8D-Problemlösung: Die 8 Disziplinen erklärt
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
8D-Problemlösung ist die Methode, zu der Qualitätsteams greifen, wenn ein Fehler immer wieder auftaucht und eine schnelle Lösung nicht ausreicht. Sie gibt einem funktionsübergreifenden Team einen strukturierten Acht-Disziplinen-Weg: von der ersten Sofortmaßnahme bis zur dauerhaften Korrekturmaßnahme und der abschließenden Anerkennung des Teams.
Was ist 8D-Problemlösung?
8D-Problemlösung (Eight Disciplines Problem Solving) ist eine teambasierte, strukturierte Methode zur Identifizierung, Korrektur und Vermeidung wiederkehrender Qualitätsprobleme. Ford Motor Company formalisierte und veröffentlichte sie 1987 unter dem Namen "Team Oriented Problem Solving" (TOPS), obwohl die Wurzeln der Methode auf den US-Militärstandard MIL-STD-1520 zurückgehen, der während des Zweiten Weltkriegs eine ähnliche Korrekturmaßnahmenlogik beschrieb.
Die acht Disziplinen führen ein Team von der Problembeschreibung über die Ursachenanalyse bis zur dauerhaften Korrekturmaßnahme und schließlich zur Anerkennung der Personen, die das Problem gelöst haben. Im Gegensatz zu einer einfachen Fünf-Warum-Sitzung erzeugt 8D einen dokumentierten 8D-Bericht, den Qualitätsingenieure, Lieferanten und Kunden prüfen können. Er ist das Standardantwortformat, das von Automotive OEMs (Original Equipment Manufacturers) gefordert wird, und bildet die Grundlage für Lieferantenqualitätsanforderungen im Rahmen der AIAG (Automotive Industry Action Group).
Wesentliche Begriffe:
- Disziplin (D): Jeder der acht strukturierten Schritte der Methode.
- 8D-Bericht: Das formale Dokument, das alle Disziplin-Ergebnisse festhält.
- Interim Containment Action (ICA): Die kurzfristige Sofortmaßnahme, die angewendet wird, bevor die Grundursache bestätigt ist.
- Permanent Corrective Action (PCA): Die systemische Maßnahme, die verhindert, dass das Problem zurückkehrt.
Key Facts
Ford Motor Company formalisierte 8D im Jahr 1987 in seinem Handbuch "Team Oriented Problem Solving (TOPS)" und machte es damit zu einem weltweiten Automotive-Industriestandard für Lieferanten.
Die Ursprünge der Methode reichen bis in den Zweiten Weltkrieg zurück. Der US-Militärstandard MIL-STD-1520 (1974) kodifizierte eine Korrekturmaßnahmenlogik, die direkt das beeinflusste, was zu 8D wurde.
8D wird von den meisten Tier-1-Automobillieferanten gefordert. Die AIAG (Automotive Industry Action Group) verweist in ihren Qualitätsmanagementanforderungen für die Automobillieferkette ausdrücklich auf 8D-Korrekturmaßnahmenberichte.
