8D問題解決法:8つのディシプリン詳説
Turn this article into takeaways for your work.
Each assistant summarizes the article only for you and suggests best practices for your work.
8D問題解決法は、欠陥が繰り返し発生し、応急処置では対応しきれない場合に品質チームが活用する手法です。部門横断チームに対し、初期封じ込めから恒久的是正処置および関係者への感謝まで、8つのディシプリンによる体系的な道筋を提供します。
8D問題解決法とは
8D問題解決法(Eight Disciplines Problem Solving)は、繰り返し発生する品質問題を特定し、是正し、再発を防ぐためのチームベースの体系的手法です。フォード・モーター・カンパニーは1987年に「チーム指向型問題解決(TOPS)」という名称でこの手法を正式に公表しましたが、その起源は第二次世界大戦中に同様の是正処置の考え方を示した米軍規格MIL-STD-1520にさかのぼります。
8つのディシプリンは、問題の説明から根本原因分析を経て恒久的是正処置へ、そして最終的には解決に貢献したメンバーへの感謝まで、チームを導きます。単純な5 Whysセッションとは異なり、8Dは品質エンジニア、サプライヤー、および顧客が監査できる8Dレポートを作成します。これは自動車OEM(Original Equipment Manufacturers)が要求する標準的な対応フォーマットであり、AIAG(Automotive Industry Action Group)フレームワークにおけるサプライヤー品質要件の基盤となっています。
主要用語:
- ディシプリン(D): 手法における8つの体系的なステップの各項目。
- 8Dレポート: すべてのディシプリンの成果物を記録した正式文書。
- 暫定封じ込め処置(ICA): 根本原因が確認される前に実施される短期的な対策。
- 恒久的是正処置(PCA): 問題の再発を防ぐための根本的な対策。
主要事実
フォード・モーター・カンパニーは1987年に「チーム指向型問題解決(TOPS)」マニュアルの中で8Dを体系化し、世界中のサプライヤーが活用する自動車業界標準として確立しました。
この手法の起源は第二次世界大戦にさかのぼります。 米軍のMIL-STD-1520(1974年)は、8Dに直接影響を与えた是正処置の考え方を体系化したものです。
8Dはほとんどのティア1自動車サプライヤーから要求されています。 AIAG(Automotive Industry Action Group)は、自動車サプライチェーンにおける品質管理要件の中で、8Dスタイルの是正処置報告を明示的に参照しています。
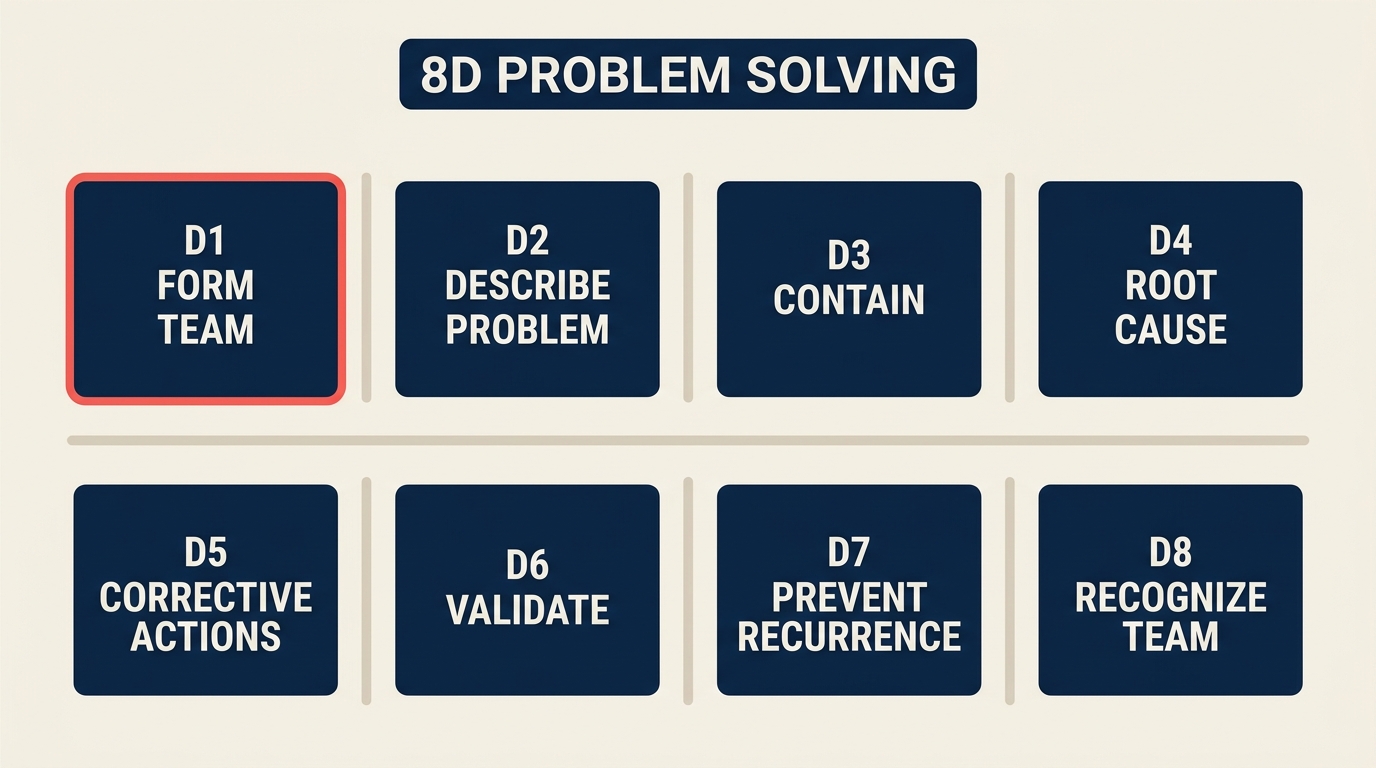
