
Apa Itu Fishbone Diagram?
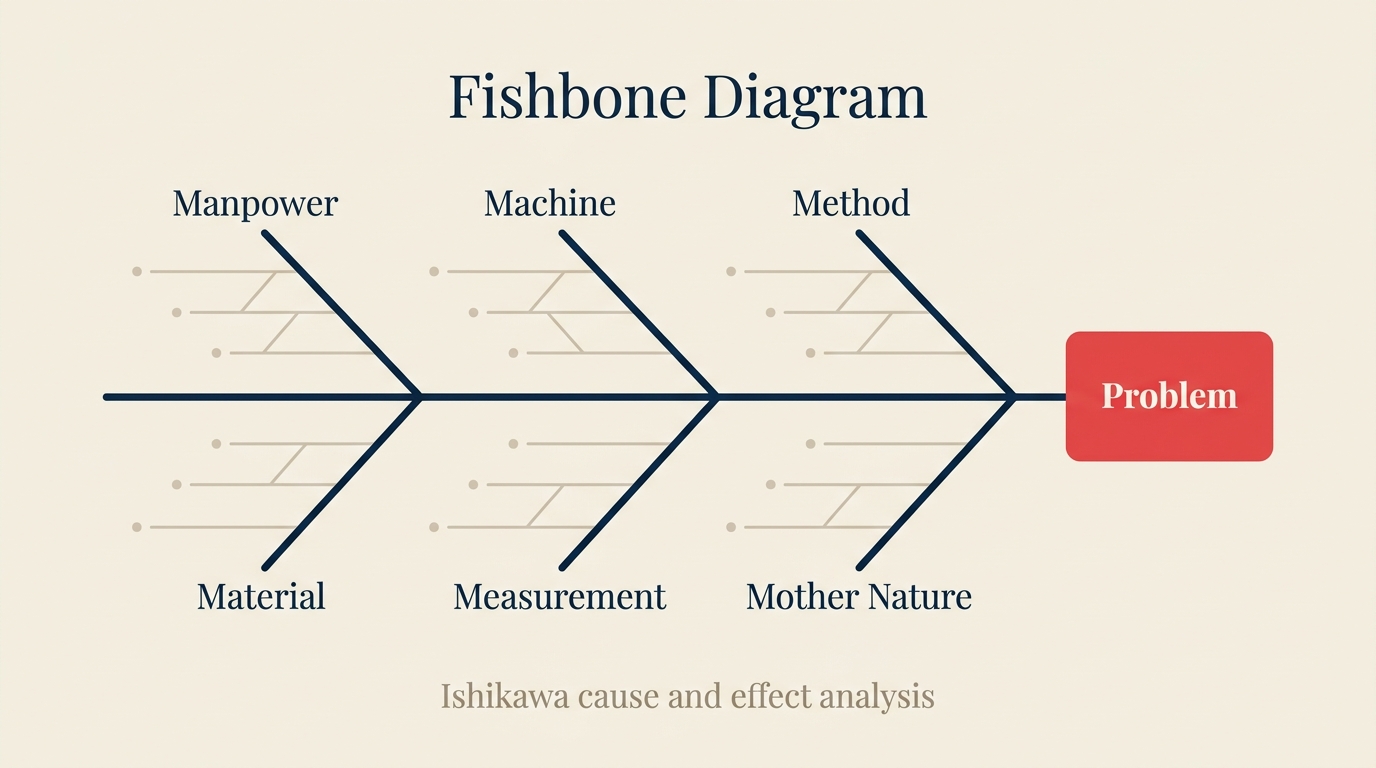
Fishbone diagram (juga disebut diagram Ishikawa atau diagram sebab-akibat) adalah alat analisis akar masalah visual yang mengatur penyebab potensial suatu masalah dalam format bercabang terstruktur yang menyerupai kerangka ikan. Pernyataan masalah berada di "kepala" ikan di sebelah kanan. "Tulang belakang" berjalan horizontal ke kiri. Kategori penyebab utama bercabang dari tulang belakang sebagai "tulang-tulang", dan faktor kontribusi spesifik bercabang dari setiap tulang kategori.
Alat ini diciptakan oleh pakar pengendalian mutu Jepang Kaoru Ishikawa pada tahun 1960-an selama karyanya di galangan kapal Kawasaki Heavy Industries. Ishikawa mencari cara untuk memvisualisasikan hubungan sebab-akibat berganda yang mendorong cacat mutu, sesuatu yang tidak dapat ditangkap oleh flowchart dan daftar sederhana. Diagram yang ia rancang menjadi landasan Total Quality Management (TQM), dan kemudian menemukan jalannya ke Six Sigma DMAIC (Define, Measure, Analyze, Improve, Control) dan metodologi manufaktur lean di seluruh dunia.
