8D Problem Solving: As 8 Disciplinas Explicadas
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
O 8D problem solving é a metodologia que equipes de qualidade adotam quando um defeito continua reaparecendo e uma correção rápida não resolve o problema. Ele oferece a uma equipe multifuncional um caminho estruturado, com oito disciplinas, que vai desde a contenção inicial até a ação corretiva permanente e o reconhecimento dos envolvidos.
O Que É o 8D Problem Solving?
O 8D problem solving (Eight Disciplines Problem Solving) é um método estruturado e baseado em equipe para identificar, corrigir e prevenir problemas de qualidade recorrentes. A Ford Motor Company formalizou e publicou o método em 1987 com o nome "Team Oriented Problem Solving" (TOPS), embora suas raízes remontem ao padrão militar norte-americano MIL-STD-1520, que definiu uma lógica semelhante de ação corretiva durante a Segunda Guerra Mundial.
As oito disciplinas conduzem a equipe desde a descrição do problema, passando pela análise de causa raiz, até a ação corretiva permanente e, por fim, o reconhecimento das pessoas que resolveram o problema. Diferente de uma simples sessão de cinco porquês, o 8D produz um Relatório 8D documentado que engenheiros de qualidade, fornecedores e clientes podem auditar. É o formato padrão de resposta exigido pelas montadoras (OEMs) e sustenta os requisitos de qualidade de fornecedores no framework da AIAG (Automotive Industry Action Group).
Termos-chave:
- Disciplina (D): Cada uma das oito etapas estruturadas do método.
- Relatório 8D: O documento formal que registra os resultados de todas as disciplinas.