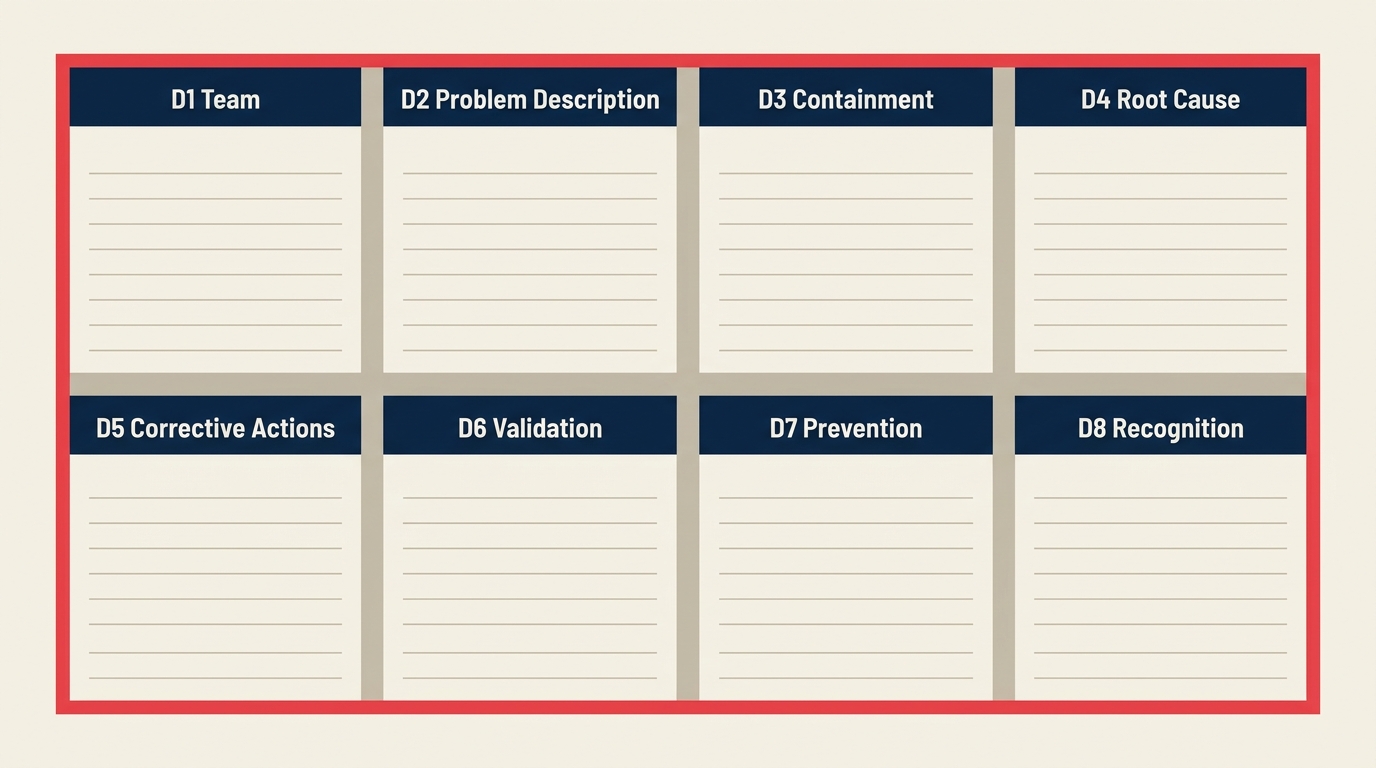
8つのディシプリン(D1からD8)
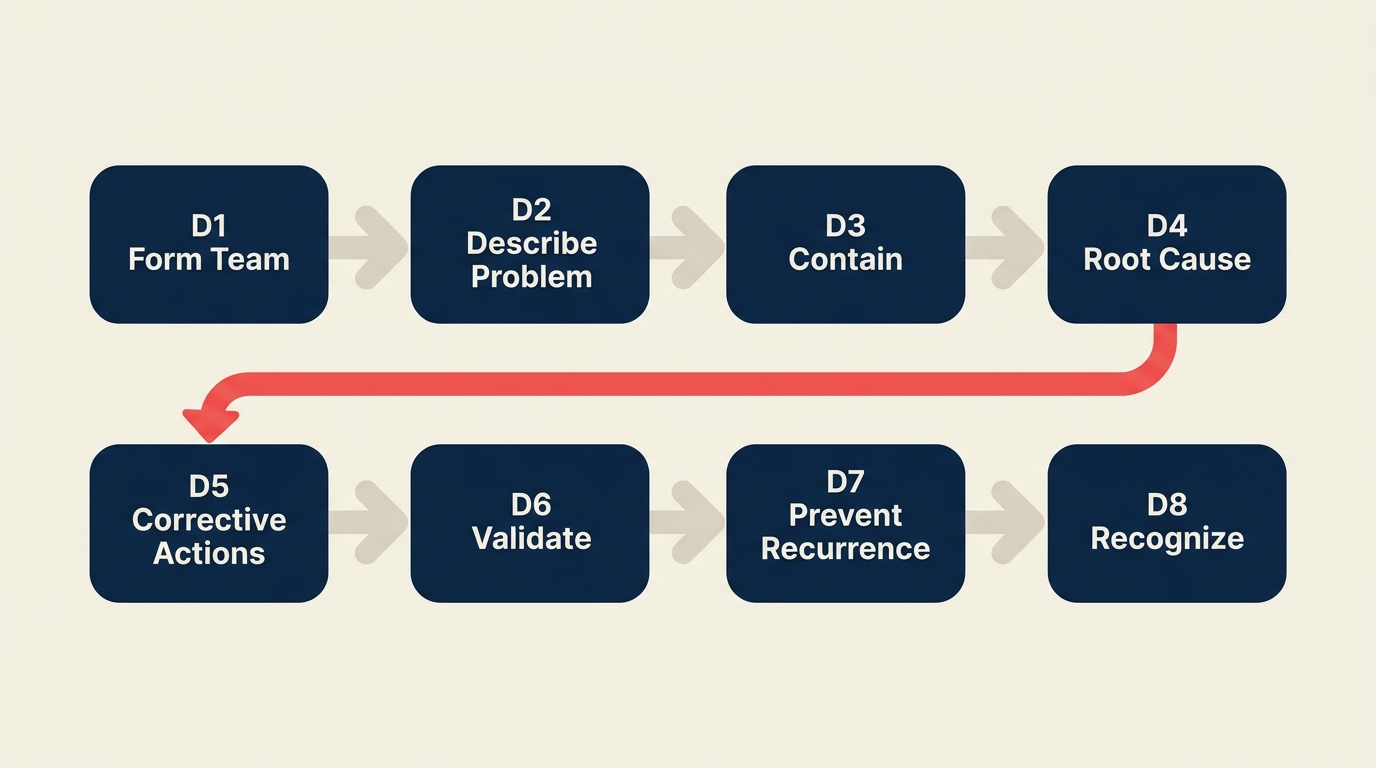
番号付きの8つのディシプリンの前に、任意のディシプリンとして**D0(計画)**があります。これは初期準備、8Dが適切なツールかどうかの判断、および体系的プロセス開始前の緊急対応処置の確認を含みます。正式な8つのディシプリンは以下のとおりです。
| ディシプリン | 名称 | 主な活動 |
|---|---|---|
| D1 | チーム編成 | 問題を解決するための知識と権限を持つ部門横断チームを編成する |
| D2 | 問題の説明 | 問題を具体的かつ測定可能な形で定義する(何が、いつ、どこで、どのくらい) |
| D3 | 暫定封じ込め処置 | 根本原因の調査中に顧客へのさらなる影響を防ぐ |
| D4 | 根本原因分析 | データを用いて真の根本原因(および流出経路)を特定し検証する |
| D5 | 恒久的是正処置 | 根本原因を排除する是正処置を選定し検証する |
| D6 | 実施および検証 | PCAを実行し、問題が解決され新たな問題が生じていないことを確認する |
| D7 | 再発防止 | 同じ問題が他の場所で再発しないよう、システム、プロセス、標準を更新する |
| D8 | チームへの感謝 | チームの努力を称え、学んだことを文書化する |
D1:チーム編成
最初のディシプリンは、プロセスに責任を持つ管理職ではなく、プロセスを実際に理解している人材を集めることです。優れた8Dチームは部門横断的で、製造、品質、エンジニアリング、場合によってはサプライチェーンや顧客も含みます。チームにはリソースの承認権限を持つチャンピオン、プロセスを推進するチームリーダー、分析を実行できる技術的な深みを持つメンバーが必要です。4から6人が適切で、それ以上になると意思決定が遅くなります。
D2:問題の説明
D2では、「是か否か(is / is not)」の体系的なアプローチを用いて精確な問題定義を作成します。欠陥がどこに現れるか、いつ始まったか、誰が影響を受けるか、どのくらいの頻度で発生するかを定義します。これは当然のことのように聞こえますが、多くのチームはこのディシプリンを省略して間違った問題を解決しようとします。D2で明確な問題定義を作ることで、D4での無駄な分析を何週間も省くことができます。5W2Hフォーマット(誰が、何を、どこで、いつ、なぜ、どのように、どのくらい)を使ってスコープを具体化してください。
D3:暫定封じ込め処置
根本原因が判明する前も、顧客はリスクにさらされています。D3は一時的な対策を講じます。全数検査、疑わしい在庫の隔離、顧客の荷受け場での仕分け作業などです。ICAは明示的に一時的なものです。チームは解除のトリガーを設定します。「ICAはD6 PCAの検証完了まで継続」といった具合です。ICAを永続的に維持することは、8Dで最もよく見られる失敗の一つです。