Kekuatan fishbone bukan pada gambarannya. Melainkan pada percakapan yang dipaksakan oleh gambarannya. Ketika tim lintas fungsi mengisi fishbone bersama, mereka berhenti berdebat tentang siapa yang disalahkan dan mulai memetakan di mana sistem rusak.
Fakta Kunci
- Kaoru Ishikawa pertama kali mengembangkan diagram sebab-akibat di galangan kapal Kawasaki pada tahun 1968. Ia kemudian mengkodifikasi metode ini dalam bukunya tahun 1985 What Is Total Quality Control? The Japanese Way (Prentice-Hall), yang menjadi teks dasar untuk lingkaran mutu di seluruh dunia.
- American Society for Quality (ASQ) mencantumkan fishbone diagram sebagai salah satu dari 7 Alat Dasar Mutu, sebuah set yang juga mencakup diagram kendali, lembar periksa, dan analisis Pareto. ASQ melaporkan 7 alat ini digunakan dalam lebih dari 50% proyek pemecahan masalah terstruktur di seluruh manufaktur, layanan kesehatan, dan industri jasa.
- Survei 2019 oleh International Association for Six Sigma Certification (IASSC) menemukan bahwa analisis sebab-akibat (termasuk fishbone diagram) menempati peringkat di antara tiga alat yang paling banyak digunakan oleh praktisi bersertifikat dalam proyek fase Analyze, bersama teknik 5 Whys dan statistical process control.
6M: Kategori Standar untuk Fishbone
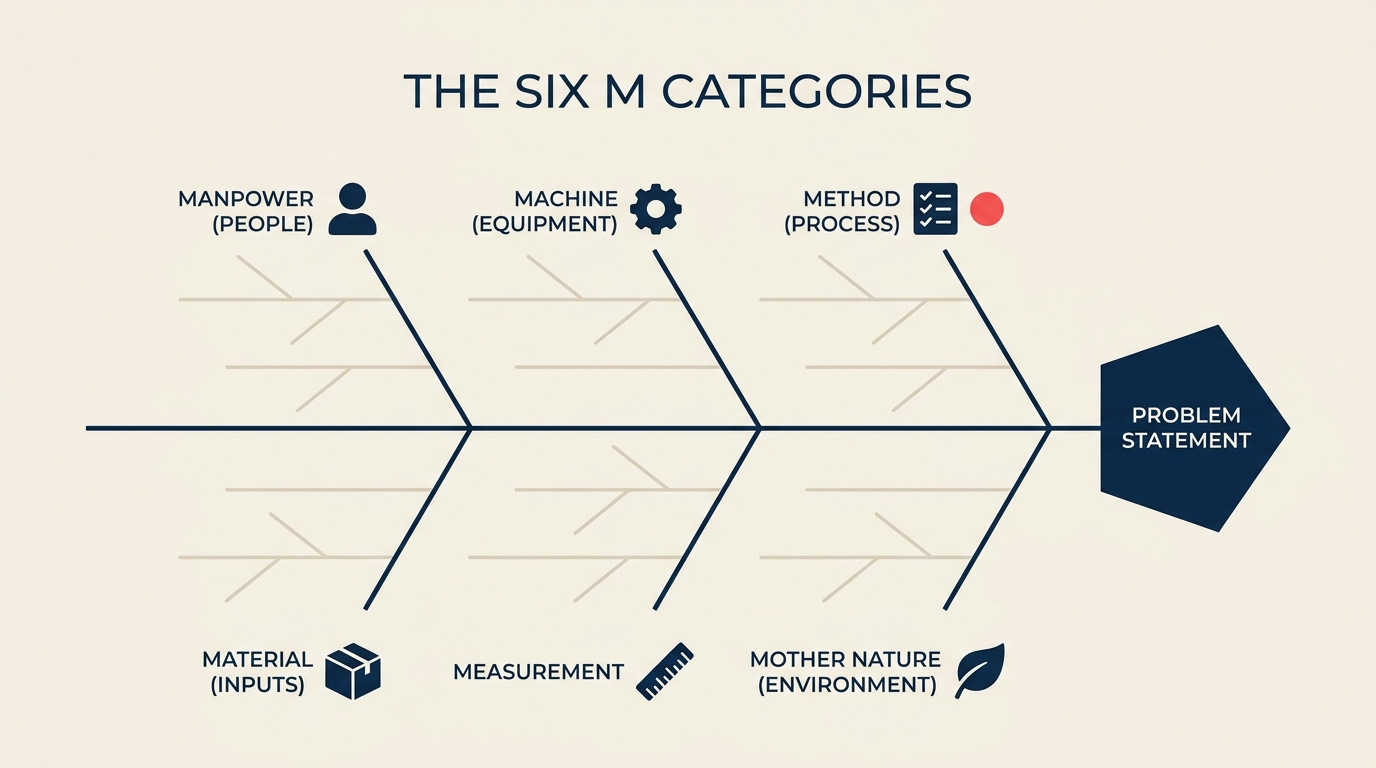
Kerangka fishbone yang paling banyak digunakan dalam manufaktur dan operasional adalah 6M. Setiap "M" mewakili kategori utama penyebab potensial. Tim Anda melakukan brainstorming faktor spesifik di bawah masing-masingnya.