- Interim Containment Action (ICA): A correção temporária aplicada antes de a causa raiz ser confirmada.
- Permanent Corrective Action (PCA): A correção sistêmica que impede o retorno do problema.
Fatos Relevantes
A Ford Motor Company formalizou o 8D em 1987 em seu manual "Team Oriented Problem Solving (TOPS)", tornando-o um padrão da indústria automotiva utilizado por fornecedores em todo o mundo.
As origens do método remontam à Segunda Guerra Mundial. O MIL-STD-1520 (1974) do exército norte-americano codificou uma lógica de ação corretiva que influenciou diretamente o que viria a ser o 8D.
O 8D é exigido pela maioria dos fornecedores Tier 1 do setor automotivo. A AIAG (Automotive Industry Action Group) faz referência explícita a relatórios de ação corretiva no estilo 8D em seus requisitos de gestão da qualidade para a cadeia de fornecimento automotivo.
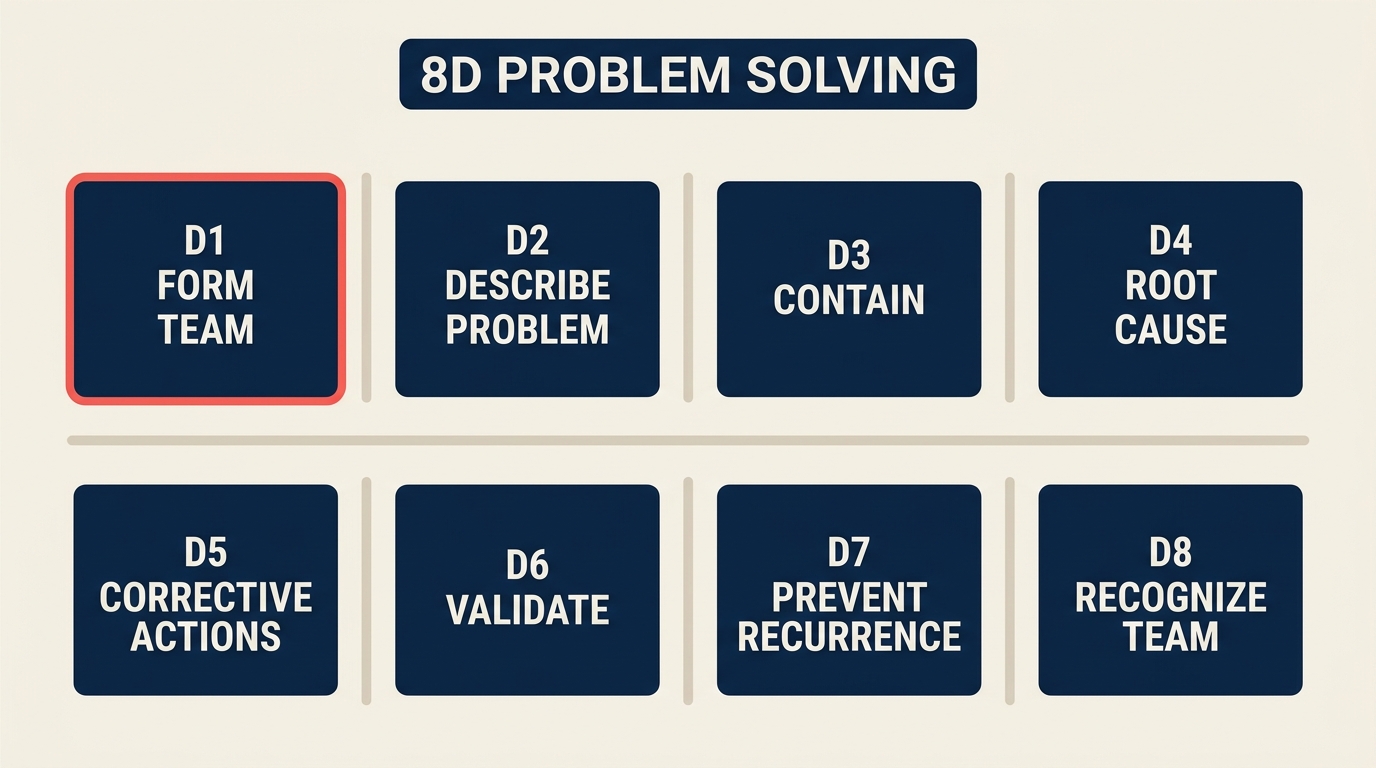
As 8 Disciplinas (D1 a D8)
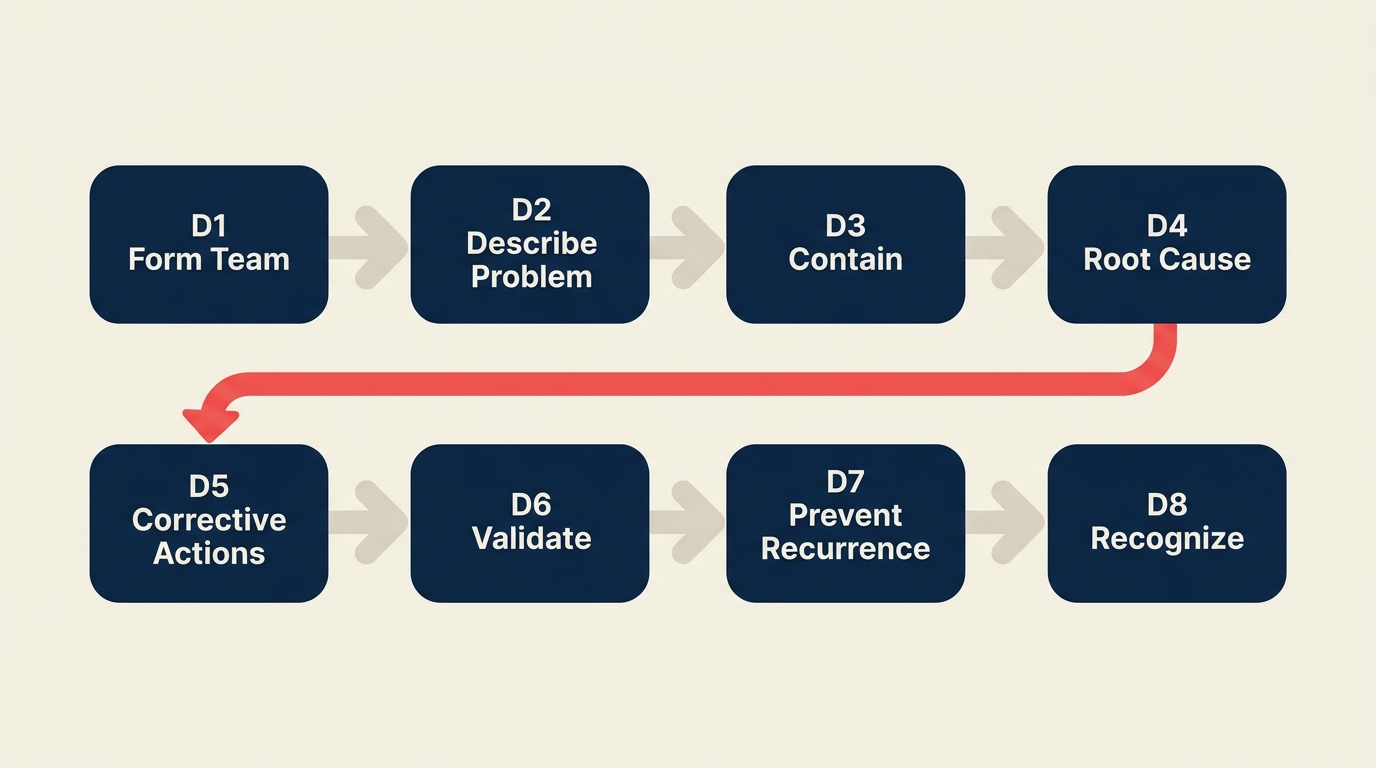
Existe na prática uma disciplina opcional antes das oito numeradas: D0 (Plan). Ela cobre a preparação inicial, a decisão sobre se o 8D é a ferramenta adequada e a garantia de que ações de resposta emergencial estejam em vigor antes de o processo estruturado começar. As oito disciplinas formais são:
| Disciplina | Nome | Atividade Principal |
|---|---|---|
| D1 | Formar a Equipe | Montar uma equipe multifuncional com o conhecimento e a autoridade necessários para resolver o problema |
| D2 | Descrever o Problema | Definir o problema em termos específicos e mensuráveis (o quê, quando, onde, quantos) |
| D3 | Ação de Contenção Temporária | Proteger os clientes de novos impactos enquanto a causa raiz é investigada |