D4:根本原因分析
ここで技術的な作業の大部分が行われます。チームは体系的なツールを使って症状から確認された原因へと移行します。フィッシュボーン図(Ishikawa図)は、人、プロセス、設備、材料、環境などのカテゴリー別に潜在的な原因をマッピングします。5 Whys分析は表面的な症状の奥に潜む原因を掘り下げます。仮説検定(または最低限として「是か否か」データの体系的な比較)により、候補の中から真の原因を確認します。
8Dでは2つの根本原因を特定する必要があります。発生根本原因(なぜ欠陥が発生したか)と流出根本原因(なぜ検知システムがそれを検出できなかったか)です。発生のみを修正して流出を修正しないと、次の欠陥も未検出のまま顧客に届いてしまいます。
D5:恒久的是正処置
根本原因が確認されたら、D5でそれを排除する処置を選択します。プロセスパラメータの変更、設計の修正、新しいエラープルーフィング(Poka-Yoke)装置、または検知システムの改善といったシステム的な変更である必要があります。チームは効果、実現可能性、副作用のリスクについてオプションを評価します。FMEA(Failure Mode and Effects Analysis)は、実施前に提案されたソリューションをストレステストするためにここでよく使用されます。
D6:実施および検証
D6では選択したPCAを実行し、暫定封じ込め処置を除去し、問題が解決されたことを測定によって確認します。検証とはデータを意味し、意見ではありません。事前事後の欠陥率、工程能力調査、または顧客確認などです。検証でPCAが機能していないことが示された場合、チームは成功を宣言して楽観的に待つのではなく、D4またはD5に戻ります。
D7:再発防止
D7は8Dと応急処置を区別するディシプリンです。ここでの問いは、組織の他のどこで同じ根本原因が存在しうるか、です。コントロールプラン、FMEA、設計基準、教育訓練資料、監査チェックリストすべてが更新されます。類似の製品やプロセスも見直されます。目標は一度の発生を修正するだけでなく、システム的な予防です。
D8:チームへの感謝
チーム感謝のクロージングが手法に組み込まれているのは、フォードが問題解決文化は自分たちの努力が評価されていると感じる人々に依存していると理解していたからです。D8には正式なチーム感謝イベントと最終8Dレポートの承認が含まれます。これは短いディシプリンですが、省略することは、マネジメントが8Dを本物の改善プロセスではなく事務的な手続きと見ていることを示してしまいます。
8Dと他の問題解決手法の比較
| 手法 | 最適用途 | 深度 | チーム規模 | 成果物 |
|---|---|---|---|---|
| 8D | 顧客影響を伴う繰り返し品質欠陥 | 深い、体系的 | 4から6人の部門横断型 | 正式な8Dレポート |