Manpower (Orang)
Tulang ini mencakup semua hal yang berkaitan dengan manusia dalam proses: kesenjangan keterampilan, pelatihan yang tidak memadai, tanggung jawab yang tidak jelas, kelelahan, kegagalan serah terima shift, serta masalah sikap atau motivasi. Ini adalah kategori yang paling sering dituju tim pertama kali, dan itulah tepatnya mengapa fishbone memaksa Anda memeriksa semua yang lain sebelum Anda mendarat di sini.
Machine (Peralatan)
Peralatan mencakup alat, perangkat keras, dan perangkat lunak yang menjadi sandaran proses Anda: keausan, penyimpangan kalibrasi, firmware yang sudah usang, ketidaksesuaian alat, dan kesenjangan pemeliharaan. Dalam konteks pekerjaan berbasis pengetahuan, ini meluas ke bug perangkat lunak, sistem yang lambat, dan integrasi yang hilang.
Method (Proses)
Tulang ini memandang bagaimana pekerjaan dilakukan: prosedur yang terdokumentasi, standard operating procedures (SOP), desain workflow, kesalahan pengurutan, dan titik pemeriksaan yang hilang. Jika proses itu sendiri yang bermasalah, memperbaiki orang yang menjalankannya tidak akan membantu.
Material (Input)
Material mencakup input mentah yang masuk ke proses Anda: material fisik, umpan data, mutu pemasok, pengkodean batch, dan akurasi informasi yang diserahkan antar langkah. Mutu input yang buruk adalah salah satu penyebab cacat yang paling kurang terdiagnosis baik dalam proses manufaktur maupun layanan.
Measurement (Pengukuran)
Kesalahan kalibrasi, alat ukur yang tidak akurat, metode pengumpulan data yang tidak konsisten, dan metrik yang subjektif semuanya ada di sini. Jika Anda tidak dapat mengukur proses secara andal, Anda tidak dapat mengetahui apakah perubahan yang Anda buat benar-benar berhasil. Tulang ini sering dilewati dalam industri jasa, di mana praktik pengukuran diasumsikan sudah baik sampai terbukti sebaliknya.
Mother Nature (Lingkungan)
Lingkungan mencakup kondisi eksternal yang memengaruhi proses: suhu, kelembapan, pencahayaan, kebisingan, volatilitas pasar, perubahan regulasi, atau lonjakan permintaan musiman. Dalam layanan dan pekerjaan berbasis pengetahuan, ini sering meluas ke budaya organisasi atau dinamika tim yang berada di luar kendali manajer mana pun.
Kerangka alternatif: Untuk industri jasa, banyak tim lebih menyukai 4P (People, Process, Policies, Plant) atau 8P untuk pemasaran (Product, Price, Place, Promotion, People, Process, Physical evidence, Productivity). 6M tetap menjadi default untuk manufaktur dan operasional. Kerangka yang tepat adalah yang benar-benar akan digunakan tim Anda secara konsisten.
Cara Membuat Fishbone Diagram dalam 6 Langkah
Anda tidak memerlukan perangkat lunak khusus. Papan tulis, catatan tempel, atau kanvas digital bersama semuanya bekerja sama baiknya. Yang penting adalah siapa yang ada di ruangan.
Langkah 1: Sepakati Pernyataan Masalah
Tulis masalah di kepala ikan. Jadilah spesifik. "Masalah mutu" bukan pernyataan masalah. "Tingkat cacat pada Lini 4 melebihi 6% pada Q2 2026, terhadap target 1,5%" adalah pernyataan masalah. Masalah yang kabur menghasilkan analisis yang kabur.