| D4 | Análise de Causa Raiz | Identificar e verificar a verdadeira causa raiz (e o ponto de escape) com base em dados |
| D5 | Ações Corretivas Permanentes | Selecionar e verificar as ações que eliminarão a causa raiz |
| D6 | Implementar e Validar | Executar a PCA e confirmar que o problema foi resolvido sem criar novos |
| D7 | Prevenir Recorrência | Atualizar sistemas, processos e padrões para que o problema não reapareça em outro lugar |
| D8 | Reconhecer a Equipe | Celebrar o esforço da equipe e documentar os aprendizados |
D1: Formar a Equipe
A primeira disciplina consiste em reunir as pessoas que realmente conhecem o processo, não apenas os gestores responsáveis por ele. Uma boa equipe 8D é multifuncional: produção, qualidade, engenharia e, às vezes, cadeia de suprimentos ou o próprio cliente. A equipe precisa de um sponsor com autoridade para aprovar recursos, um líder de equipe que conduza o processo e membros com profundidade técnica para realizar a análise. Quatro a seis pessoas geralmente são suficientes. Equipes maiores tornam as decisões mais lentas.
D2: Descrever o Problema
A D2 produz uma declaração do problema precisa, utilizando uma abordagem estruturada de "é/não é". Você define onde o defeito aparece, quando começou, quem é afetado e com que frequência. Parece óbvio, mas a maioria das equipes pula essa disciplina e começa a resolver o problema errado. Uma declaração do problema bem elaborada na D2 economiza semanas de análise desperdiçada na D4. Use o formato 5W2H (Quem, O quê, Onde, Quando, Por quê, Como, Quantos) para tornar o escopo concreto.