| 5 Whys | シンプルな問題の迅速な根本原因セッション | 中程度 | 1から3人 | 因果関係チェーン |
| フィッシュボーン図 | 原因カテゴリーのブレーンストーミング | 中程度 | 3から8人 | 視覚的な原因マップ(D4内で使用) |
| PDCA | 継続的改善サイクル | 反復的 | 任意 | サイクル文書 |
| A3 | 一枚紙での体系的問題解決(トヨタ方式) | 中程度 | 2から4人 | A3レポート(一枚) |
| DMAIC | 統計的厳密さを伴う大規模プロセス改善 | 非常に深い | プロジェクトチーム+スポンサー | プロジェクト憲章一式、統計的成果物 |
8DとDMAICは目的が重なりますが、規模が異なります。DMAICプロジェクトは各フェーズで統計分析を行い、4から6ヶ月かかる場合があります。8Dはより迅速かつ的を絞った手法で、広範なプロセス最適化ではなく特定の顧客クレームや繰り返し発生する欠陥に特化しています。両者とも分析フェーズのツールとしてフィッシュボーン図とFMEAを使用します。
8Dの実施方法
ステップ1:8Dが適切なツールかを確認する
すべての問題に8Dが必要なわけではありません。以下の場合に使用してください。顧客からクレームがある、欠陥が繰り返し発生している、根本原因が不明、または品質システムが正式な是正処置対応を要求している場合です。既に理解され修正済みの一度限りのエラーには使用しないでください。
ステップ2:チームを編成する(D1)
組織図ではなく、プロセスを知っている人材を選びます。チームリーダーを確認し、チャンピオンを設定し、顧客影響が継続している場合は問題特定後24時間以内に最初のミーティングをスケジュールします。
ステップ3:問題定義を作成する(D2)
5W2Hを使用します。欠陥の内容、発生場所、開始時期、影響を受けたユニット数、既知の顧客影響を含む1文または2文で問題を書きます。先に進む前にチームの承認を得ます。
ステップ4:暫定封じ込めを実施する(D3)
ICA、担当者、除去のトリガーを定義します。ICA開始日と推定終了日を文書化します。封じ込めが実施中であることを顧客に通知します。
ステップ5:根本原因を発見する(D4)
フィッシュボーンセッションを実施して候補原因をブレーンストーミングします。是か否か分析でリストを絞り込みます。優先候補に5 Whysを適用します。データで仮説を検証します。発生根本原因と流出根本原因の両方を特定します。
ステップ6:是正処置を選択し検証する(D5)
確認された根本原因ごとに是正処置の選択肢を生成します。シンプルなスコアリングマトリックスまたはFMEAを使って影響、実現可能性、リスクで評価します。最良のプロファイルを持つ処置を選択し、チームの合意を得ます。
ステップ7:実施、検証、ICAの除去(D6)