Langkah 2: Gambar Tulang Belakang
Gambar panah horizontal yang menunjuk ke kanan menuju kotak masalah. Ini adalah tulang belakang Anda. Ini secara visual mengangkur sisa diagram.
Langkah 3: Tambahkan Tulang Utama
Gambar garis diagonal yang bercabang dari tulang belakang, tiga di atas dan tiga di bawah, dan beri label masing-masing dengan kategori penyebab. Untuk sebagian besar tim operasional, mulailah dengan 6M. Untuk tim layanan, gunakan 4P atau kerangka mana pun yang sesuai dengan konteks Anda.
Langkah 4: Brainstorming Penyebab per Tulang
Untuk setiap kategori, tanyakan "Faktor apa dalam area ini yang dapat menyebabkan atau berkontribusi pada masalah?" Tuliskan setiap faktor sebagai sub-cabang dari tulang utama. Jangan saring ide pada tahap ini. Tujuannya adalah keluasan, bukan kedalaman. Ambil masukan dari semua orang di ruangan, bukan hanya pakar materi pelajaran.
Langkah 5: Tanyakan "Mengapa" Hingga Menemukan Akar Masalah
Untuk setiap penyebab yang Anda identifikasi, teruslah bertanya "mengapa" (di sinilah teknik 5 Whys terintegrasi secara alami). Terobos di luar gejala langsung. "Mesin 3 mati" bukan akar masalah. "Jadwal pemeliharaan Mesin 3 dilewati karena sistem work order tidak menandai PM yang sudah jatuh tempo secara otomatis" lebih mendekati.
Langkah 6: Prioritaskan
Tidak semua tulang sama pentingnya. Gunakan pemungutan suara Pareto atau voting titik sederhana untuk mengidentifikasi dua atau tiga penyebab yang diyakini tim paling mungkin mendorong masalah. Ini menjadi fokus untuk fase perbaikan Anda berikutnya. Langkah ini terhubung langsung dengan prinsip lean methodology tentang memfokuskan upaya pada sumber pemborosan berdampak tinggi.
Contoh Nyata: Tingkat Cacat Tinggi pada Lini Manufaktur
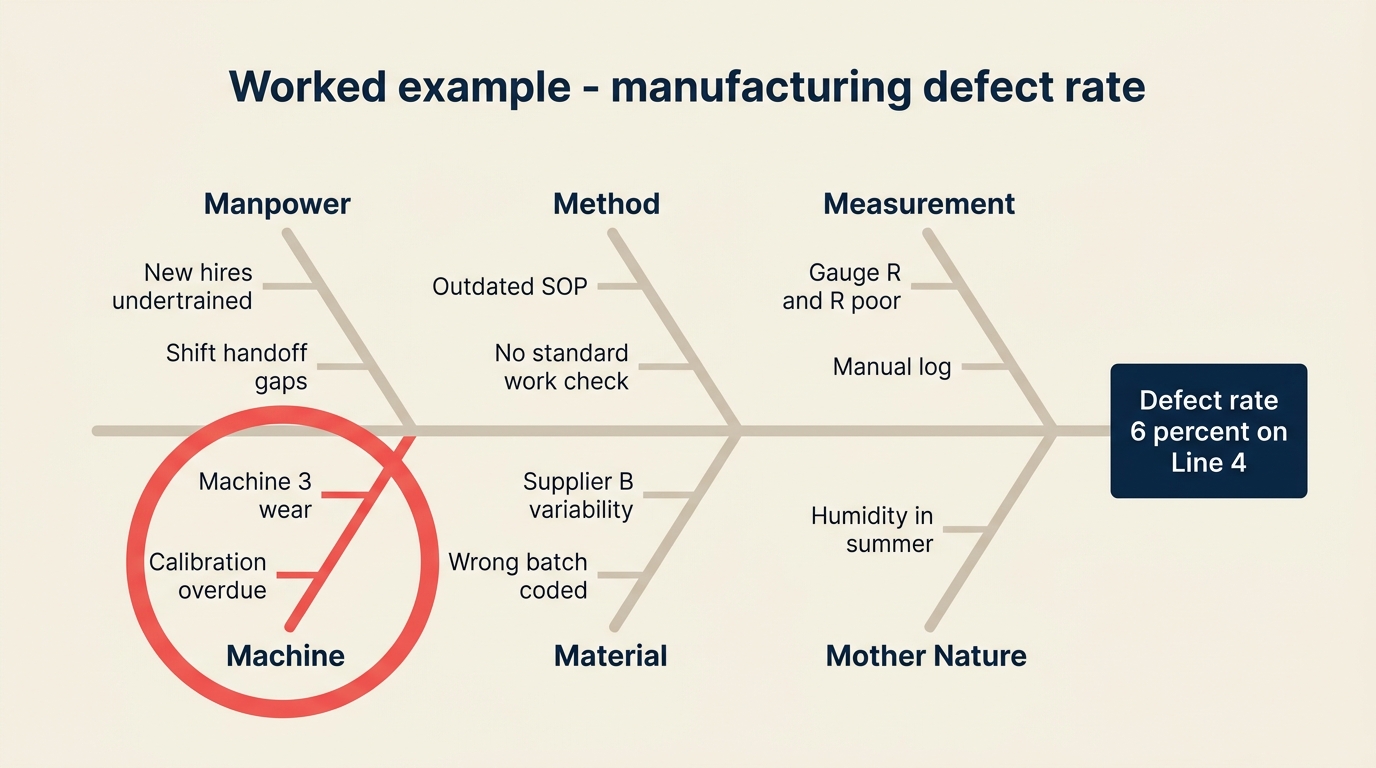
Pertimbangkan tim produksi yang menyelidiki pernyataan masalah: "Tingkat cacat pada Lini 4 mencapai 6% pada April, terhadap target 1,5%." Inilah tampilan fishbone yang telah diselesaikan di setiap cabang 6M.