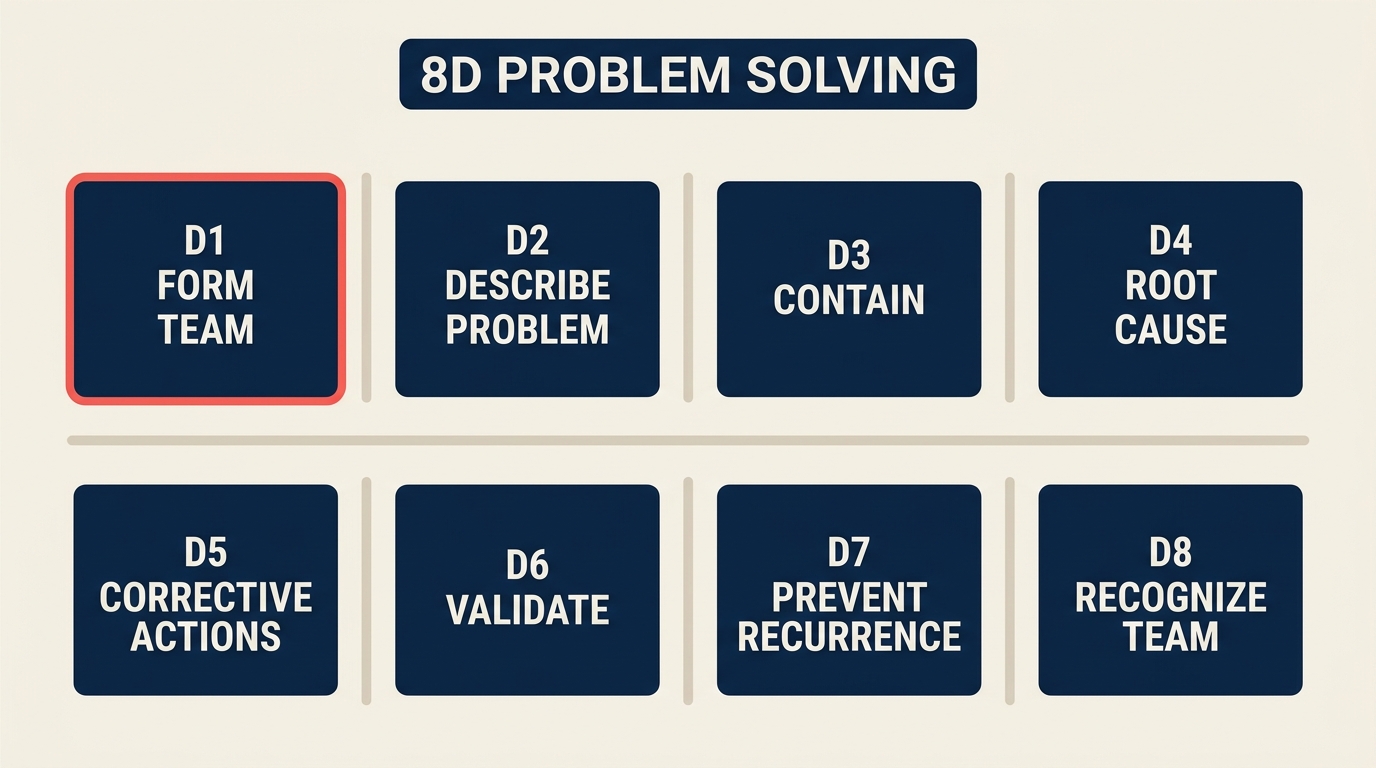
Die 8 Disziplinen (D1 bis D8)
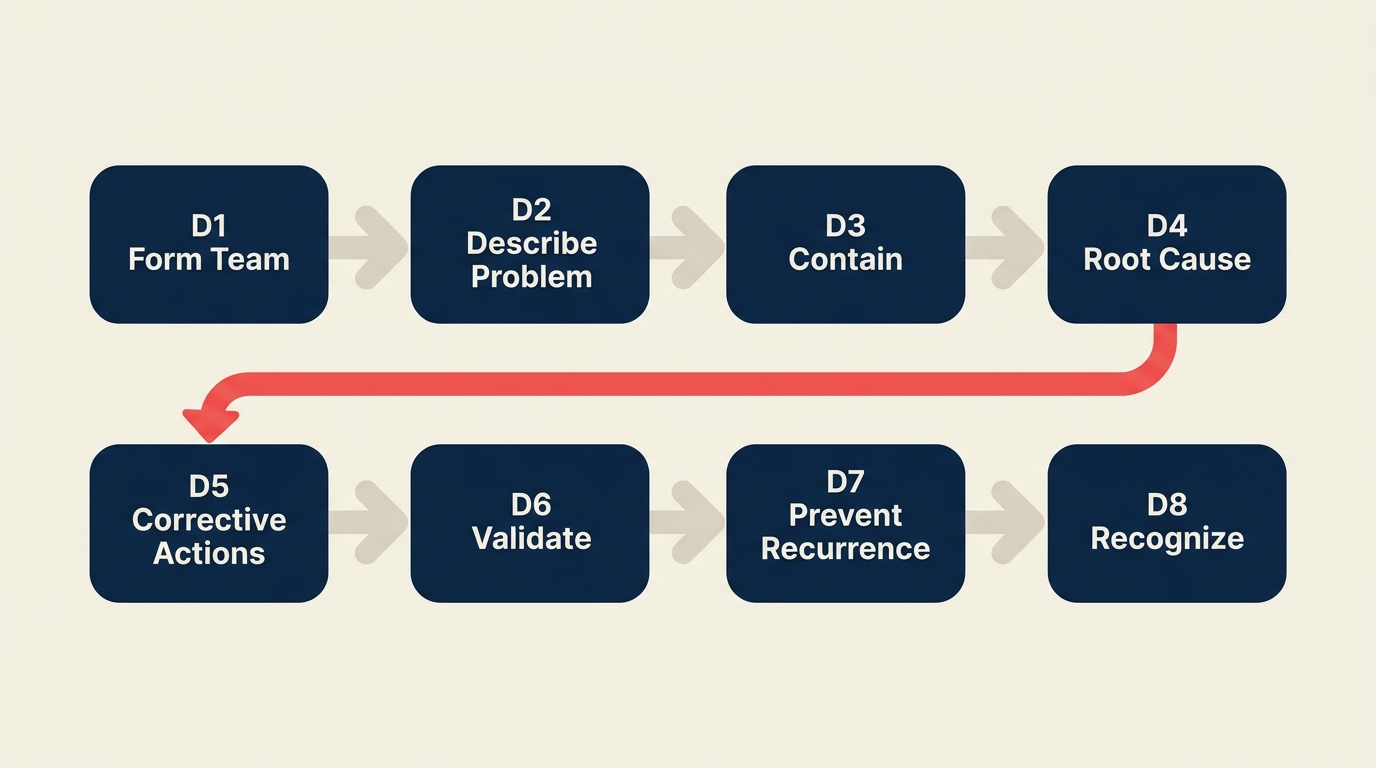
Es gibt tatsächlich eine optionale Disziplin vor den nummerierten acht: D0 (Planung). Sie umfasst die anfängliche Vorbereitung, die Entscheidung, ob 8D das richtige Werkzeug ist, und die Sicherstellung, dass Notfallmaßnahmen vorhanden sind, bevor der strukturierte Prozess beginnt. Die formalen acht Disziplinen sind:
| Disziplin | Bezeichnung | Kernaktivität |
|---|---|---|
| D1 | Team bilden | Ein funktionsübergreifendes Team mit dem Wissen und der Autorität zusammenstellen, das Problem zu lösen |
| D2 | Problem beschreiben | Das Problem in spezifischen, messbaren Begriffen definieren (Was, Wann, Wo, Wie viele) |
| D3 | Sofortmaßnahme (ICA) | Kunden vor weiteren Auswirkungen schützen, während die Grundursache untersucht wird |
| D4 | Ursachenanalyse | Die tatsächliche Grundursache (und den Entkontrollpunkt) mithilfe von Daten identifizieren und verifizieren |
| D5 | Dauerhafte Korrekturmaßnahmen | Korrekturmaßnahmen auswählen und verifizieren, die die Grundursache beseitigen |
| D6 | Umsetzen und validieren | PCA ausführen und bestätigen, dass das Problem gelöst ist und keine neuen entstehen |
| D7 | Wiederauftreten verhindern | Systeme, Prozesse und Standards aktualisieren, damit das Problem nicht anderweitig wieder auftreten kann |
| D8 | Team anerkennen | Den Einsatz des Teams würdigen und das Gelernte dokumentieren |
D1: Team bilden
Die erste Disziplin besteht darin, Personen zu versammeln, die den Prozess tatsächlich kennen, nicht nur die verantwortlichen Manager. Ein gutes 8D-Team ist funktionsübergreifend: Fertigung, Qualität, Ingenieurwesen und manchmal Lieferkette oder der Kunde. Das Team braucht einen Sponsor mit der Befugnis, Ressourcen zu genehmigen, einen Teamleiter, der den Prozess steuert, und Mitglieder mit der fachlichen Tiefe für die Analyse. Vier bis sechs Personen sind in der Regel ausreichend. Größere Teams verlangsamen die Entscheidungsfindung.