PCAを実行します。D2で使用した同じ指標で効果を測定します。検証データで問題が解決されたことを確認したら、暫定封じ込め処置を正式に除去します。事前事後の結果を文書化します。
ステップ8:再発防止(D7)
関連するすべての管理文書を更新します。コントロールプラン、FMEA、プロセス手順書、教育訓練記録などです。同じ脆弱性を持つ類似部品やプロセスを見直します。監査指摘事項をクローズします。
ステップ9:クローズアウトとチームへの感謝(D8)
最終8Dレポートを作成します。チャンピオン、必要であれば顧客から承認を得ます。簡単なチーム感謝イベントを開催します。将来の参照のためにレポートを品質管理システムにアーカイブします。
8Dレポートの例
以下のシナリオは、製造欠陥を8つすべてのディシプリンで追跡し、完了した8Dがどのように見えるかを示しています。
シナリオ: ティア1自動車サプライヤーがOEMにブレーキブラケットアッセンブリを出荷。OEMの受入検査が寸法不適合を発見。500個中37個のブラケットの重要な穴位置が0.8mm規格外れ。
| ディシプリン | 内容 |
|---|---|
| D0 計画 | 緊急対応:OEMが出荷品を隔離。サプライヤーはクレーム後4時間以内に品質エンジニアをチームリーダーとして指名。 |
| D1 チーム | 品質エンジニア(リード)、工程エンジニア、機械オペレーター、CMM技術者、サプライチェーン担当。チャンピオン:工場品質マネージャー。 |
| D2 問題説明 | ブラケット部品No. BK-4412の穴位置がX軸方向で公差外0.8mm。ロット2026-04-18の500個中37個が影響。最初の顧客報告:2026年4月20日。この部品に関する過去のクレームなし。 |
| D3 封じ込め | サプライヤー在庫(286個)および輸送中(214個)のBK-4412全数CMM検査。OEMによる受領ロットの隔離。ICAはD6検証完了時に解除。 |
| D4 根本原因 | フィッシュボーンでフィクスチャー摩耗を主要候補として特定。CMM データにより、基準ピンAが保全インターバルの超過(80時間PMスケジュールに対し120時間稼働)で規格を0.9mm超えて摩耗したことを確認。流出根本原因:フィクスチャー検査チェックリストに基準ピンの測定項目がなかった。 |
| D5 是正処置 | 発生PCA:基準ピンを交換し、PMスケジュールを70時間インターバルにリセット、始業点検チェックリストにピン測定を追加。流出PCA:フィクスチャー受入検査手順に基準ピンの寸法チェックを追加。 |
| D6 検証 | PCA実施:2026年5月2日。PCA後最初のロット(500個)で穴位置の不適合ゼロ。CMM報告書で全品が±0.2mm内に収まることを確認。ICA除去:2026年5月5日。顧客に通知。 |