Manpower: Karyawan baru di shift malam hanya menerima dua hari onboarding alih-alih standar lima hari. Dokumentasi serah terima shift bersifat lisan daripada tertulis, menyebabkan hilangnya informasi antara tim siang dan malam.
Machine: Mesin 3 tidak mendapat pemeriksaan kalibrasi terjadwal selama 14 minggu; interval standar adalah 6 minggu. Satu alat torsi menunjukkan keausan yang tidak sesuai dengan usianya, menunjukkan bahwa alat tersebut mungkin menjalankan siklus yang lebih berat dari yang dinilai.
Method: Standard operating procedure (SOP) untuk Lini 4 terakhir diperbarui 18 bulan lalu dan tidak mencerminkan toleransi komponen pemasok baru. Tidak ada daftar periksa kerja standar di awal setiap shift.
Material: Komponen dari Supplier B menunjukkan variabilitas dimensi yang lebih tinggi daripada Supplier A, tetapi keduanya dikodekan secara identik dalam sistem inventaris, sehingga operator tidak dapat membedakannya di lini. Satu batch dari Maret diberi label yang salah dan mungkin sudah masuk ke produksi.
Measurement: Studi Gauge R&R (gauge repeatability and reproducibility) belum pernah dijalankan pada stasiun pengukuran utama. Pencatatan cacat dilakukan secara manual pada formulir kertas yang dimasukkan ke sistem beberapa jam kemudian, menciptakan keterlambatan dalam deteksi.
Mother Nature: Fasilitas tidak memiliki kontrol kelembapan di area produksi. Data menunjukkan tingkat cacat yang lebih tinggi di bulan-bulan musim panas ketika kelembapan lingkungan melebihi 65%, konsisten dengan sensitivitas material yang diketahui.
Setelah memetakan diagram ini, tim melakukan voting titik dan mengidentifikasi tulang Machine dan Method sebagai pendorong utama yang paling mungkin. Mereka meluncurkan tindakan korektif pada jadwal kalibrasi dan SOP terlebih dahulu, daripada secara default melatih ulang kru shift malam.
Jenis analisis terstruktur ini adalah inti dari setiap praktik process management yang bertujuan mencegah pengulangan daripada hanya memperbaiki insiden langsung.