D3: Ação de Contenção Temporária
Antes de a causa raiz ser conhecida, os clientes ainda estão em risco. A D3 implementa uma solução temporária: inspeção 100%, quarentena de estoque suspeito, triagem no recebimento do cliente. A ICA é explicitamente temporária. As equipes definem um gatilho para sua remoção: "A ICA permanece em vigor até que a PCA da D6 seja validada." Manter uma ICA indefinidamente é um dos erros mais comuns do 8D.
D4: Análise de Causa Raiz
Aqui acontece a maior parte do trabalho técnico. A equipe usa ferramentas estruturadas para ir do sintoma à causa verificada. Um diagrama de Ishikawa mapeia causas potenciais em categorias como pessoas, processo, equipamento, materiais e ambiente. A técnica dos cinco porquês aprofunda a análise abaixo dos sintomas superficiais. O teste de hipóteses (ou, no mínimo, a comparação estruturada dos dados de "é/não é") confirma qual causa candidata é a real.
O 8D exige a identificação de duas causas raiz: a causa raiz de ocorrência (por que o defeito aconteceu?) e a causa raiz de escape (por que o sistema de detecção não o identificou?). Corrigir apenas a ocorrência sem corrigir o escape significa que o próximo defeito também chegará ao cliente sem ser detectado.
D5: Ações Corretivas Permanentes
Com a causa raiz verificada, a D5 seleciona as ações que a eliminarão. Essas devem ser mudanças sistêmicas: alteração de parâmetros de processo, modificação de design, novo dispositivo à prova de erros (Poka-Yoke) ou atualização do sistema de detecção. A equipe avalia as opções quanto à eficácia, viabilidade e risco de efeitos colaterais. O FMEA (Failure Mode and Effects Analysis) é frequentemente utilizado aqui para testar as soluções propostas antes da implementação.
D6: Implementar e Validar
A D6 executa a PCA selecionada, remove a ação de contenção temporária e confirma por meio de medições que o problema foi resolvido. A validação requer dados, não apenas opinião: taxas de defeitos antes e depois, estudos de capacidade ou confirmação do cliente. Se a validação mostrar que a PCA não está funcionando, a equipe retorna à D4 ou D5, em vez de declarar sucesso e torcer pelo melhor.
D7: Prevenir Recorrência
A D7 é a disciplina que diferencia o 8D do simples combate a incêndios. A pergunta aqui é: onde mais na organização esta mesma causa raiz poderia existir? Planos de controle, FMEAs, padrões de design, materiais de treinamento e checklists de auditoria são todos atualizados. Produtos ou processos semelhantes são revisados. O objetivo é a prevenção sistêmica, não apenas a correção desta ocorrência específica.
D8: Reconhecer a Equipe
O encerramento com o reconhecimento da equipe está integrado ao método porque a Ford entendeu que a cultura de resolução de problemas depende de as pessoas sentirem que seu esforço foi valorizado. A D8 inclui um evento formal de reconhecimento da equipe e a aprovação final do Relatório 8D. É uma disciplina breve, mas ignorá-la sinaliza que a liderança vê o 8D como um exercício burocrático, e não como um processo genuíno de melhoria.
8D vs Outros Métodos de Resolução de Problemas
| Método | Melhor Para | Profundidade | Tamanho da Equipe | Resultado |
|---|---|---|---|---|
| 8D | Defeitos de qualidade recorrentes com impacto no cliente | Profunda e sistemática | 4 a 6 multifuncionais | Relatório 8D formal |
| 5 Whys | Sessões rápidas de causa raiz em problemas simples | Moderada | 1 a 3 pessoas | Cadeia causal |
| Diagrama de Ishikawa | Brainstorming de categorias de causas | Moderada | 3 a 8 pessoas | Mapa visual de causas (usado dentro da D4) |
| PDCA | Ciclos de melhoria contínua | Iterativa | Qualquer tamanho | Documentação do ciclo |
| A3 | Resolução estruturada de problemas em uma página (formato Toyota) | Moderada | 2 a 4 pessoas | Relatório A3 (uma página) |
| DMAIC | Melhoria de processos em larga escala com rigor estatístico | Muito profunda | Equipe de projeto + sponsor | Termo de abertura completo e resultados estatísticos |
O 8D e o DMAIC se sobrepõem em propósito, mas diferem em escala. Um projeto DMAIC pode levar de quatro a seis meses com análise estatística em cada fase. O 8D é mais rápido e mais direcionado, criado para uma reclamação específica de cliente ou defeito recorrente, e não para uma otimização ampla de processo. Ambos utilizam o diagrama de Ishikawa e o FMEA como ferramentas dentro da fase de análise.