D2: Problem beschreiben
D2 ergibt eine präzise Problembeschreibung nach dem strukturierten "Ist / Ist nicht"-Ansatz. Sie definieren, wo der Fehler auftritt, wann er begann, wer betroffen ist und wie oft. Das klingt offensichtlich, aber die meisten Teams überspringen die Disziplin und beginnen, das falsche Problem zu lösen. Eine klare Problembeschreibung in D2 spart wochenlange verschwendete Analyse in D4. Verwenden Sie das 5W2H-Format (Wer, Was, Wo, Wann, Warum, Wie, Wie viele), um den Umfang konkret zu gestalten.
D3: Sofortmaßnahme (ICA)
Bevor die Grundursache bekannt ist, sind Kunden weiterhin gefährdet. D3 legt ein vorübergehendes Sicherheitsnetz an: 100-prozentige Prüfung, Quarantäne von Verdachtsbeständen, ein Sortiereinsatz am Wareneingang des Kunden. Die ICA ist ausdrücklich vorläufig. Teams versehen sie mit einem Ablöseauslöser: "ICA bleibt so lange bestehen, bis die PCA in D6 validiert ist." Eine ICA dauerhaft beizubehalten ist einer der häufigsten 8D-Fehler.
D4: Ursachenanalyse
Hier findet der Großteil der technischen Arbeit statt. Das Team verwendet strukturierte Werkzeuge, um vom Symptom zur verifizierten Ursache zu gelangen. Ein Fishbone-Diagramm (Ishikawa-Diagramm) bildet potenzielle Ursachen über Kategorien wie Mensch, Prozess, Ausrüstung, Material und Umgebung ab. Das Fünf-Warum-Verfahren gräbt sich unter die oberflächlichen Symptome. Hypothesentests (oder zumindest strukturierter Vergleich von "Ist / Ist nicht"-Daten) bestätigen, welche Kandidatenursache die tatsächliche ist.
8D erfordert die Identifizierung von zwei Grundursachen: die Entstehungsursache (Warum ist der Fehler aufgetreten?) und die Entweichursache (Warum hat das Erkennungssystem ihn nicht erfasst?). Nur die Entstehungsursache zu beheben, ohne die Entweichursache zu beheben, bedeutet, dass der nächste Fehler ebenfalls unentdeckt zum Kunden gelangt.
D5: Dauerhafte Korrekturmaßnahmen
Mit bestätigter Grundursache wählt D5 die Maßnahmen aus, die sie beseitigen werden. Dies sollten systemische Veränderungen sein: eine Änderung des Prozessparameters, eine Designänderung, eine neue Fehlervermeidungsvorrichtung (Poka-Yoke) oder eine Verbesserung des Erkennungssystems. Das Team bewertet die Optionen hinsichtlich Wirksamkeit, Durchführbarkeit und Risiko von Nebenwirkungen. FMEA (Failure Mode and Effects Analysis) wird hier oft eingesetzt, um vorgeschlagene Lösungen vor der Umsetzung zu prüfen.
D6: Umsetzen und validieren
D6 führt die ausgewählte PCA aus, entfernt die Sofortmaßnahme und bestätigt durch Messungen, dass das Problem gelöst ist. Validierung bedeutet Daten, keine Meinungen: Fehlerquoten vor und nach der Maßnahme, Prozessfähigkeitsstudien oder Kundenbestätigung. Zeigen die Validierungsdaten, dass die PCA nicht funktioniert, geht das Team zu D4 oder D5 zurück, anstatt Erfolg zu erklären und auf das Beste zu hoffen.
D7: Wiederauftreten verhindern
D7 ist die Disziplin, die 8D von bloßem Feuerlöschen unterscheidet. Die Frage hier lautet: Wo sonst in der Organisation könnte dieselbe Grundursache existieren? Kontrollpläne, FMEAs, Designstandards, Schulungsmaterialien und Auditchecklisten werden alle aktualisiert. Ähnliche Produkte oder Prozesse werden überprüft. Ziel ist die systemische Prävention, nicht nur die Behebung dieses einen Vorkommens.