Fishbone vs 5 Whys vs Pareto: Mana yang Digunakan Kapan
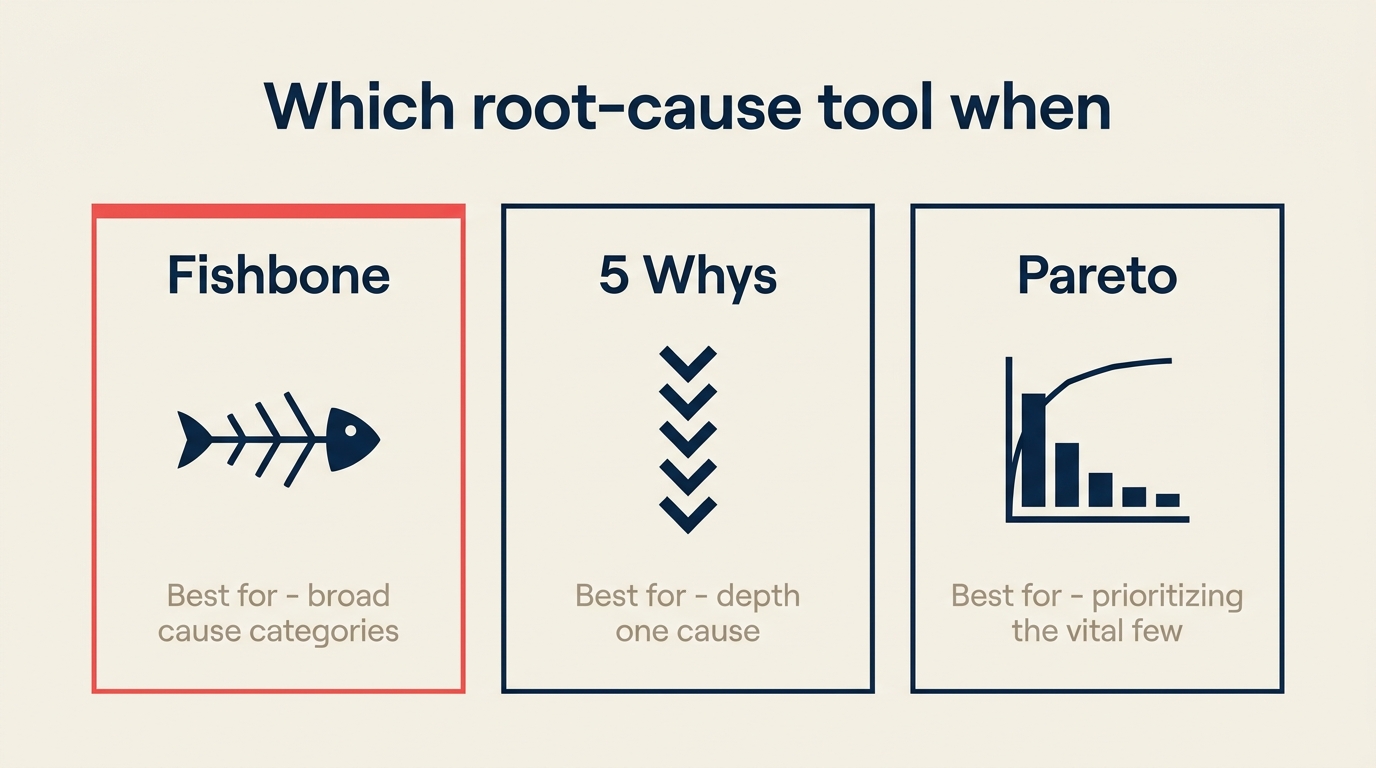
Ketiga alat ini sering muncul bersama dalam fase Analyze dari proyek Six Sigma dan lean. Ketiganya saling melengkapi, bukan bersaing.
| Alat | Terbaik untuk | Kekuatan | Kelemahan |
|---|---|---|---|
| Fishbone diagram | Memetakan berbagai macam penyebab potensial lintas kategori | Mendorong keluasan; mencegah tim terpaku pada satu jenis penyebab | Tidak memberi tahu Anda penyebab mana yang paling penting |
| 5 Whys | Menggali lebih dalam satu rantai penyebab | Cepat; bekerja tanpa data; mengungkap kegagalan sistemik | Dapat melewatkan beberapa penyebab yang berkontribusi; mudah dipengaruhi oleh siapa yang ada di ruangan |
| Analisis Pareto | Memprioritaskan penyebab mana yang harus diperbaiki terlebih dahulu | Berbasis data; menerapkan aturan 80/20 untuk memfokuskan upaya | Memerlukan data frekuensi cacat yang andal; melewatkan penyebab langka tetapi berdampak tinggi |
Urutan khasnya: jalankan fishbone untuk memetakan semua kemungkinan penyebab, gunakan 5 Whys untuk menggali lebih dalam ke kandidat yang paling mungkin, kemudian gunakan Pareto chart untuk mengkonfirmasi penyebab mana yang menyumbang sebagian besar volume cacat sebelum mengalokasikan sumber daya untuk solusi.
Variasi: Fishbone 4M, 4P, 8P
6M adalah default dalam manufaktur tetapi bukan satu-satunya kerangka.
4M (Man, Machine, Method, Material) adalah versi yang disederhanakan untuk tim yang baru mengenal alat ini atau mengerjakan masalah proses langsung di mana lingkungan dan pengukuran kurang bervariasi.