Como Conduzir um 8D
Etapa 1: Confirmar Se o 8D É a Ferramenta Adequada
Nem todo problema precisa do 8D. Use-o quando: um cliente reclamou, o defeito é recorrente, a causa raiz é desconhecida ou seu sistema de qualidade exige uma resposta formal de ação corretiva. Dispense-o para erros pontuais que já são compreendidos e corrigidos.
Etapa 2: Montar a Equipe (D1)
Escolha pessoas que conhecem o processo, não apenas o organograma. Confirme um líder de equipe, defina um sponsor e agende a primeira reunião em até 24 horas após a identificação do problema, se o impacto no cliente for contínuo.
Etapa 3: Escrever a Declaração do Problema (D2)
Use o 5W2H. Escreva o problema em uma ou duas frases que incluam o que é o defeito, onde apareceu, quando começou, quantas unidades são afetadas e o impacto conhecido no cliente. Obtenha aprovação da equipe antes de prosseguir.
Etapa 4: Implementar a Contenção Temporária (D3)
Defina a ICA, o responsável por ela e o gatilho para sua remoção. Documente a data de início e a data prevista de encerramento da ICA. Notifique o cliente de que a contenção está em vigor.
Etapa 5: Encontrar a Causa Raiz (D4)
Realize uma sessão de Ishikawa para levantar causas candidatas. Use a análise É/Não É para reduzir a lista. Aplique os cinco porquês às candidatas prioritárias. Teste hipóteses com dados. Identifique as causas raiz de ocorrência e de escape.
Etapa 6: Selecionar e Verificar as Ações Corretivas (D5)
Para cada causa raiz confirmada, gere opções de ação corretiva. Avalie impacto, viabilidade e risco usando uma matriz de pontuação simples ou o FMEA. Selecione as ações com o melhor perfil e obtenha o consenso da equipe.
Etapa 7: Implementar, Validar e Remover a ICA (D6)
Execute a PCA. Meça a eficácia com a mesma métrica usada na D2. Quando os dados de validação confirmarem que o problema foi resolvido, remova formalmente a ação de contenção temporária. Documente os resultados antes e depois.
Etapa 8: Prevenir Recorrência (D7)
Atualize todos os documentos de controle relevantes: planos de controle, FMEAs, instruções de processo e registros de treinamento. Revise peças ou processos semelhantes em busca da mesma vulnerabilidade. Encerre quaisquer achados de auditoria.
Etapa 9: Encerrar e Reconhecer a Equipe (D8)
Compile o Relatório 8D final. Obtenha a aprovação do sponsor e, se necessário, do cliente. Realize um breve evento de reconhecimento da equipe. Arquive o relatório em seu sistema de gestão da qualidade para consultas futuras.
Exemplo de Relatório 8D
O cenário a seguir acompanha um defeito de fabricação por todas as oito disciplinas para mostrar como um 8D completo se parece na prática.