| D7 再発防止 | 70時間フィクスチャーPMトリガーでコントロールプランを更新。基準ピン摩耗を高重篤度リスクとしてFMEAを更新。工場内の類似フィクスチャータイプすべてを見直し、追加ピン交換を2件完了。PM遵守状況を月次品質監査チェックリストに追加。 |
| D8 感謝 | 工場品質ミーティング(2026年5月8日)でチームを表彰。工場品質マネージャーが8Dレポートに署名し、OEMポータルに提出。レポートをQMSの是正処置記録としてアーカイブ。 |
よくある間違いとベストプラクティス
チームがよく犯す間違い:
- D2なしにD4に飛びつく。 曖昧な問題定義は、間違った対象に向けた根本原因分析を生みます。D4に取り掛かる前にD2を書いてください。
- D3を解決策として扱う。 暫定封じ込めは一時的な対策であり、是正処置ではありません。D3で8Dをクローズするチームは問題が再発するのを見ることになります。
- 発生根本原因だけを発見する。 検知システムが欠陥を顧客に流出させた場合、その流出ポイントは独自の是正処置が必要な第2の根本原因です。
- D7を省略する。 修正を実施することは再発防止とは異なります。管理文書、FMEA、プロセス標準はすべて更新が必要です。
- D8を人事部門に任せる。 チーム感謝はリーダーシップの責任であり、管理業務ではありません。チャンピオンが直接実施すべきです。
ベストプラクティス:
- 継続的な影響が確認されている場合は、顧客クレーム後24時間以内に8Dを開始します。
- 部門横断チームを使いますが、小さく保ちます。4から6人のチームは8から12人のチームより8Dで優れた結果を出します。
- チームの合意ではなく、データで検証します。事前事後の測定が唯一許容される検証基準です。
- すべての8Dレポートを検索可能なシステムにアーカイブします。それらは何が問題だったか、どのように修正したかについての組織の記憶です。
- D5とD7でFMEAと組み合わせて、リスク管理を体系的に評価・更新します。
よくある質問
8Dとは何の略ですか? 8Dは「Eight Disciplines(8つのディシプリン)」の略です。各ディシプリンは問題解決プロセスにおける体系的なステップであり、チーム編成(D1)からチームへの感謝(D8)まであります。数字の8は8つの必須ディシプリンを指します。また、正式なプロセス開始前の計画と緊急対応のための任意のD0もあります。
8D手法は誰が作りましたか? フォード・モーター・カンパニーが1987年の「チーム指向型問題解決(TOPS)」トレーニングプログラムで8Dを体系化しました。その根底にある考え方はフォードよりも古く、1974年の米軍のMIL-STD-1520是正処置標準が概念的な基盤の多くを形成しました。フォードはそれを自動車製造の品質およびサプライヤー管理向けに適合・体系化しました。