4P (People, Process, Policies, Plant/Equipment) populer dalam layanan kesehatan, jasa keuangan, dan konteks industri jasa lainnya di mana "Machine" dan "Material" tidak terpetakan dengan bersih ke dalam pekerjaan.
8P (Product, Price, Place, Promotion, People, Process, Physical evidence, Productivity and Quality) memperluas kerangka ke masalah pemasaran dan pengalaman pelanggan, di mana kategori penyebab pada dasarnya berbeda dari lini produksi.
Struktur yang mendasarinya sama terlepas dari varian mana yang Anda gunakan. Pilih yang sesuai dengan industri dan kosakata tim Anda. Konsistensi di seluruh proyek lebih penting daripada memilih kerangka yang "terbaik" secara teori.
Bagi tim yang bekerja dalam praktik business process management atau process optimization formal, 6M biasanya lebih selaras dengan dokumentasi yang ada dan bahasa lintas fungsi.
Kesalahan Umum saat Menjalankan Fishbone
Mendapatkan diagram yang tepat lebih mudah setelah Anda mengetahui apa yang biasanya salah.
- Berhenti terlalu cepat. Tim menambahkan penyebab di tingkat pertama dan menyebutnya selesai. Akar masalah yang sebenarnya biasanya dua atau tiga tingkat lebih dalam. Dorong sub-cabang lebih jauh sebelum Anda menyimpulkan apa pun.
- Mencampur penyebab dengan gejala. "Tingkat cacat tinggi" adalah pernyataan masalah Anda, bukan penyebab. Jika Anda menulisnya di tulang, Anda baru saja menggambarkan masalah dua kali. Setiap item pada tulang harus merupakan penyebab potensial, bukan pernyataan ulang dari efeknya.
- Meninggalkan kategori penyebab. Ketika tim hanya mengisi dua atau tiga tulang dan membiarkan yang lain kosong, itu biasanya berarti mereka membawa asumsi ke dalam sesi, bukan analisis segar. Setiap tulang layak mendapat perhatian serius sebelum dibersihkan.
- Melompat ke solusi. Fishbone adalah alat analisis, bukan alat perencanaan tindakan. Menulis solusi di diagram sebelum Anda mengkonfirmasi akar masalah adalah salah satu cara paling umum untuk menyia-nyiakan siklus perbaikan proses.
- Orang yang salah dalam ruangan. Fishbone bekerja paling baik dengan kelompok lintas fungsi yang mencakup orang-orang yang benar-benar melakukan pekerjaan. Diagram yang hanya dibangun oleh manajer jarang menangkap apa yang terjadi di tingkat lini atau meja.
- Tidak ada tindak lanjut. Fishbone diagram yang indah di papan tulis yang tidak pernah mendorong tindakan korektif adalah dekorasi, bukan alat mutu. Diagram hanya memberikan nilai ketika mengarah pada daftar penyebab yang diprioritaskan untuk diselidiki atau diperbaiki. Menghubungkan fishbone ke pembaruan standard operating procedure atau event Kaizen adalah yang menutup lingkaran.
Kapan Menggunakan Fishbone Diagram (dan Kapan Memilih Sesuatu yang Lain)
| Skenario | Gunakan fishbone? | Catatan |
|---|---|---|
| Masalah kompleks dengan beberapa penyebab yang dicurigai lintas departemen | Ya | Kasus penggunaan inti |
| Tinjauan pasca-insiden setelah lolos mutu atau kegagalan layanan | Ya | Bagus untuk debrief lintas fungsi |
| Melatih anggota tim baru dalam pemecahan masalah terstruktur | Ya | Format visual membuat pemikiran eksplisit |
| Masalah satu penyebab yang sudah Anda pahami dengan baik | Tidak | 5 Whys lebih cepat dan cukup |
| Anda perlu memprioritaskan masalah mana yang harus diperbaiki terlebih dahulu | Tidak | Gunakan Pareto chart atau matriks risiko |
| Anda berada dalam fase Define atau Measure dari proyek DMAIC | Belum | Simpan fishbone untuk fase Analyze |
| Akar masalah sudah dikonfirmasi oleh data | Tidak | Langsung ke perancangan solusi |
Pertanyaan yang Sering Diajukan
Mengapa fishbone diagram disebut Ishikawa?