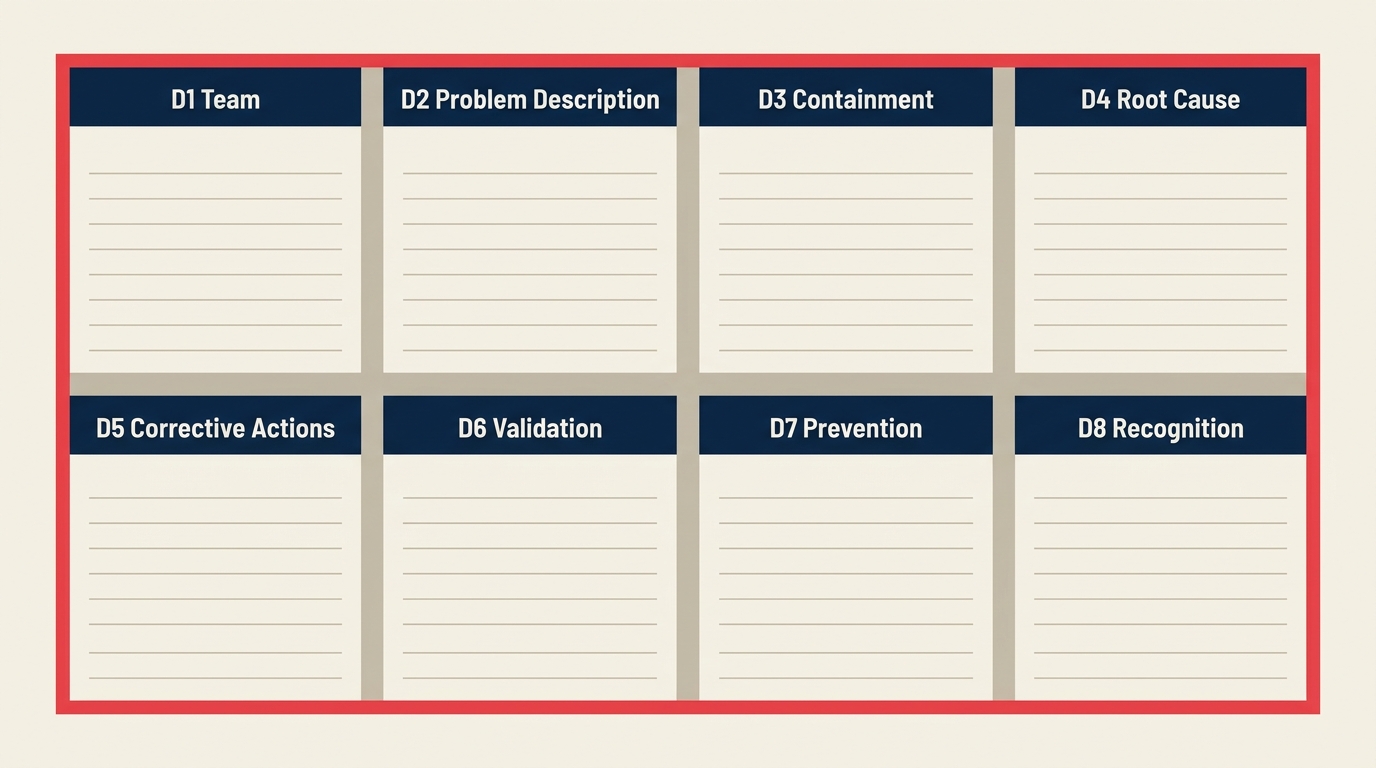
Cenário: Um fornecedor Tier 1 automotivo envia conjuntos de suporte de freio para uma montadora (OEM). A inspeção de recebimento da OEM detecta não conformidade dimensional: 37 de 500 suportes estão 0,8 mm fora de especificação na posição de um furo crítico.