D8: Team anerkennen
Der Abschluss der Teamanerkennung ist in die Methode eingebaut, weil Ford verstand, dass eine Problemlösungskultur davon abhängt, dass sich die Menschen wertgeschätzt fühlen. D8 umfasst eine formelle Teamanerkennungsveranstaltung und eine abschließende Freigabe des 8D-Berichts. Es ist eine kurze Disziplin, aber sie zu überspringen signalisiert, dass das Management 8D als Papierkram betrachtet und nicht als echten Verbesserungsprozess.
8D im Vergleich mit anderen Problemlösungsmethoden
| Methode | Am besten für | Tiefe | Teamgröße | Ergebnis |
|---|---|---|---|---|
| 8D | Wiederkehrende Qualitätsfehler mit Kundenauswirkung | Tief, systematisch | 4-6 funktionsübergreifend | Formaler 8D-Bericht |
| 5 Whys | Schnelle Ursachenanalyse bei einfachen Problemen | Mittel | 1-3 Personen | Ursachenkette |
| Fishbone-Diagramm | Brainstorming von Ursachenkategorien | Mittel | 3-8 Personen | Visuelle Ursachenkarte (wird in D4 eingesetzt) |
| PDCA | Zyklen der kontinuierlichen Verbesserung | Iterativ | Beliebig | Zyklus-Dokumentation |
| A3 | Strukturierte Problemlösung auf einer Seite (Toyota-Format) | Mittel | 2-4 Personen | A3-Bericht (eine Seite) |
| DMAIC | Großangelegte Prozessverbesserung mit statistischer Strenge | Sehr tief | Projektteam + Sponsor | Vollständiger Projektauftrag, statistische Lieferergebnisse |
8D und DMAIC überschneiden sich im Zweck, unterscheiden sich aber im Umfang. Ein DMAIC-Projekt kann vier bis sechs Monate dauern, mit statistischer Analyse in jeder Phase. 8D ist schneller und gezielter, konzipiert für eine spezifische Kundenbeschwerde oder einen wiederkehrenden Fehler, nicht für eine umfassende Prozessoptimierung. Beide verwenden das Fishbone-Diagramm und FMEA als Werkzeuge in der Analysephase.
So führen Sie ein 8D durch
Schritt 1: Bestätigen Sie, dass 8D das richtige Werkzeug ist
Nicht jedes Problem erfordert 8D. Setzen Sie es ein, wenn: ein Kunde sich beschwert hat, der Fehler wiederkehrt, die Grundursache unbekannt ist oder Ihr Qualitätssystem eine formale Korrekturmaßnahmenantwort erfordert. Verzichten Sie darauf bei einmaligen, bereits verstandenen und behobenen Fehlern.
Schritt 2: Team zusammenstellen (D1)
Wählen Sie Personen aus, die den Prozess kennen, nicht nur das Organigramm. Bestätigen Sie einen Teamleiter, bestimmen Sie einen Sponsor und planen Sie das erste Meeting innerhalb von 24 Stunden nach der Problemidentifizierung, wenn der Kundeneinfluss anhält.
Schritt 3: Problembeschreibung erstellen (D2)
Verwenden Sie 5W2H. Formulieren Sie das Problem in einem oder zwei Sätzen, die enthalten: Was der Fehler ist, wo er auftrat, wann er begann, wie viele Einheiten betroffen sind und die bekannte Kundenauswirkung. Holen Sie die Zustimmung des Teams ein, bevor Sie fortfahren.
Schritt 4: Sofortmaßnahme implementieren (D3)
Definieren Sie die ICA, wer sie verantwortet, und den Auslöser für ihre Entfernung. Dokumentieren Sie das Startdatum der ICA und das voraussichtliche Enddatum. Informieren Sie den Kunden, dass eine Sofortmaßnahme in Kraft ist.
Schritt 5: Grundursache finden (D4)
Führen Sie eine Fishbone-Sitzung durch, um Kandidatenursachen zu sammeln. Verwenden Sie Ist/Ist-nicht-Analyse, um die Liste einzugrenzen. Wenden Sie Fünf Warum auf Prioritätskandidaten an. Testen Sie Hypothesen mit Daten. Identifizieren Sie sowohl die Entstehungs- als auch die Entweichursache.