Diagram ini dinamai sesuai Kaoru Ishikawa, insinyur mutu Jepang yang mengembangkannya pada tahun 1960-an di Kawasaki Heavy Industries. Ishikawa berusaha menciptakan alat visual sederhana yang dapat digunakan pekerja pabrik untuk menganalisis masalah mutu secara sistematis tanpa memerlukan pelatihan statistik. Ia kemudian memasukkan diagram dalam kerangka yang lebih luas untuk lingkaran mutu dan TQM. Nama "diagram Ishikawa" digunakan secara bergantian dengan "fishbone diagram" dan "diagram sebab-akibat" dalam literatur manajemen mutu.
Apa perbedaan antara fishbone diagram dan 5 Whys?
Fishbone diagram memetakan penyebab potensial di beberapa kategori sekaligus, memberi Anda pandangan luas tentang dari mana masalah mungkin berasal. 5 Whys menggali secara vertikal ke dalam satu rantai penyebab dengan berulang kali bertanya "mengapa" sampai menemukan akar masalah. Kedua alat bekerja dengan baik bersama: gunakan fishbone untuk mengidentifikasi penyebab mana yang layak diselidiki, kemudian terapkan 5 Whys pada setiap kandidat untuk menemukan akar sebenarnya. Hanya mengandalkan 5 Whys saja berisiko melewatkan penyebab dalam kategori yang tidak terpikirkan oleh tim untuk dipertanyakan.
Berapa banyak penyebab yang harus dimiliki setiap tulang?
Tidak ada aturan yang pasti. Tulang khas dalam sesi yang dipandu dengan baik memiliki tiga hingga enam sub-penyebab, tetapi sistem yang kompleks dapat menghasilkan lebih banyak. Yang penting adalah setiap sub-penyebab bersifat spesifik dan dapat ditindaklanjuti, bukan bahwa Anda mencapai jumlah tertentu. Jika satu tulang memiliki kurang dari dua penyebab, itu kemungkinan berarti kelompok belum cukup mempertanyakan kategori tersebut. Jika sebuah tulang memiliki lebih dari sepuluh, pertimbangkan apakah sub-penyebab ditulis pada tingkat spesifisitas yang berbeda dan apakah beberapa harus dikelompokkan.
Bisakah fishbone diagram digunakan di luar manufaktur?
Ya. Fishbone diagram banyak digunakan dalam layanan kesehatan (kejadian keselamatan pasien, kesalahan pemberian obat), pengembangan perangkat lunak (post-mortem dan analisis bug), industri jasa (analisis keluhan pelanggan), dan pemasaran (kegagalan kinerja kampanye). 6M kadang-kadang digantikan dengan kerangka yang lebih cocok dengan konteksnya, seperti 4P untuk layanan atau 8P untuk pemasaran. Logika yang mendasarinya bersifat universal: alih-alih menyalahkan orang terdekat, petakan sistemnya dan temukan di mana sebenarnya sistemnya gagal.
Fishbone diagram tidak akan memecahkan masalah Anda. Tetapi akan memastikan Anda memecahkan masalah yang benar. Dan dalam sebagian besar konteks operasional, perbedaan itu lebih bernilai daripada alat mana pun dalam toolkit mutu Anda.

Senior Operations & Growth Strategist
On this page
- Apa Itu Fishbone Diagram?
- 6M: Kategori Standar untuk Fishbone
- Manpower (Orang)
- Machine (Peralatan)
- Method (Proses)
- Material (Input)
- Measurement (Pengukuran)
- Mother Nature (Lingkungan)
- Cara Membuat Fishbone Diagram dalam 6 Langkah
- Langkah 1: Sepakati Pernyataan Masalah
- Langkah 2: Gambar Tulang Belakang
- Langkah 3: Tambahkan Tulang Utama
- Langkah 4: Brainstorming Penyebab per Tulang
- Langkah 5: Tanyakan "Mengapa" Hingga Menemukan Akar Masalah
- Langkah 6: Prioritaskan
- Contoh Nyata: Tingkat Cacat Tinggi pada Lini Manufaktur
- Fishbone vs 5 Whys vs Pareto: Mana yang Digunakan Kapan
- Variasi: Fishbone 4M, 4P, 8P
- Kesalahan Umum saat Menjalankan Fishbone
- Kapan Menggunakan Fishbone Diagram (dan Kapan Memilih Sesuatu yang Lain)
- Pertanyaan yang Sering Diajukan
- Mengapa fishbone diagram disebut Ishikawa?
- Apa perbedaan antara fishbone diagram dan 5 Whys?
- Berapa banyak penyebab yang harus dimiliki setiap tulang?
- Bisakah fishbone diagram digunakan di luar manufaktur?