| Disciplina | Conteúdo |
|---|---|
| D0 Planejamento | Resposta emergencial: a OEM coloca o lote em quarentena. O fornecedor designa um engenheiro de qualidade como líder de equipe em até 4 horas após a reclamação. |
| D1 Equipe | Engenheiro de qualidade (líder), engenheiro de processo, operador de máquina, técnico de CMM, contato de cadeia de suprimentos. Sponsor: Gerente de Qualidade da Planta. |
| D2 Descrição do Problema | Posição do furo no suporte Peça No. BK-4412 está 0,8 mm fora da tolerância no eixo X. 37/500 unidades afetadas no Lote 2026-04-18. Primeira reclamação do cliente: 20 de abril de 2026. Nenhuma reclamação anterior nesta peça. |
| D3 Contenção | Inspeção 100% por CMM de todos os BK-4412 em estoque no fornecedor (286 unidades) e em trânsito (214 unidades). Quarentena do lote recebido pela OEM. A ICA expira quando a validação da PCA da D6 for concluída. |
| D4 Causa Raiz | O diagrama de Ishikawa identificou o desgaste do dispositivo como candidato principal. Os dados de CMM confirmaram que o pino de referência A do dispositivo desgastou 0,9 mm além da especificação durante um intervalo de manutenção ultrapassado (120 horas de operação contra um plano de manutenção preventiva de 80 horas). Causa raiz de escape: o checklist de inspeção do dispositivo não incluía a medição do pino de referência. |
| D5 Ações Corretivas | PCA de ocorrência: substituir o pino de referência, redefinir o plano de manutenção preventiva para intervalos de 70 horas e adicionar medição do pino ao checklist pré-turno. PCA de escape: adicionar verificação dimensional do pino de referência ao procedimento de inspeção de entrada do dispositivo. |
| D6 Validação | PCA implementada em 2 de maio de 2026. O primeiro lote pós-PCA (500 unidades) apresentou 0 não conformidades na posição do furo. Relatórios de CMM confirmam todas as unidades dentro de ±0,2 mm. ICA removida em 5 de maio de 2026. Cliente notificado. |
| D7 Prevenção de Recorrência | Plano de controle atualizado com gatilho de manutenção preventiva de dispositivo em 70 horas. FMEA atualizado para refletir o desgaste do pino de referência como risco de alta severidade. Todos os tipos de dispositivos semelhantes na planta revisados; duas substituições adicionais de pinos concluídas. Conformidade com a manutenção preventiva adicionada ao checklist de auditoria mensal de qualidade. |
| D8 Reconhecimento | Equipe reconhecida na reunião de qualidade da planta em 8 de maio de 2026. Relatório 8D aprovado pelo Gerente de Qualidade da Planta e enviado ao portal da OEM. Relatório arquivado no sistema de gestão da qualidade sob registros de ação corretiva. |
Erros Comuns e Melhores Práticas
Erros que as equipes cometem:
- Pular para a D4 sem a D2. Uma declaração do problema vaga produz uma análise de causa raiz direcionada ao alvo errado. Escreva a D2 antes de tocar na D4.
- Tratar a D3 como solução. A contenção temporária é uma correção provisória, não uma ação corretiva. Equipes que encerram o 8D após a D3 verão o problema retornar.
- Encontrar apenas a causa raiz de ocorrência. Se o sistema de detecção permitiu que o defeito chegasse ao cliente, esse ponto de escape é uma segunda causa raiz que precisa de sua própria ação corretiva.
- Pular a D7. Implementar uma correção não é o mesmo que prevenir a recorrência. Documentos de controle, FMEAs e padrões de processo precisam ser atualizados.
- Delegar a D8 ao RH. O reconhecimento da equipe é uma responsabilidade de liderança, não uma tarefa administrativa. O sponsor deve conduzi-lo pessoalmente.
Melhores práticas:
- Inicie o 8D em até 24 horas após uma reclamação de cliente quando o impacto contínuo for confirmado.
- Use uma equipe multifuncional, mas mantenha-a pequena. Quatro a seis pessoas superam equipes de oito a doze no 8D.
- Valide com dados, não com o consenso da equipe. A medição antes e depois é o único padrão de validação aceitável.
- Arquive todos os Relatórios 8D em um sistema pesquisável. Eles são a memória institucional do que deu errado e de como foi corrigido.
- Combine o 8D com o FMEA nas D5 e D7 para avaliar e atualizar sistematicamente os controles de risco.
Perguntas Frequentes
O que significa 8D? 8D significa "Eight Disciplines" (Oito Disciplinas). Cada disciplina é uma etapa estruturada no processo de resolução de problemas, desde a formação da equipe (D1) até o reconhecimento da equipe (D8). O número oito refere-se às oito disciplinas obrigatórias; há também uma D0 opcional para planejamento e resposta emergencial antes do início do processo formal.