Schritt 6: Korrekturmaßnahmen auswählen und verifizieren (D5)
Entwickeln Sie für jede bestätigte Grundursache Korrekturmaßnahmenoptionen. Bewerten Sie nach Auswirkung, Durchführbarkeit und Risiko anhand einer einfachen Bewertungsmatrix oder FMEA. Wählen Sie die Maßnahmen mit dem besten Profil und holen Sie die Zustimmung des Teams ein.
Schritt 7: Umsetzen, validieren, ICA entfernen (D6)
Führen Sie die PCA aus. Messen Sie die Wirksamkeit mit derselben Kennzahl wie in D2. Wenn die Validierungsdaten bestätigen, dass das Problem gelöst ist, entfernen Sie die Sofortmaßnahme formal. Dokumentieren Sie die Ergebnisse vor und nach der Maßnahme.
Schritt 8: Wiederauftreten verhindern (D7)
Aktualisieren Sie alle relevanten Steuerdokumente: Kontrollpläne, FMEAs, Prozessanweisungen, Schulungsnachweise. Überprüfen Sie ähnliche Teile oder Prozesse auf dieselbe Anfälligkeit. Schließen Sie alle Auditbefunde ab.
Schritt 9: Abschließen und Team anerkennen (D8)
Erstellen Sie den abschließenden 8D-Bericht. Holen Sie die Freigabe des Sponsors und, falls erforderlich, des Kunden ein. Führen Sie eine kurze Teamanerkennungsveranstaltung durch. Archivieren Sie den Bericht in Ihrem Qualitätsmanagementsystem zur späteren Referenz.
8D-Berichtsbeispiel
Das folgende Szenario führt einen Fertigungsfehler durch alle acht Disziplinen, um zu zeigen, wie ein abgeschlossenes 8D in der Praxis aussieht.
Szenario: Ein Tier-1-Automobillieferant liefert Bremssattel-Baugruppen an einen OEM. Die Wareneingangsprüfung des OEM meldet eine dimensionale Nichtkonformität: 37 von 500 Halterungen weichen um 0,8 mm von der Toleranz einer kritischen Lochposition ab.
| Disziplin | Inhalt |
|---|---|
| D0 Planung | Notfallmaßnahme: OEM quarantäniert die Lieferung. Lieferant bestimmt Qualitätsingenieur als Teamleiter innerhalb von 4 Stunden nach Beschwerde. |
| D1 Team | Qualitätsingenieur (Leiter), Prozessingenieur, Maschinenbediener, CMM-Techniker, Lieferkettenverantwortlicher. Sponsor: Werksqualitätsleiter. |
| D2 Problembeschreibung | Lochposition an Halterung Teilenr. BK-4412 weicht 0,8 mm außerhalb der Toleranz auf der X-Achse ab. 37/500 Einheiten in Los 2026-04-18 betroffen. Erste Kundenreklamation: 20. April 2026. Keine früheren Beschwerden zu diesem Teil. |
| D3 Sofortmaßnahme | 100-prozentige CMM-Prüfung aller BK-4412 beim Lieferanten (286 Einheiten) und im Transit (214 Einheiten). OEM-Quarantäne des erhaltenen Loses. ICA läuft ab, wenn D6-Validierung abgeschlossen ist. |
| D4 Grundursache | Fishbone identifizierte Vorrichtungsverschleiß als Hauptkandidat. CMM-Daten bestätigten, dass Vorrichtungs-Spannzapfen A um 0,9 mm jenseits der Spezifikation während einer Wartungsintervallüberschreitung (120 Betriebsstunden vs. 80-Stunden-PM-Zeitplan) verschlissen ist. Entweichursache: Vorrichtungsprüfcheckliste enthielt keine Maßmessung des Spannzapfens. |
| D5 Korrekturmaßnahmen | Entstehungs-PCA: Spannzapfen ersetzen, PM-Zeitplan auf 70-Stunden-Intervalle zurücksetzen, Zapfenmessung in die Schichtbeginn-Checkliste aufnehmen. Entweich-PCA: Dimensionsprüfung des Spannzapfens in das Wareneingangs-Prüfverfahren für Vorrichtungen aufnehmen. |