D0とD1の違いは何ですか? D0は緊急対応を含む任意の事前ステップで、その状況に8Dが適切な手法かどうかを確認します。チームが編成される前に実施される即時的な顧客保護処置が含まれる場合があります。D1は最初の正式なディシプリンで、問題解決に必要な知識と権限を持つ部門横断チームを編成します。
5 Whysのような簡単な手法ではなく、いつ8Dを使うべきですか? 問題が繰り返し発生している、すでに顧客に到達している、根本原因が不明、または文書化された是正処置対応が必要な場合(ほとんどの自動車OEMが要求するように)に8Dを使用します。正式なレポートが不要なよりシンプルな、よく理解された問題の迅速な内部分析には5 Whysを使用します。8Dはより重厚なツールで、より厳密で、より多くの文書を必要とし、高い賭けの品質障害に対してより適しています。
8Dと5 Whysの違いは何ですか? 5 Whysは根本原因技法であり、症状をその原因までさかのぼる質問の連鎖です。8Dはチーム編成、封じ込め、根本原因分析(5 Whysをツールの一つとして使用することがある)、是正処置の選択、検証、再発防止、チームへの感謝を含む完全な問題解決フレームワークです。5 Whysは8Dプロセスのd4内で使用できます。それらは競合する手法ではありません。5 Whysはツールであり、8Dはプロセスです。
8D問題解決法が数十年間存続しているのは、その論理が反論しにくいためです。損害を素早く封じ込め、証拠に基づいて実際の原因を発見し、システムを恒久的に修正し、同じ障害が他の場所に広がらないようにする。多くのチームが省略するD7とD8を含む8つのディシプリンすべてを遵守するチームは、8Dを事務的な手続きとして扱うチームを一貫して上回ります。品質管理システムがSix Sigma、リーン方式、またはTotal Quality Managementの原則に基づいている場合、8Dは顧客に到達したあらゆる問題に対する是正処置プロトコルとして自然に組み込まれます。

Senior Operations & Growth Strategist
On this page
- 8D問題解決法とは
- 主要事実
- 8つのディシプリン(D1からD8)
- D1:チーム編成
- D2:問題の説明
- D3:暫定封じ込め処置
- D4:根本原因分析
- D5:恒久的是正処置
- D6:実施および検証
- D7:再発防止
- D8:チームへの感謝
- 8Dと他の問題解決手法の比較
- 8Dの実施方法
- ステップ1:8Dが適切なツールかを確認する
- ステップ2:チームを編成する(D1)
- ステップ3:問題定義を作成する(D2)
- ステップ4:暫定封じ込めを実施する(D3)
- ステップ5:根本原因を発見する(D4)
- ステップ6:是正処置を選択し検証する(D5)
- ステップ7:実施、検証、ICAの除去(D6)
- ステップ8:再発防止(D7)
- ステップ9:クローズアウトとチームへの感謝(D8)
- 8Dレポートの例
- よくある間違いとベストプラクティス
- よくある質問