Quem criou o método 8D? A Ford Motor Company formalizou o 8D em 1987 em seu programa de treinamento "Team Oriented Problem Solving (TOPS)". A lógica subjacente é anterior à Ford: o padrão de ação corretiva MIL-STD-1520 do exército norte-americano, de 1974, estabeleceu muito do embasamento conceitual. A Ford adaptou e sistematizou o método para a gestão da qualidade e de fornecedores na fabricação automotiva.
Qual é a diferença entre D0 e D1? A D0 é uma pré-etapa opcional que cobre a resposta emergencial e confirma se o 8D é o método adequado para a situação. Ela ocorre antes das oito disciplinas formais e pode incluir ações imediatas de proteção ao cliente tomadas antes mesmo de a equipe ser montada. A D1 é a primeira disciplina formal: montar a equipe multifuncional com o conhecimento e a autoridade necessários para trabalhar o problema.
Quando usar o 8D em vez de um método mais simples como os 5 Whys? Use o 8D quando um problema é recorrente, já chegou a um cliente, envolve causa raiz desconhecida ou exige uma resposta documentada de ação corretiva (como a maioria das montadoras exige). Use os 5 Whys para análise interna rápida de problemas mais simples e bem compreendidos, nos quais um relatório formal não é necessário. O 8D é a ferramenta mais pesada: mais rigorosa, mais documentada e mais adequada para falhas de qualidade de alto impacto.
Como o 8D difere dos 5 Whys? Os 5 Whys são uma técnica de análise de causa raiz: uma sequência de perguntas para rastrear um sintoma até sua causa. O 8D é um framework completo de resolução de problemas que inclui formação de equipe, contenção, análise de causa raiz (que pode usar os 5 Whys como uma de suas ferramentas), seleção de ação corretiva, validação, prevenção de recorrência e reconhecimento da equipe. Os 5 Whys podem ser usados dentro da D4 de um processo 8D. Não são métodos concorrentes: os 5 Whys são uma ferramenta, o 8D é o processo.
O 8D problem solving persiste há décadas porque a lógica é difícil de contestar: contenha o dano rapidamente, encontre a causa real com evidências, corrija o sistema de forma permanente e garanta que a mesma falha não se espalhe para outros lugares. Equipes que seguem todas as oito disciplinas, incluindo a D7 e a D8 que muitas pulam, superam consistentemente as que tratam o 8D como um exercício burocrático. Se seu sistema de gestão da qualidade se baseia nos princípios do Six Sigma, da metodologia Lean ou do total quality management, o 8D se encaixa naturalmente como o protocolo de ação corretiva para tudo que chega a um cliente.

Senior Operations & Growth Strategist
On this page
- O Que É o 8D Problem Solving?
- Fatos Relevantes
- As 8 Disciplinas (D1 a D8)
- D1: Formar a Equipe
- D2: Descrever o Problema
- D3: Ação de Contenção Temporária
- D4: Análise de Causa Raiz
- D5: Ações Corretivas Permanentes
- D6: Implementar e Validar
- D7: Prevenir Recorrência
- D8: Reconhecer a Equipe
- 8D vs Outros Métodos de Resolução de Problemas
- Como Conduzir um 8D
- Etapa 1: Confirmar Se o 8D É a Ferramenta Adequada
- Etapa 2: Montar a Equipe (D1)
- Etapa 3: Escrever a Declaração do Problema (D2)
- Etapa 4: Implementar a Contenção Temporária (D3)
- Etapa 5: Encontrar a Causa Raiz (D4)
- Etapa 6: Selecionar e Verificar as Ações Corretivas (D5)
- Etapa 7: Implementar, Validar e Remover a ICA (D6)
- Etapa 8: Prevenir Recorrência (D7)
- Etapa 9: Encerrar e Reconhecer a Equipe (D8)
- Exemplo de Relatório 8D
- Erros Comuns e Melhores Práticas
- Perguntas Frequentes