| D6 Validieren | PCA umgesetzt am 2. Mai 2026. Erstes Los nach PCA (500 Einheiten) zeigte 0 Nichtkonformitäten bei der Lochposition. CMM-Berichte bestätigen alle Einheiten innerhalb von +-0,2 mm. ICA am 5. Mai 2026 entfernt. Kunde informiert. |
| D7 Wiederauftreten verhindern | Kontrollplan mit 70-Stunden-PM-Auslöser für Vorrichtungen aktualisiert. FMEA aktualisiert, um Spannzapfenverschleiß als hochschwerwiegendes Risiko zu erfassen. Alle ähnlichen Vorrichtungstypen im Werk überprüft; zwei weitere Zapfenersetzungen abgeschlossen. PM-Einhaltung in monatliche Qualitätsaudit-Checkliste aufgenommen. |
| D8 Anerkennung | Team beim Werksqualitätsmeeting am 8. Mai 2026 gewürdigt. 8D-Bericht vom Werksqualitätsleiter unterzeichnet und im OEM-Portal eingereicht. Bericht im QMS unter Korrekturmaßnahmenaufzeichnungen archiviert. |
Häufige Fehler und Best Practices
Fehler, die Teams machen:
- D4 ohne D2 beginnen. Eine vage Problembeschreibung erzeugt eine Ursachenanalyse, die auf das falsche Ziel ausgerichtet ist. Schreiben Sie D2, bevor Sie D4 angehen.
- D3 als Lösung behandeln. Die Sofortmaßnahme ist eine vorübergehende Lösung, keine Korrekturmaßnahme. Teams, die das 8D nach D3 abschließen, werden sehen, wie das Problem zurückkehrt.
- Nur die Entstehungsursache finden. Wenn Ihr Erkennungssystem den Fehler zum Kunden gelangen ließ, ist dieser Entkontrollpunkt eine zweite Grundursache, die eine eigene Korrekturmaßnahme braucht.
- D7 überspringen. Eine Lösung umzusetzen ist nicht dasselbe wie das Wiederauftreten zu verhindern. Steuerdokumente, FMEAs und Prozessstandards müssen alle aktualisiert werden.
- D8 der Personalabteilung übertragen. Teamanerkennung ist eine Führungsverantwortung, keine administrative Aufgabe. Der Sponsor sollte sie persönlich durchführen.
Best Practices:
- Starten Sie 8D innerhalb von 24 Stunden nach einer Kundenreklamation, wenn der anhaltende Einfluss bestätigt ist.
- Verwenden Sie ein funktionsübergreifendes Team, aber halten Sie es klein. Vier bis sechs Personen übertreffen acht bis zwölf in 8D.
- Validieren Sie mit Daten, nicht mit Teamkonsens. Vor-und-nach-Messungen sind der einzige akzeptable Validierungsstandard.
- Archivieren Sie alle 8D-Berichte in einem durchsuchbaren System. Sie sind das institutionelle Gedächtnis dafür, was schiefgelaufen ist und wie Sie es behoben haben.
- Kombinieren Sie 8D mit FMEA in D5 und D7, um Risikokontrollen systematisch zu bewerten und zu aktualisieren.
Häufig gestellte Fragen
Wofür steht 8D? 8D steht für "Eight Disciplines" (Acht Disziplinen). Jede Disziplin ist ein strukturierter Schritt im Problemlösungsprozess, von der Teambildung (D1) bis zur Teamanerkennung (D8). Die Zahl acht bezieht sich auf die acht obligatorischen Disziplinen; es gibt auch ein optionales D0 für Planung und Notfallmaßnahmen vor dem formalen Prozessbeginn.
Wer hat die 8D-Methode entwickelt? Ford Motor Company formalisierte 8D im Jahr 1987 in seinem Schulungsprogramm "Team Oriented Problem Solving (TOPS)". Die zugrunde liegende Logik ist älter als Ford: Der US-Militärstandard MIL-STD-1520 für Korrekturmaßnahmen von 1974 legte viel des konzeptionellen Fundaments. Ford adaptierte und systematisierte ihn für die Automobilfertigung und das Qualitätsmanagement von Lieferanten.
Was ist der Unterschied zwischen D0 und D1? D0 ist ein optionaler Vorschritt, der die Notfallmaßnahme abdeckt und bestätigt, ob 8D die richtige Methode für die Situation ist. Er findet vor den formalen acht Disziplinen statt und kann unmittelbare Kundenschutzmaßnahmen umfassen, die getroffen werden, bevor das Team überhaupt zusammengestellt ist. D1 ist die erste formale Disziplin: das Zusammenstellen des funktionsübergreifenden Teams mit dem richtigen Wissen und der Autorität, das Problem zu bearbeiten.
Wann sollten Sie 8D statt einer einfacheren Methode wie 5 Whys verwenden? Verwenden Sie 8D, wenn ein Problem wiederkehrt, bereits einen Kunden erreicht hat, die Grundursache unbekannt ist oder eine dokumentierte Korrekturmaßnahmenantwort erforderlich ist (wie die meisten Automotive OEMs verlangen). Verwenden Sie 5 Whys für schnelle interne Analysen einfacherer, gut verstandener Probleme, bei denen kein formaler Bericht benötigt wird. 8D ist das schwerere Werkzeug: strenger, besser dokumentiert und besser geeignet für hochriskante Qualitätsfehler.
Wie unterscheidet sich 8D von 5 Whys? 5 Whys ist eine Ursachenanalysetechnik: eine Abfolge von Fragen, um ein Symptom bis zu seiner Ursache zurückzuverfolgen. 8D ist ein vollständiges Problemlösungsrahmenwerk, das Teambildung, Sofortmaßnahme, Ursachenanalyse (bei der 5 Whys als eines der Werkzeuge eingesetzt werden können), Auswahl von Korrekturmaßnahmen, Validierung, Prävention des Wiederauftretens und Teamanerkennung umfasst. 5 Whys kann innerhalb von D4 eines 8D-Prozesses eingesetzt werden. Sie sind keine konkurrierenden Methoden; 5 Whys ist ein Werkzeug, 8D ist der Prozess.
8D-Problemlösung hat sich über Jahrzehnte gehalten, weil die Logik schwer zu bestreiten ist: den Schaden schnell eindämmen, die tatsächliche Ursache mit Belegen finden, das System dauerhaft reparieren und sicherstellen, dass derselbe Fehler sich nicht anderswo ausbreiten kann. Teams, die alle acht Disziplinen befolgen, einschließlich D7 und D8, die viele überspringen, übertreffen konsistent diejenigen, die 8D als Papierkram behandeln. Wenn Ihr Qualitätsmanagementsystem auf Six Sigma, Lean-Methodik oder Total Quality Management-Prinzipien basiert, fügt sich 8D natürlich als Korrekturmaßnahmenprotokoll für alles ein, was einen Kunden erreicht.

Senior Operations & Growth Strategist
On this page
- Was ist 8D-Problemlösung?
- Key Facts
- Die 8 Disziplinen (D1 bis D8)
- D1: Team bilden
- D2: Problem beschreiben
- D3: Sofortmaßnahme (ICA)
- D4: Ursachenanalyse
- D5: Dauerhafte Korrekturmaßnahmen
- D6: Umsetzen und validieren
- D7: Wiederauftreten verhindern
- D8: Team anerkennen
- 8D im Vergleich mit anderen Problemlösungsmethoden
- So führen Sie ein 8D durch
- Schritt 1: Bestätigen Sie, dass 8D das richtige Werkzeug ist
- Schritt 2: Team zusammenstellen (D1)
- Schritt 3: Problembeschreibung erstellen (D2)
- Schritt 4: Sofortmaßnahme implementieren (D3)
- Schritt 5: Grundursache finden (D4)
- Schritt 6: Korrekturmaßnahmen auswählen und verifizieren (D5)
- Schritt 7: Umsetzen, validieren, ICA entfernen (D6)
- Schritt 8: Wiederauftreten verhindern (D7)
- Schritt 9: Abschließen und Team anerkennen (D8)
- 8D-Berichtsbeispiel
- Häufige Fehler und Best Practices
- Häufig gestellte Fragen